|
|
Категория:
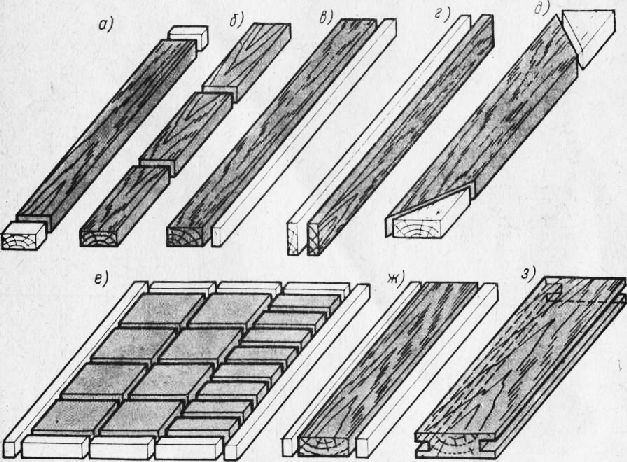
Деревообрабатывающие станки Для производства изделий из древесины исходный материал в виде досок, листов фанеры и древесных плит требуется предварительно раскроить на заготовки. Эту технологическую операцию выполняют на кругло-пильных станках. В зависимости от требований к качеству обработки деталей различают раскрой предварительный и окончательный, чистовой. Бывают следующие виды раскроя на круглопильных станках (рис. 1). Торцевание досок и брусковых заготовок (рис. 1, а) производят на станках для поперечного раскроя. Станки бывают одно- или многопильные (концеравнители). На многопильных станках можно выпиливать одновременно несколько кратных заготовок (рис. 2, б).
Рис. 1. Виды обработки
а — торцевание заготовки, б — раскрой кратной заготовки на круглопильных стан — ПО длине, в - продольная распиловка по ширине, г — ребро, д — распиловка под углом, е — раскрой плитных материалов, ж — опиловка кромок щитов, з — выборка пазов
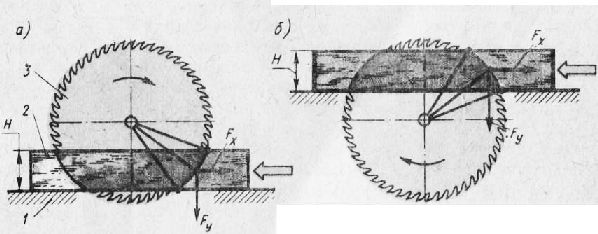
Продольный раскрой пиломатериалов и заготовок (рис. 1, в, г) осуществляют на круглопильных станках для продольного раскроя. Выпиловка из одной широкой заготовки за один проход одновременно нескольких брусков или реек выполняется на многопильных станках. Пильные валы этих станков могут иметь две, три, пять и более пил. Часто требуется распиливать материал не только в поперечном и продольном направлениях, но и под косым углом, как показано на рис. 1, д. Такой смешанный раскрой выполняют на универсальных круглопильных станках. Раскрой листовых материалов и плит на щитовые детали (рис. 1, е) выполняют на раскроенных станках, а опиловку кромок (рис. 1, ж) — на форматно-обрезных станках. Если требуется получить детали с профильными кромками (рис. 1, з), то форматно-обрезные станки оснащают дополнительно профильными фрезами. По расположению пилы относительно распиливаемого материала станки различают с нижним (рис. 2, а) и верхним (рис. 2, б) расположением пилы. Расположение пилы и направление ее вращения выбирают так, чтобы сила пиления прижимала заготовку к базирующим элементам станка. В одних конструкциях станков заготовку подают на пилу, в других вращающуюся пилу надвигают на заготовку.
Рис. 2. Схема пиления с вертикальная составляющая сила резания
Главными параметрами круглопильных станков для поперечного и продольного раскроя досок на заготовки являются наибольшая ширина и наименьшая или наибольшая длина распиливаемого материала. Эти размеры определяют габаритные размеры станка. Для форматных станков главный параметр — наибольший размер раскраиваемых плит. Наибольшая толщина Н распиливаемого материала определяет основной параметр станка — мощность привода механизма резания. Материал, поступающий на круглопильные станки, должен удовлетворять техническим требованиям, иметь допустимые отклонения размеров и формы. Использование нестандартных сечений материала или сильно покоробленных досок часто является причиной брака при раскрое или поломки механизмов станка. — Пласти и кромки брусковых деталей обрабатывают методом фрезерования на продольно-фрезерных станках. Различают следующие виды продольно-фрезерной обработки. Создание на одной из граней заготовки плоской поверхности, используемой при дальнейшей обработке в качестве технологической базы на односторонних фуговальных станках. При отработке заготовок одновременно с двух смежных сторон с целью получения прямого угла между ними применяют двусторонние фуговальные станки. На односторонних реймусовых станках обрабатывают одну верхнюю пласть детали, а на двусторонних — одновременно две пласти. Обработка за один проход на одном станке с четырех сторон с целью получения заданных размеров и профиля поперечного сечения деталей выполняется на четырехсторонних продольно-фрезерных станках. Если требуется получить одновременно несколько деталей или обработать детали со сложным профилем поперечного сечения, применяют четырехсторонние станки с дополнительным калевочным суппортом. Доски, бруски и заготовки, поступающие на продольно-фрезерные станки, получают в результате раскроя пиломатериалов, древесностружечных плит и фанеры на ленточно-пильных или круглопильных станках. При раскрое, сушке и хранении возможны отклонения формы заготовки от формы правильного параллелепипеда: непрямолинейность или непараллельность граней, неперпендикулярность смежных поверхностей, покоробленность, волнистость, а также разнотолщинность заготовок в одной партии. Предельные отклонения по размерам и допустимые отклонения формы заготовок регламентированы ГОСТ 9685-61 и 7897-83. Так, для заготовок хвойных пород продольная покоробленность по пласти и кромке, а также крыловатость характеризуется стрелой прогиба, которая должна быть не более 0,2% длины заготовки. Поперечная покоробленность определяется стрелой прогиба, которая должна быть не более 1% ширины заготовки. Предельные отклонения размеров пиленых заготовок должны быть, мм: при толщине и ширине до 32±1 мм; при толщине и ширине от 35 до 100rfc2 мм, при ширине 110 и более ±3;, мм, по длине ±5 мм. Параметр шероховатости Rmmilx не должен превышать 1250 мкм. Нестандартные заготовки неправильной формы с большими припусками по толщине часто являются причиной брака обработки и поломки станка. Такие заготовки следует отбраковывать. Реклама:Читать далее:Стакчи для поперечного раскрояСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|