|
|
Категория:
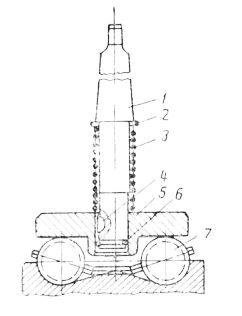
Модернизация металлорежущих станков При обработке деталей давлением на сверлильных станках в большинстве случаев изменяются два элемента системы СИП — инструмент и приспособление. Накатка взамен полирования. Взамен ручного полирования фасонных поверхностей деталей успешно применяется их упрочнение при помощи специальных накатников. Так, окончательная отделка камеры сгорания силуминовых поршней производится на вертикально-сверлильном станке. В конус шпинделя станка вставляются хвостовики упрочнителей, рабочие части которых соответствуют одному из участков обрабатываемого профиля: шарики — для сферической поверхности детали, ролики — для поверхностей с прямолинейными образующими. Отделка поверхностей детали осуществляется вращающимися упрочнителями при обильном смачивании мест обработки керосином. Поверхность упрочняется на глубину, зависящую от величины давления инструмента на деталь, и в каждом отдельном случае определяется экспериментально. Чистота поверхности, полученная накатыванием, улучшается по сравнению с ручным полированием на 1—2 класса. Производительность труда при этом возрастает в 1,2—1,5 раза. Обработка внутренних диаметров деталей давлением осуществляется при помощи раскатывания поверхностей роликовыми или шариковыми инструментами.
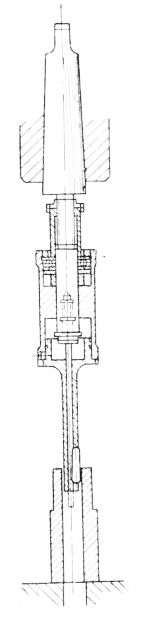
Рис. 1. Схема модернизации системы СИП для накатывания взамен полирования: На рис. 2 показана установка трехроликовой раскатки на вертикально-сверлильном станке модели 2А135. Ее внедрение в производство на 50% сокращает объем ручных операций притирки и доводки.
Рис. 2. Раскатывание втулок на сверлильном станке роликовой оправкой. Чистота поверхности после раскатки улучшается за один проход упрочнителей на 2—3 класса (по сравнению с ручной притиркой или доводкой). Раскатывание головок винтов и заклепок. На Харьковском тракторном заводе ручное расклепывание головок винтов и заклепок, заменено механизированным. Новую операцию производят на вертикально-сверлильном станке. Для этого в шпиндель станка вставляется специальная оправка, имеющая на своем торце пластинку твердого сплава Т15К6. В пластинке электроискровым способом выбрана лунка по форме головки детали винта или заклепки. Деталь неподвижно закрепляется в зажимном приспособлении на столе станка, и лишь небольшая часть ее стержня выступает над поверхностью приспособления. При наибольшем числе оборотов и ручной подаче шпинделя создается осевое давление на верхний выступающий из приспособления конец стержня детали. Тепло, возникающее при трении твердосплавной пластинки о деталь, размягчает верхний конец ее стержня, в результате чего он принимает форму головки заклепки. Новый метод раскатывания головок винтов и заклепок обладает высокой производительностью и легко поддается дальнейшей механизации и автоматизации. Реклама:Читать далее:Чистовые и отделочные операцииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|