|
|
Категория:
Литейное производство Охлаждение жидкого металла, его затвердевание, а также последующее охлаждение в твердом состоянии связано с сокращением объема. До тех пор, пока металл, залитый в форму, не образовал по внешнему контуру твердой корки и пока он сохраняет подвижность, уменьшение его объема понижает уровень жидкости в верхней части формы: в вертикальном литниковом канале, выпоре или прибыли. После образования на поверхности металла непрерывной корки положение меняется. Затвердевший контур отливки можно рассматривать как сосуд, в котором заключена имеющая высокую темпепатупу жидкость.
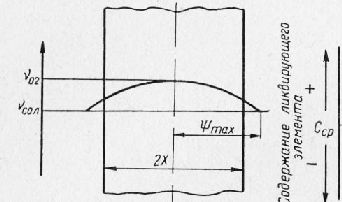
Рис. 1. Условие развития обратной ликвации
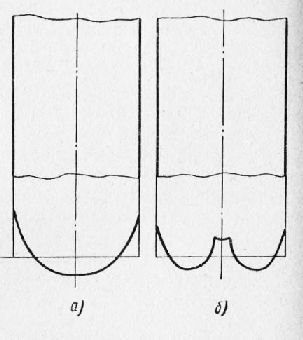
Рис. 2. Схемы распределения ликвирующего элемента при обратной ликвации (а) и совместное развитие прямой и обратной ликвации (б)
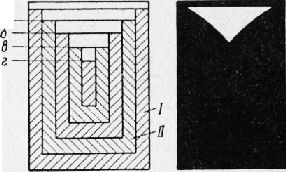
Объем жидкости будет в дальнейшем уменьшаться при охлаждении ее до температуры затвердевания, затем при кристаллизации и, наконец, при охлаждении уже в твердом состоянии до нормальной температуры. В то же самое время первоначально образовавшаяся контурная корка, остывая, также несколько уменьшится в размерах, хотя это уменьшение не будет столь значительным, как сокращение объема жидкости. Результатом этой разницы является образование в отливке свободных от металла полостей, которые называют усадочными полостями. Размеры усадочных полостей о-тем больше, чем раньше образовался контурный слой, чем выше коэффициент объемного сжатия охлаждающейся жидкости, чем больше степень сжатия металла при переходе его из жидкого в твердое состояние и, наконец, чем меньше коэффициент объемного сжатия металла в твердом состоянии. Различают два вида усадочных полостей: раковины и поры. Усадочными раковинами называют более или менее крупные полости, находящиеся в частях отливки, которые затвердевают последними. Усадочные поры представляют собой мелкие полости, иногда видимые только под лупой или под микроскопом и расположенные в относительно обширной зоне отливки. Механизм образования усадочных раковин рассмотрим на примере затвердевания отливки простой цилиндрической формы, изготовленной из чистого металла или эвтектического сплава. Сначала возникает контурная корка I отливки. Вследствие того, что объем корки меньше объема затраченной на ее образование жидкости, уровень металла в незатвердевшей части отливки одновременно понизится до горизонтали а. Через некоторое время на корке ниже а нарастет дополнительный слой твердого вещества II, а уровень жидкости понизится до б. Далее нарастание корки происходит ниже горизонтали б, а уровень металла падает до горизонтали в. Так продолжается до тех пор, пока процесс затвердевания не закончится. В момент понижения уровня жидкости до а площадь зеркала металла мало отличалась от площади сечения отливки. На уровне площадь зеркала металла уменьшилась; далее на последующих уровнях (в, г. ит. д.) она уменьшалась еще более. Результатом описанного процесса является образование усадочной раковины конической формы.
Рис. 1. Схема развития усадочной раковины
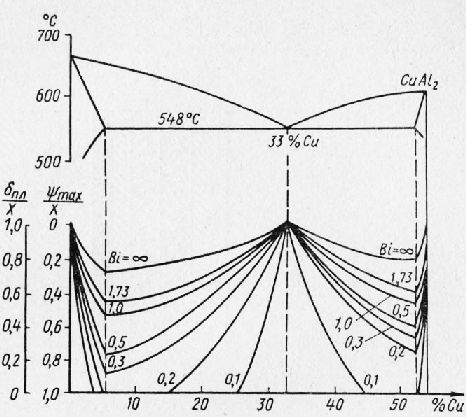
Рис. 2. Изменение относительной ширины пористой зоны плоской отливки
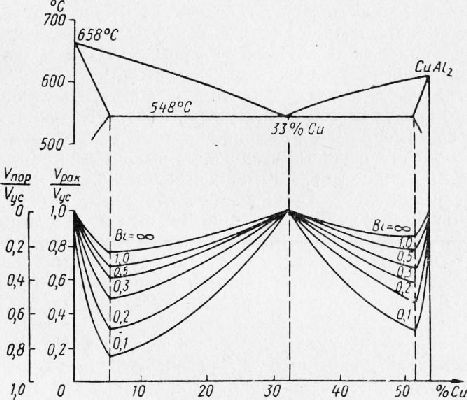
Рис. 3. Относительный объем усадочных раковин и пор в плоских отливках из алюминиевомедных сплавов. Влияние интенсивности охлаждения отливок
Перечисленные положения справедливы не только для рассмотренной плоской отливки, имеющей неограниченно большую высоту, но также и для реальных отливок с конечными размерами. В таких отливках последний затвердевающий металл располагается не вдоль оси изделия, а в прибыли или в массивных частях, где сосредоточены большие массы металла. Именно здесь развиваются усадочные раковины и прилегающие к ним зоны усадочной пористости. Для получения очень плотных отливок все усадочные раковины и поры стремятся вывести только в прибыли. Этого можно достигнуть в случае, если размеры зоны усадочной пористости будут сокращены и прибыль не получится слишком большой. Область распространения усадочных пор можно уменьшить, не только правильно выбирая сплав и регулируя интенсивность охлаждения металла, но также применяя и другие меры. В частности, можно использовать собственный вес жидкого металла или оказывать на этот металл внешнее давление для того, чтобы облегчить ему проникновение в двухфазную область, находящуюся в стадии затвердевания. В слитках простой конфигурации прибыль устанавливают в верхней части слитка с таким расчетом, чтобы благодаря ускоренному охлаждению низа слитка и стремлению жидкого металла переместиться на более низкие уровни все усадочные полости оказались внутри этой прибыли и чтобы можно было потом, отрезав эту прибыль, получить здоровую плотную отливку. Для фасонной отливки разработать прибыль значительно сложнее, так как отливка может иметь не один, а несколько термических центров. В каждом из них концентрируется изолированная порция жидкого металла, затвердевающего позднее, чем металл в соседних точках. Для того чтобы избежать образования усадочных раковин в этих центрах, отливку приходится изготовлять не с одной, а с несколькими прибылями. Минимальное число прибылей можно определить, если отливку разделить на части таким образом, чтобы в каждой было обеспечено последовательное развитие кристаллизации от граничной поверхности к прибыли. Сама прибыль должна затвердевать в последнюю очередь. Направленность процесса кристаллизации, зависящая прежде всего от конфигурации отливки (или части отливки), поддается некоторому регулированию. Например, отдельные участки поверхности разовых форм иногда выполняют металлическими вставками (холодильниками), ускоряющими охлаждение прилегающего к ним сплава и при определенных условиях предохраняющими утолщенные части отливки от образования в них термических центров. Подвод литниковых каналов в узкие полости формы замедляет охлаждение тонких стенок отливки, что позволяет сохранить нужную направленность затвердевания, несмотря на наличие в отливке (или в ее части) местных утонынений. Такие меры дают возможность избежать установки прибыли над каждым изолированным массивным участком. С целью уменьшения расхода металла на прибыли внешние размеры ее стараются выбирать минимальными. Однако, чтобы сохранить жидкий металл в прибыли достаточно длительное время, принимают меры к замедлению охлаждения прибыли или к дополнительному ее обогреву. В некоторых случаях над зеркалом металла в прибыли создают повышенное давление, что способствует перемещению жидкости к удаленным от прибыли местам кристаллизации. Реклама:Читать далее:Газообмен между формой и залитым в нее металломСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|