|
|
Категория:
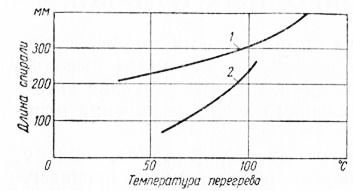
Жаропрочное стальное литье Материал отливок, работающих при высоких температурах и давлениях пара в окислительных средах, должен иметь высокую жаропрочность и коррозионную стойкость, а также хорошие литейные и технологические свойства, необходимые для получения отливок высокого качества. Наличие в составе стали аустенитных марок хрома, никеля, титана и других легирующих элементов обусловливает специфичность ее литейных свойств, особенно в области пониженных температур, близких к линии ликвидуса. Существенное влияние на свойства металла отливок оказывает технология выплавки стали. Для обеспечения минимальной газонасыщенности и чистоты по неметаллическим включениям, а также для понижения склонности к трещинообразованию необходимо создавать специальные условия выплавки, предупреждающие появление указанных пороков. Это особенно важно при выплавке аустенитной стали. Как указывалось, технологические процессы производства отливок из стали перлитных марок не могут быть использованы для производства аустенитных отливок, так как литейные и технологические свойства стали аустенитных марок значительно отличаются от перлитных. Поэтому при производстве аустенитного литья ответственного назначения для деталей турбин на первой стадии освоения потребовалось проведение специальных исследований и разработка новых технологических процессов их производства. Большинство технологических положений, широко зарекомендовавших себя при производстве перлитного стального литья, оказалось совершенно неприменимым при производстве крупногабаритных фасонных отливок из аустенитной стали. Исследование и анализ качества литых деталей паровых и газовых турбин из аустенитной стали показывает, что наибольшее количество литейных пороков в виде раковин и рыхлот усадочного происхождения возникало в отливках главным образом из-за нетехнологичности их конструкции и недостаточной температуры металла при заливке, этим самым нарушались условия для направленного затвердевания жидкого металла в литейной форме, без чего совершенно невозможно получение плотных отливок. Аустенитные хромоникелевые стали при температурах, близких к температурам кристаллизации, быстро густеют и теряют свойство жидкоподвижности, причем верхние слои металла, включая металл прибылей, перестают продвигаться по фронту кристаллизации, т. е. от более горячих и толстостенных частей отливок к менее горячим и тонким частям их. При изготовлении отливок нетехнологичиой конструкции вероятность образования литейных пороков резко возрастает. Исходя из этого положения разливка стали аустенитных марок должна производиться с перегревом, значительно превышающим перегрев стали перлитных марок. Как показали исследования ЦНИИТМАШа, при одной и той же температуре перегрева жидкоcти текучесть стали ЗОЛ (рис. 6) значительно выше жидкотекучести стали ЛА1, однако это справедливо только в случае температур перегрева над ликвидусом приблизительно до 100°. При дальнейшем повышении степени перегрева кривая жидкотекучести аустенитной стали ЛА1 круто поднимается и приближается к жидкотекучести стали ЗОЛ, поэтому заливать формы необходимо металлом,перегретым выше линии ликвидуса не менее, чем на 150°, а температура металла при заливке должна находиться в пределах 1540—1560°. Исследованиями в производственных условиях установлено, что более высокая температура металла при заливке (1570—1600°) также вредна, так как способствует образованию горячих трещин по всей отливке. Следовательно, необходимо применение оптимальных температур в довольно узком интервале 1540—1560°. Заливка металла в формы при температуре порядка 1500—1510° С, хорошо зарекомендованная при производстве перлитных отливок, вызывает появление значительного количества литейных пороков в виде окисных плен, заворотов и рыхлости в отливках из аустенитной стали типа ЛА1, ЛАЗ и др., что и имело место при производстве первого комплекта аустенитного литья из стали ЛА1 на ЭЗТМ для турбины мощностью 150 000 кет. Скорость заполнения формы металлом для качества отливки имеет такое же значение, как и температура металла при заливке. Для аустенитного литья высокая скорость заполнения формы металлом особенно важна, так как на поверхности поднимающегося в форме металла непрерывно образуется окисная пленка, которая, ломаясь и запутываясь в отливке, не может заново расплавиться, остается в металле отливки в виде неметаллических включений, располагаясь по границам зерен. Можно считать поэтому, что чем выше скорость подъема металла в форме и чем выше температура металла при заливке, тем меньше образуется плен и других пороков в аустенитной стали и, наоборот, чем медленнее заполняется форма чем ниже температура, тем больше условий для образования окис-ных плен, заворотов металла, раковин, рыхлот и трещин.
Рис. 1. Жидкотекучесть стали ЗОЛ (1), ЛA1 (2) в зависимости от степени перегрева над линией ликвидуса
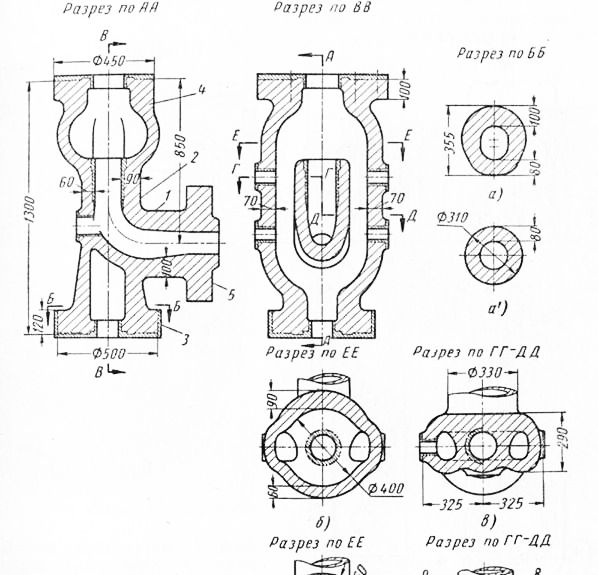
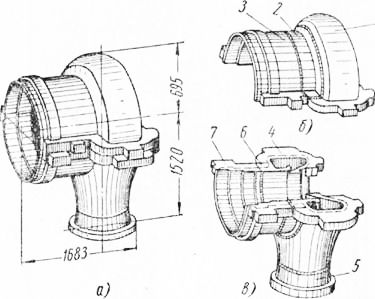
На основании производственного опыта изготовления аустенит-ных отливок для турбины СВК-150, ГТ-12-3, деталей арматуры и др. было установлено, что оптимальные скорости подъема металла в формах должны более чем в 2 раза превышать скорости подъема металла, применяемые для деталей из стали перлитного класса. Коренному пересмотру были также подвергнуты способы подвода металла в формы. В результате совместной работы ЦНИИТМАШа и НЗ им. Ленина установлено, что вместо широко распространенного метода сифонной заливки обычной углеродистой стали при производстве аустенитных отливок наиболее целесообразно применять комбинированный метод подвода металла, состоящий из двух-и трехъярусной литниковой системы. Этот метод заливки дает менее спокойное заполнение формы по сравнению с сифонным подводом металла, но обеспечивает направленное затвердевание жидкого металла в форме, что является наиболее важным условием получения плотной отливки. Правильный выбор места подвода питателей и высоты падения металла, строгое соблюдение очередности поступления металла в форму через питатели каждого яруса практически устраняют опасность возникновения пороков по вине литниковой системы. Широкое использование пирометрии для определения температуры металла в различных участках залитой формы существенно помогает управлять процессами кристаллизации жидкого металла в литейной форме. В тех случаях, когда термопары, установленные в форме, показывают непрерывное повышение температуры металла снизу вверх, что характеризует наличие в форме направленного затвердевания металла, отливка получается плотной без раковин и рыхлот усадочного происхождения. В тех случаях, когда эта закономерность нарушается, либо имеет место чередование повышенных и пониженных температур по высоте формы, в отливке наблюдается осевая рыхлость, раковины и рыхлоты усадочного происхождения. Весьма важным фактором, влияющим на качество аустенитных отливок, является также своевременное и достаточное питание их металлом из прибылей. У аустенитных сталей повышена склонность к образованию усадочных раковин по сравнению с обычными среднеуглеродистыми сталями. Величина этих раковин предопределяется узким интервалом затвердевания стали. Кроме того, в отличие от стали обычных углеродистых марок, прибыли аустенитных отливок оказывают свое действие только на те части и узлы, которые расположены непосредственно под прибылями или очень близко от них и значительно хуже питают массивные узлы отливок, расположенные в стороне от вертикальной оси прибылей. Поэтому Для более полного использования металла прибылей, расположение Их должно быть таким, чтобы обеспечивалось питание наиболее массивных частей отливок. Конструкция же и размеры прибылей Должны обеспечивать затвердевание заполняющего их металла в последнюю очередь, т. е. после затвердевания самых верхних подприбыльных частей отливки. На основании изложенного прибыли на отливках из стали аустенитных марок должны составлять 100—150% от черного веса отливок. Установлено также, что питание отливок из стали аустенитных марок целесообразно осуществлять с помощью закрытых прибылей, замедляющих охлаждение металла в форме и предупреждающих появление засоров. Широко применяемая при производстве перлитного литья доливка металла в прибыли при изготовлении аустенитных деталей не производится. Опыт производства аустенитного литья для турбин показывает, что доливка металла в прибыли, с целью подогрева их и улучшения питания, приводит к образованию в верхних частях отливки (под прибылями) пористого металла с резко пониженными механическими свойствами. Это понижение свойств, по-видимому, является следствием механического перемешивания доливаемого металла с уже кристаллизующимся металлом отливки в рыхлый конгломерат. Кроме того, при доливке прибылей не исключена возможность увлечения струей жидкого металла окисных плен, образующихся на поверхности металла прибылей, однако это явление носит подчиненный характер. В связи с необходимостью резкого повышения температуры и скорости заливки металла, при изготовлении аустенитных отливок возникла необходимость значительного повышения противопригарных и прочностных свойств формовочных и стержневых смесей. Для этой цели в настоящее время в качестве облицовочного слоя для форм и стержней широко применяются хромомагнезитовые смеси. Технологичность конструкций Качество первых промышленных отливок из аустенитной стали для паровых турбин СВК-150 свидетельствует о том, что одной из главных причин образования литейных пороков в виде раковин и рыхлот усадочного происхождения является нетехнологичность конструкции литых деталей. Нетехнологичность отливок характеризуется наличием разно-стенности, резких переходов, массивных приливов и др. Для достижения наибольшей плотности металла отливки требуется создание таких условий, при которых все части отливки в процессе кристаллизации могли бы беспрепятственно питаться металлом из предназначенных для этой цели прибылей. Однако в ряде случаев эти требования технологов-литейщиков в части создания условий для направленного затвердевания жидкого металла в литейной форме не учитываются в должной мере. Примером нетехнологичной конструкции деталей, которые отливались из аустенитной стали ЛА1, может служить конструкция боковой паровой коробки (рис. 2) и внутренний цилиндр высокого давления (рис. 3) паровой турбины СВК-150. Несмотря на наличие необходимого количества прибылей, почти сех массивных «тепловых» узлах подобных конструкций наблюдалось значительное количество пороков усадочного происхождения. Чи пороки возникали потому, что металл в тонких стенках отливок твердевал значительно раньше, чем в расположенных ниже более массивных термических узлах. Поэтому поступление жидкого металла из прибылей к этим массивным узлам отливки прекращалось преждевременно. Первая отливка боковой паровой коробки СВК-150 имела значительное количество раковин и рыхлот (рис. 9 и 10). Особенно большая круговая раковина, переходящая в рыхлость, была расположена в месте соединения патрубка со стенкой коробки (рис. 7), а на поверхности стенки наблюдалось значительное количество мелких усадочных раковин и рыхлот.
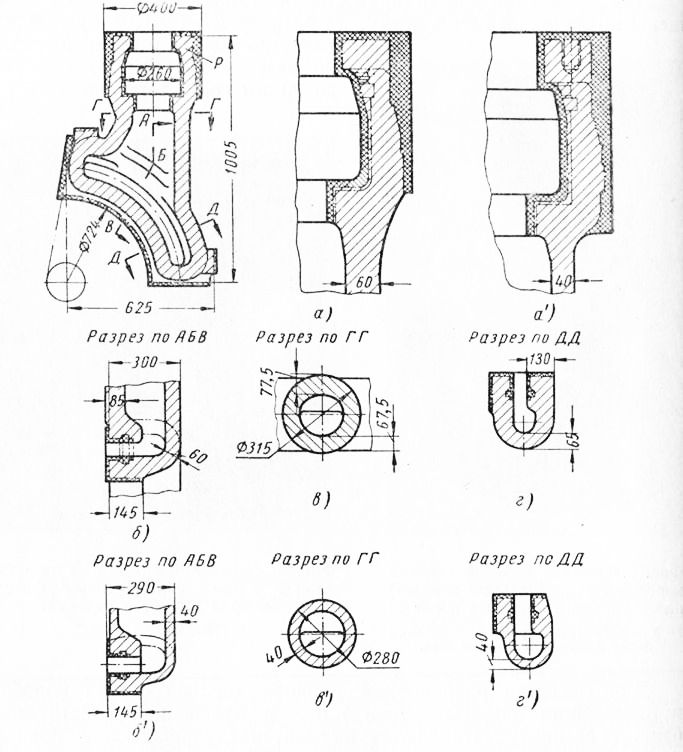
Рис. 2. Коробка паровая боковая:
а’,б’,в‘—первоначальные конструкции; а, б, в — исправленные конструкции.
Несмотря на наличие трёх прибылей, устанавливаемых на двух боковых фланцах, и особенно массивной прибыли на фланце бокового патрубка, металл в той части формы, где толщина стенок равняется, 65 мм, застывал в первую очередь и образовывал мосты, которые нарушали нормальное питание всей отливки металлом из прибылей. Всевозможные технологические мероприятия, применявшиеся заводом ЭЗТМ, сами по себе не приводили к желаемым результатам по улучшению качества этих отливок. Количество усадочных раковин и рыхлот в отливке резко сократилось только после конструктивного увеличения толщины стенки патрубка у фланца с 65 до 100 мм, так как этим мероприятием было устранено главное препятствие к поступлению металла из прибыли в центральную зону отливки.
Рис. 3. Внутренний цилиндр высокого давления; верхняя половина — первоначальный конструктивный вариант.
Приведенный пример служит наглядным доказательством того, как технологичность конструкции даже наиболее сложных отливок облегчает применение более рациональных литейных технологических процессов, обеспечивающих высокое качество литья из аустенитной стали. Дальнейшее совершенствование конструкции боковой паровой коробки, с точки зрения ее технологичности, велось по линии создания переменного сечения стенок отливки, обеспечивающего направленность затвердевания ее при заливке. Из сопоставления измененной и старой конструкций этой коробки видно, что деталь раньше имела одинаковую толщину стенок по высоте в положении при заливке. По разрезу ГГ—ДД хорошо видны тепловые узлы 6—9, в которых образовывались усадочные раковины и рыхлость. Для улучшения конструкции стенки отливки были плавно утолщены по направлению к верху, по разрезу ББ с 80 мм внизу до 100 мм в верхней части; по разрезу ЕЕ с 60 до 90 мм соответственно.
Рис. 4. Отливка паровой боковой коробки (первоначальный вариант) после удаления литейных пороков:
Рис. 5. Дефектный участок на патрубке фланца паровой боковой коробки после выборки рыхлот и раковин.
Для создания равномерной толщины нижней стенки коробки и ликвидации тепловых узлов в измененной конструкции предусматриваются выемки, предупреждающие появление очагов образования усадочных раковин в указанных тепловых узлах. Отливку более простой конфигурации представляет сопловая коробка. В этой детали образовывалось меньшее количество литейных пороков. Изменение конструкции сопловой коробки заключалось главным образом в создании постепенного наращивания толщины стенок к верхней части отливки (в положении при заливке). В старой конструкции толщина стенки сопловой коробки составляет 40 мм. В новой конструкции толщина стенки в нижней части сечения составляет 67,5 мм, а в верхней 77,5 мм. Толщина нижней стенки достигает 65 мм, а верхней до 130 мм. Соответственно увеличиваются толщины стенок и других сечений отливки, например узел Р.
Рис. 6. Коробка сопловая верхняя (правая) в старом и новом конструктивном исполнении:
а, б, в, г — новая конструкция; а’, б’, в’, г’ — старая конструкция.
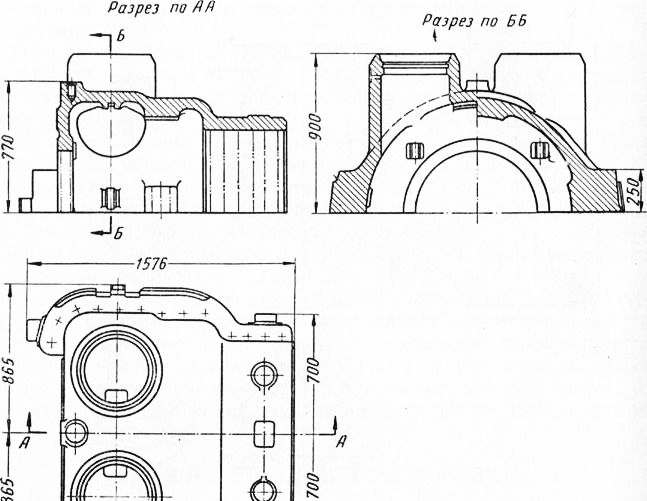
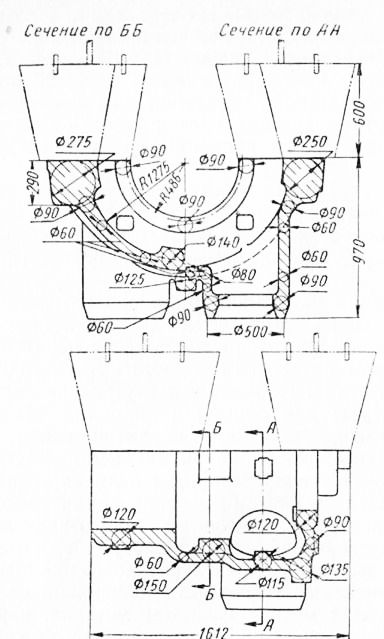
К числу специфических пороков стали аустенитного класса следует отнести наличие тонких окисных плен, раковин и рыхлот усадочного происхождения, а также межкристаллитных надрывов. Все эти пороки можно выявить тщательной шлифовкой и полировкой поверхностей отливок и последующего травления их. Перечисленные выше пороки не могут быть устранены полностью ко пуТем создания технологичных конструкций. Необходим» Т именять также специальные технологические приемы для создания четко выраженного температурного градиента по высоте отливки, pro можно создать путем комбинированного подвода металла в форму, установки холодильников, утепления или подогрева прибылен, применения защитных газовых сред в форме от окисления металла при заливке, применения заливки форм с последующим поворотом их и т. д. Другим примером нетехнологичной конструкции отливки является верхняя половина цилиндра высокого давления, конструкция которого в основных чертах соответствует требованиям, предъявляемым к отливкам, изготовляемым из обычной перлитной стали. Однако при изготовлении указанного цилиндра из аустенитной. стали наличие значительного количества бобышек, приливов, местных утолщений и массивных узлов в местах сочленения патрубков с основным цилиндром не позволяло достигнуть необходимой плотности во всех его участках. Наружные и внутренние холодильники, успешно применяемые для борьбы с пороками усадочного происхождения при производстве литья из перлитной стали, в данном случае оказались совершенно неприемлемыми. Внутренние холодильники плохо сваривались с металлом отливки, ослабляли указанные участки и являлись очагами возникновения трещин. Наружные холодильники из углеродистой стали в виду высокотемпературной заливки аустенитной стали приваривались к отливкам и в некоторых случаях вызывали образование поверхностных трещин. Кроме того, применение наружных холодильников часто вызывает образование в этих местах заворотов металла, нарушает принцип направленного затвердевания и способствует образованию несплошности металла в зонах, близких к местам установки холодильников. Отсутствие геометрической направленности затвердевания в цилиндре данной конструкции характеризуется наличием одинаковой толщины стенки, равной 60 мм, на всем протяжении от низа до перехода к фланцам горизонтального разъема, имеющим толщину, равную 250 мм, не считая приливов и бобышек, расположенных на цилиндрической части. Закон вписанных окружностей в конструкции этой отливки нарушен, что хорошо видно на разрезах А А, Б Б по наружной стенке патрубка. Перечисленные недостатки конструкции верхней половины Цилиндра привели к появленйю в отливке значительного количества литейных пороков, которые топографическим путем нанесены «а эскизе (рис. 13). Глубина расположения этих пороков достигала ММ. Кроме указанных пороков, значительная часть отливки была оражена мелкими включениями окисных плен, устранение которых еханическим или другими средствами не представляется возмож-ь’м, так как они пронизывают отливку на всю глубину.
Рис. 7. Внутренний цилиндр высокого давления (верхняя половина). Разрез по А А и Б Б в поперечном направлении и в продольном направлении (первоначальный конструктивный вариант).
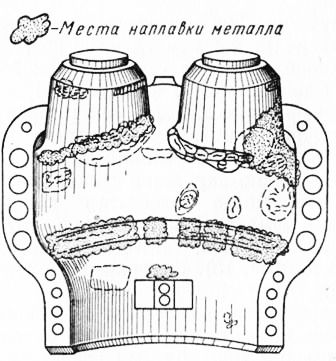
Рис. 8. Расположение литейных пороков в отливке внутреннего цилиндра высокого давления.
Технологические напуски на обрабатываемых фланцах вверху достигали 50 мм. Внутренние и наружные бобышки, приливы и другие ~ местные утолщения в данной конструкции не отливались, а впоследствии, после механической обработки, либо приваривались, либо наплавлялись специальными электродами. Сказанные выше мероприятия по приданию данной отливке технологичности, а также применение рациональных литейных технологических процессов, осуществленных на НЗ им. Ленина, позволили обеспечить высокое качество отливок цилиндра паровой турбины СВК-150 сверхвысоких параметров.
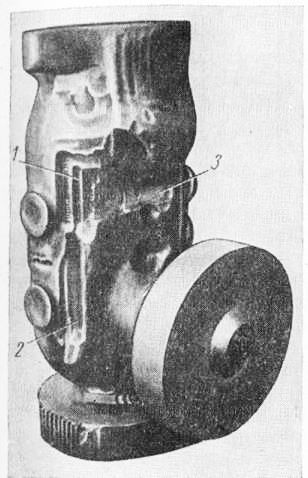
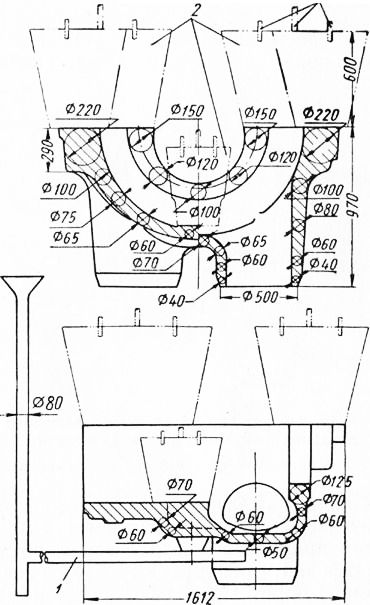
Рис. 9. Внутренний цилиндр высокого давления. Новый конструктивный вариант:
1 — литниковая система; 2 — прибыли; 3 — стерженьки для создания атмосферного давления.
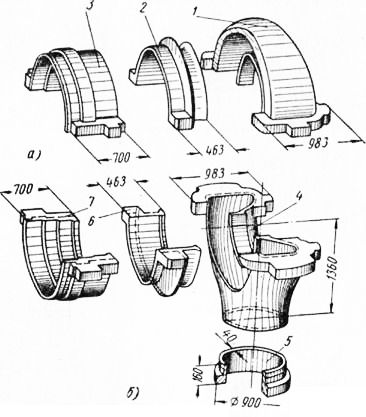
В качестве примера, хорошо подтверждающего вышеизложенное, рассмотрим данные, характеризующие изготовление цилиндра высокого давления газовой турбины мощностью 12 000 кШ, состоящего из двух половин, снабженных массивными фланцами горизонтального разъема. Чистый вес нижней половины цилиндра с улиткой составляет 5122 кг и верхней 3320 кг. Габаритные размеры каждой половины цилиндра превышают 2,5 л*. Обеспечить высокое качество отливки в том виде, в каком она предложена конструкторами, не представлялось возможным. Для надежной проверки качества наиболее ответственных деталей турбин требовалось применение обдирки с целью снятия литейной корки со всех обрабатываемых и необрабатываемых поверхностей. Обдирка при помощи наждачных кругов относится к категории малопроизводительных и трудоемких средств производства, поэтому для широкого применения механической обдирки на станках последующей шлифовки и полировки требуется создание удобных для этой цели конструкций. Предложенная же конструкция цилиндра газовой турбины не соответствовала этим требованиям. Поскольку цилиндрическая часть и улитка детали располагаются в различных плоскостях, изготовление формы сильно усложняется, общий же вес жидкого металла, потребный для такой отливки, превышает существующие мощности плавильных агрегатов цеха-изготовителя. В целях создания конструкции, обеспечивающей простоту в изготовлении форм и стержней, положительный температурный градиент залитой формы, удобство механической обработки поверхностей и для более полного осуществления контроля качества был разработан сварнолитой вариант отливки (рис. 16), в которой две половины цилиндра высокого давления разделяются на семь более простых и технологичных деталей. При таком расчленении значительная часть цилиндра, входящего в полость улитки, выводится из нее и тем самым создаются условия для направленного затвердевания и существенного упрощения формовки и особенно изготовления стержней.
Рис. 9. Общий вид (а) цилиндра высокого давления (верхняя б и нижняя в части):
1 — 7 — литые элементы сварной конструкции.
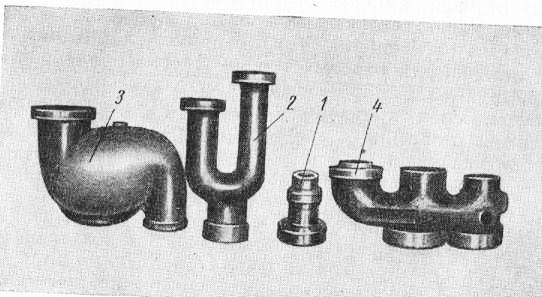
Исходя из условий получения особо плотных отливок и особенностей литейных и технологических свойств аустенитной стали, дальнейшее разделение каждой половины цилиндра и улитки проводится с учетом именно этих требований. Так как питание отливок из аустенитной стали металлом прибылей хорошо осуществляется только в тех местах, которые располагаются непосредственно под прибылями, при расчленении отливки предусматривалась возможность вертикальной заливки, с таким расчетом, чтобы прибыли перекрывали как можно большую площадь отливаемой детали. Более подробно этот вопрос рассматривается в п. 3. Целесообразность создания такой сварнолитой конструкции полностью подтверждается производственной практикой изготовления указанных отливок, а также опубликованными в последнее время материалами, характеризующими практику производства аналогичных отливок за рубежом. Так, например, в Англии при изготовлении отливок для паровых турбин широко применяют сварно-литые конструкции. Автор —главный металлург одной из английских электрических компаний — в докладе «Усовершенствование технологии изготовления стальных отливок для турбин высоких параметров» указывает, при изготовлении наиболее сложных отливок — цилиндров высокого давления целесообразно применение составных конструкций, соединяющихся затем сваркой. Рекомендуется обращать особое внимание на создание таких Условий затвердевания, которые обеспечили бы получение плотной отливки. В качестве примера на рис. 17 и 18 приводится сложная отливка, составленная из нескольких меньших и более простых отливок. Все патрубки и вспомогательные соединительные части были отлиты отдельно, частично обработаны и затем закреплены в тре-Уемом положении сваркой. На рис. 19 и 20 представлена отливка сложной паровой камеры, состоящая из четырех отливок меньшего размера, соединенных между собой сваркой.
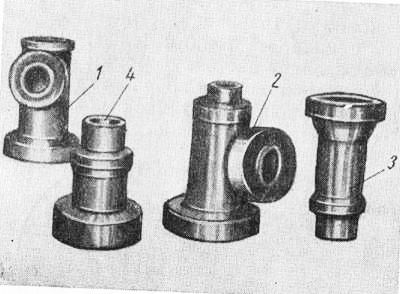
Рис. 10. Детали цилиндра высокого давления (верхние а и нижние б части) после расчленения на семь частей.
Рис. 11. Составные детали сварнолитого корпуса цилиндра (рис. 18) в обработанном виде перед сваркой.
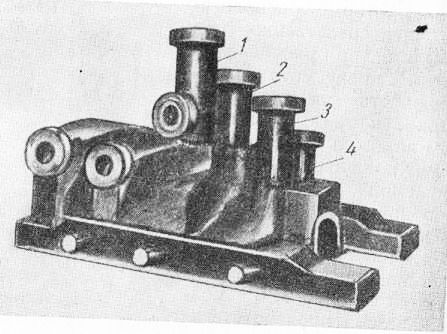
Рис. 12. Сварно-литой корпус цилиндра высокого давления в собранном виде после сварки.
Рис. 13. Составные части паровой камеры в обработанном виде перед сваркой.
Сравнительно малые размеры каждой составной части позволили расширить производственные мощности литейного цеха и упростить контроль качества отливок. При этом оказалось возможным производить предварительную механическую обработку отливок до сварки. Метод расчленения сложных отливок также нашел широкое применение при производстве литых деталей арматуры для паровых турбин. При этом полностью использовался опыт производства литых деталей газовой турбины с учетом особенностей отливок деталей арматуры. Многолетний опыт производства литой арматуры из стали аустенитных марок подтверждает, что получение отливок высокого качества возможно только при применении комплекса мероприятий, причем главными из них следует считать: Попытки получить качественное литье только с помощью технологических мероприятий в большинстве случаев кончались неудачами, так как в случае нетехнологичных конструкций не всегда представлялось возможным применять наиболее рациональные литейные технологические процессы. Реклама:Читать далее:Выплавка аустенитной стали на свежей шихтеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|