|
|
Категория:
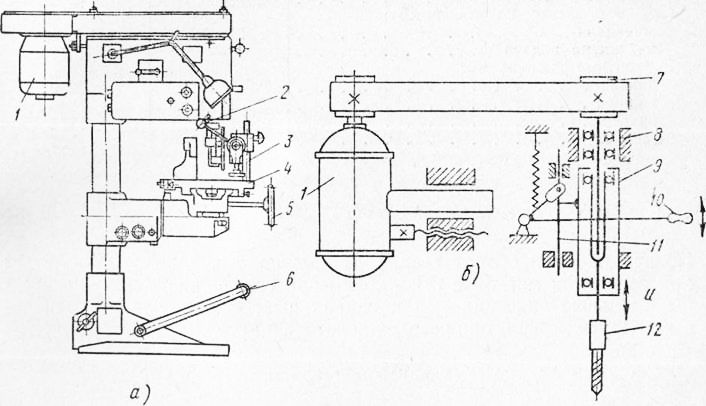
Деревообрабатывающие станки Конструкция Одношпиндельные сверлильные станки выпускают как с горизонтально, так и с вертикально расположенным шпинделем; последние применяются наиболее часто. На рис. 1, а, б приведен станок с вертикальным расположением шпинделя, который подвижно закреплен на станине в цилиндрических направляющих. На шпинделе установлен ступенчатый шкив, связывающий его через ременную передачу с электродвигателем.
Рис. 1. Одношпиндельный сверлильный станок:
а — общий вид, б — принципиальная схема; 1 — электродвигатель механизма резания, 2 — зажим, 3 — стойка зажима, 4 — стол, 5 — маховичок механизма передвижения стола, 6 — педаль, 7 — шкив, 8 — цилиндрические направляющие, 9 —стакан, 10 — рукоятка, 11 — штанга, 12 — патрон
В некоторых конструкциях станков шпинделем служит вал электродвигателя, который в этом случае укрепляется на суппорте. Шпиндель перемещают с помощью гидроцилиндра или рукоятки Нижнее положение шпинделя ограничивается упором. Стол станка укреплен в направляющих кронштейна. Кронштейн стола можно перемещать вдоль цилиндрической колонки и устанавливать стол по высоте относительно шпинделя. В горизонтальной плоскости стол перемещают маховичком 5 реечного механизма. Стол может быть установлен относительно оси шпинделя под углом. Все это обусловливает универсальность работы станка. На нем высверливают отверстия в пластях и кромках заготовок, выбирают продолговатые гнезда различных размеров (до 25 мм по диаметру или ширине паза). Выбор режима работы Подача на один оборот сверла и0 должна быть равна 0,7—2,2 мм при сверлении мягкой и 0,1—0,5 мм при сверлении твердой древесины. Меньшие значения — для спиральных, большие — для центровых и других сверл, при сверлении которыми стружка легко удаляется от станка. Настройка станков Стол станка устанавливают по высоте так, чтобы закрепляемая на нем заготовка при верхнем положении шпинделя не задевала сверла. Для этого стол от сверла должен находиться на расстоянии, равном толщине заготовки плюс 15—20 мм. Упорная линейка должна отстоять от боковой кромки сверла на расстоянии, равном расстоянию между кромкой заготовки и кромкой отверстия. Устанавливают упорную линейку, исходя из размеров детали, указанных на чертеже, или по образцу-эталону. Упорная линейка должна быть строго параллельна направлению перемещения стола. Положение линейки проверяют, последовательно перемещая стол в крайние положения и замеряя расстояние от вертикальной плоскости линейки до кромки сверла. Если линейка параллельна направлению перемещения стола, то оба замеренных расстояния будут одинаковыми. Упор, ограничивающий глубину внедрения сверла в заготовку, регулируют в каждом отдельном случае в зависимости от размеров и типа сверла. Для этого после настройки стола по высоте шпиндель со сверлом опускают на расстояние, равное глубине сверления плюс 10—15 мм, и закрепляют упор. При сверлении отверстий по торцовым ограничителям заготовку закрепляют на столе зажимом. При сверлении отверстий вместо упорной линейки часто применяют кондуктор. Это приспособление состоит из плиты с закрепленными на ней втулками, оси которых размещены так же, как и оси отверстий детали. Работа на станках Станочник базирует заготовку по упорной линейке и зажимает ее зажимом. Затем включает электродвигатель и гидропривод подачи. Сверло надвигается на заготовку. По окончании сверления шпиндель возвращается в исходное положение и заготовку снимают со станка. В станках с ручной подачей шпиндель со сверлом надвигают рукояткой или педалью. Реклама:Читать далее:Многошпиндельные сверлильно-присадочные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|