|
|
Категория:
Пайка при индукционном нагреве Далее: Способы пайки деталей Высокочастотная пайка инструмента имеет ряд существенных преимуществ перед печной пайкой в очковых пламенных печах, пайкой газовой горелкой и пайкой на контактных сварочных машинах. При высокочастотной пайке имеются все условия для получения высокого качества паяного инструмента с пластинками из твердых сплавов, что и является основным ее достоинством. К этому следует еще добавить, что по удобству ведения процесса пайки, стоимости и производительности ни один способ пайки инструмента также не может с ней конкурировать. Высокие требования, предъявляемые к режущему инструменту, заставляют много работать над технологией пайки, так как невозможно иметь высококачественный инструмент без прочного паяного шва. Какого бы качества не была пластинка из твердого сплава, если нет уверенности, что она надежно припаяна, нельзя рассчитывать, что инструмент будет хорошо работать. Когда во время работы ломается резец с пластинкой из твердого сплава, и пластинка скалывается и отлетает, чаще всего причиной поломки является плохая пайка. Пайка инструмента может быть неудовлетворительной вследствие многих причин; основные из них — плохая подгонка пластинок к корпусу и подготовка инструмента к пайке, неподходящие режим и температура нагрева, неудачная конструкция индуктора, слишком длительный процесс нагрева, наличие больших внутренних напряжений из-за неблагоприятных условий охлаждения. Качество пайки инструмента в значительной степени зависит от подготовительных работ. Выборка паза в корпусе инструмента производится по форме пластинки путем фрезерования. Пластинка должна хорошо прилегать к сопрягающимся с ней плоскостям. Неровностей и завалов на плоскости корпуса инструмента, соприкасающейся с пластинкой, следует избегать, так как они понижают прочность шва. Заусенцы после фрезерования нужно зачищать. В зависимости от назначения инструмента пазы под пластинки изготовляются открытые и закрытые; первые имеют место у одно-лезвийного инструмента, в основном резцов, вторые— у многолезвийного: сверл, фрез, разверток. Ввиду того, что некоторые инструменты сразу после пайки подвергаются закалке, следует избегать острых углов, вызывающих появление трещин во время охлаждения. Корпусы инструментов должны поступать на пайку чистыми. Лучше всего, если они проходят обезжиривание в моечных машинах с последующей просушкой. Пластинки должны быть зачищены наждачной бумагой или очищены на пескоструйном аппарате. Те пластинки, которые имеют коробление и плохо прилегают к корпусам, следует отправлять на доводку. Как правило, перед пайкой не требуется производить специального обезжиривания твердосплавных пластинок, однако, если в этом возникает необходимость, они обезжириваются в бензине или каком-либо другом растворителе. Хорошо обезжиривает нитро-пастворитель РДВ. Известно, что чем тоньше слой припоя в спаиваемом шве, тем прочнее шов. Однако при пайке режущего инструмента, работающего в тяжелых температурных условиях, или, например, при пайке твердосплавных резцов, корпуса которых закаливаются в масле после припайки пластинок, можно наблюдать, что большее количество трещин возникает на тех экземплярах, у которых шов спая тоньше и пайка которых, казалось бы, должна быть прочнее. В чем же причина возникновения трещин? Оказывается, причина возникновения трещин в этом случае кроется не в перегреве, не в плохом качестве материала пластинки и не в плохой пайке, а в том, что возникшие вследствие резкого охлаждения внутренние напряжения настолько велики, что материал пластинки не выдерживает и растрескивается. Внутренние напряжения возникают вследствие того, что материал корпуса инструмента и материал пластинки имеют сильно отличающиеся друг от друга коэффициенты линейного расширения. Иногда коэффициент линейного расширения материала пластинки в несколько раз меньше, чем материала корпуса. Наличие между твердосплавной пластинкой и корпусом инструмента компенсационной прокладки из пластичного материала значительно уменьшает внутренние напряжения. Материалом прокладки может служить пермаллой, а также никель и малоуглеродистое железо в виде фольги или мелкой сетки. Толщина компенсационных прокладок для мелких резцов составляет 0,2—0,3 мм, для крупных 0,8—1,5 мм. Прокладки перед пайкой подлежат очистке и обезжириванию. Компенсационные прокладки следует прокладывать по всем плоскостям прилегания твердосплавной пластинки к корпусу. Одним из. мероприятий, снижающих внутренние напряжения в инструменте, работающем в тяжелых термических условиях, может быть также переход на пайку более легкоплавкими припоями. Для предотвращения смещения при пайке пластинок, заложенных в закрытый паз, их следует зафиксировато в нем кернением, штифтами или клиньями. Заклинивание производится в тех случаях, когда пластинки сидят в пазах слишком свободно. Клинья и штифты изготовляются из мягкой стали. В некоторых случаях, когда кернение не обеспечивает достаточно надежной фиксации пластинок, а заклинивание их сложно, для фиксации при пайке используют шнуровой асбест, которым обвязывают многолезвийный инструмент с заложенными в пазы пластинками. Чаще всего этим пользуются при пайке твердосплавных сверл и специальных фрез. Если при пайке в соляной ванне можно привязывать пластинки стальной проволокой, то при высокочастотной пайке это делать не следует, так как при нагреве проволока перегревается и перегорает еще задолго до расплавления припоя, вследствие наведения токов в ее замкнутых накоротко витках, и поэтому обеспечить фиксацию пластинки не может. В отдельных случаях удобно фиксировать твердосплавную пластинку на державке инструмента путем временной приварки к ней газовой или точечной сваркой специальной стальной технологической пластинки, которая может поддерживать или закреплять твердосплавную пластинку во время пайки в нужном положении.
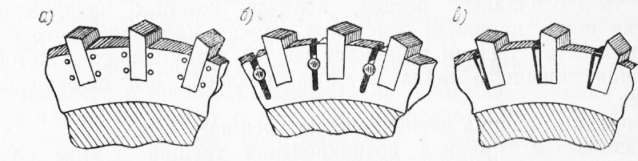
Рис. 1. Фиксация твердосплавных пластинок при изготовлении фрез:
а — кернением; б — штифтами; в — клиньями
Рис. 2. Примеры фиксации твердосплавных пластинок на режущем инструменте с открытым пазом при помощи приваренных технологических пластинок: а — технологическая пластинка, временно приваренная к державке для облегчения пайки отрезных резцов; б — приваренные пластинки в виде полосок прижимают твердосплавные пластинки к корпусу инструмента во время пайки
Это делается, например, при изготовлении отрезных резцов (рис. 2). Для облегчения фиксации при пайке цилиндрических деталей одинакового диаметра, например, при необходимости удлинить сверла, целесообразно использовать технологические соединительные муфты с прорезями или отверстиями для подачи припоя и флюса. Плотная подгонка соединительной муфты позволяет производить пайку без фиксирующего приспособления. Соединение концов сверл внутри муфты выполняется встык, в косой стык или часть сверла перед пайкой закрывают мокрым асбестом. Технологические муфты, как и временно привариваемые фиксирующие пластинки, после пайки удаляются последующей механической обработкой. На собранный инструмент с пластинками, заложенными в закрытые пазы, флюс лучше всего наносить до помещения инструмента в индуктор путем опускания его в кипящий раствор, которым чаще всего является бура. Флюс при этом проникает в мельчайшие зазоры, обеспечивая хорошее смачивание поверхности шва во время пайки. Подготовленный к пайке инструмент после нанесения припоя и порции флюса вносят в индуктор. При пайке резцов припой в виде фольги или стружки закладывается под припаиваемую пластинку и немного на нее; при пайке фрез, сверл и зенкеров он располагается большей частью в виде проволоки над спаиваемым швом.
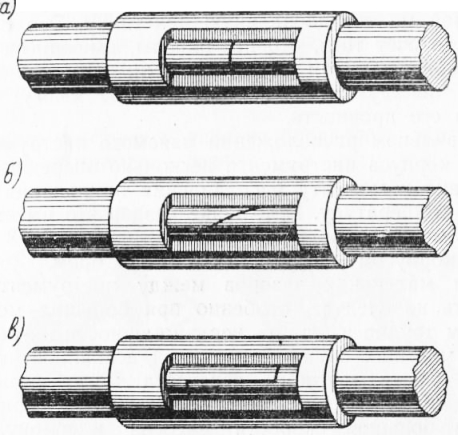
Рис. 3. Удлинение сверл путем пайки с соединительной муфтой (прорезь в муфте предназначена для подачи припоя и флюса)
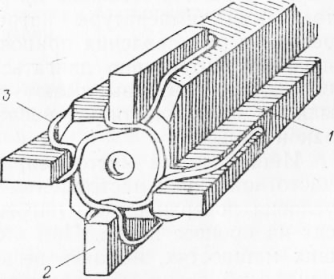
Рис. 4. Способ нанесения припоя в виде проволоки на многолезвийный инструмент с закрытым пазом:
1 — корпус инструмента; 2 — твердосплавная пластинка; 3 — припой в виде проволоки
При пайке крупногабаритных резцов, требующих длительного времени прогрева, а также в тех случаях, когда припой не был подвергнут травлению перед пайкой, целесообразно при пайке класть припой на твердосплавную пластинку. Это обеспечат лучшую пайку за счет того, что все окислы, имевшиеся и образовавшиеся при пайке, будучи более легкими, чем припой, останутся наверху, не попадут в шов и поэтому не смогут отрицательно повлиять на его прочность. При правильном расположении паяемого инструмента в индукторе нагрев корпуса инструмента несколько опережает нагрев пластинки, однако к моменту расплавления припоя они имеют почти одинаковую температуру. При пайке резцов это имеет место тогда, когда зазор между пластинкой и индуктором в 2—3 раза больше, чем между корпусом инструмента и индуктором. Слишком маленьких зазоров между инструментом и индуктором делать не следует, особенно при больших мощностях, так как при этом трудно избежать неравномерности нагрева и местных перегревов, могущих служить причиной возникновения трещин на пластинках. Очаги местного перегрева могут возникнуть из-за переходных сопротивлений между пластинкой, припоем и державкой при большой скорости нагрева и циркуляции индуктированных токов перпендикулярно плоскости пайки инструмента. Процесс пайки резцов при высокочастотном нагреве осуществляется значительно проще, нежели многолезвийного инструмента. Как правило, резцы паяются ручным способом в многоместном индукторе, когда в одном индукторе находятся сразу несколько резцов с разной степенью нагрева. После достижения требуемой температуры нагрева ранее заложенным в индуктор резцом и расплавления припоя, который в жидкотекучем состоянии начинает интенсивно двигаться под действием сил элекромагнит-ного поля, резец вынимают из индуктора, поправляют и прижимают к нему пластинку, после чего процесс пайки можно считать законченным. Иногда имеет место неправильный подход к процессу высокочастотной пайки инструмента. Он заключается в том, что основные условия поверхностного нагрева под закалку механически переносят на процесс пайки. При этом стараются паять детали на больших мощностях, пытаясь весь процесс провести в течение секунд или долей секунды, стремятся к повышению производительности за счет сокращения времени нагрева. Такой подход к пайке пагубно отражается на качестве режущего инструмента, особенно резцов, приводя к браку из-за трещин на твердосплавных пластинках. Это происходит потому, что при работе на больших удельных мощностях неизбежен неравномерный поверхностный нагрев неоднородного материала с местным перегревом пластинок при отставании нагрева державки. Неблагоприятно сказывается также на качестве резцов прогрев державки на малую глубину под пластинкой, вызывающий, по-видимому, резкое охлаждение пла-тинки после отключения нагрева и вследствие этого высокие °нутренние напряжения, приводящие к трещинам и поломкам. В Лучшие результаты получаются при глубинном прогреве конца корпуса резца с находящейся на нем пластинкой, при времени нагрева, позволяющем теплу проникать вглубь за счет теплопроводности металла. Такой нагрев, хотя и требует несколько большего расхода энергии, но зато значительно улучшает качество инструмента. Режим пайки наиболее правильно определять, исходя из нагреваемого объема и времени нагрева.
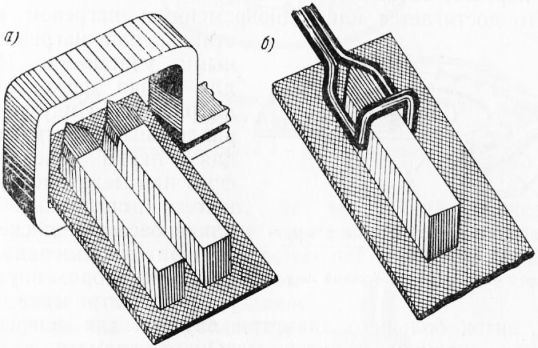
Рис. 5. Расположение резцов в индукторах двух конструкций:
а — резцы в индукторе, обеспечивающем благоприятные условия нагрева для пайки; б — резцы в индукторе, не обеспечивающем благоприятных условий нагрева для пайки
От габаритов той части резца, которая находится в индукторе, зависит требуемая мощность и необходимое время пайки. По опытным данным время нагрева под пайку резцов может достигать 0,5—1,5 мин. на 1 шт., что соответствует средним скоростям нагрева 40—10 °С/сек. При таких малых скоростях нагрева снижается возможность возникновения трещин на пластинках резцов. Поэтому высокой производительности при пайке режущего инструмента следует достигать главным образом не за счет сокращения времени нагрева, а путем применения многоместных индукторов и приспособлений, позволяющих паять одновременно несколько резцов при наиболее полном использовании генератора и минимальных затратах на подготовительное время. После пайки резцы следует класть на асбестовый лист штабелями или в горячий песок для замедления их охлаждения. В случае если производится пайка резцов с пластинками из быстрорежущей стали, нагрев ведется до более высоких температур. Обычно припой при этом выбирается с таким расчетом, чтобы пайка происходила при температурах закалки быстрорежущей стали той марки, из которой сДелаНа пластинКЗ( £ тем чтобы сразу после пайки подвергнуть ее охлаждению в струе сжатого воздуха или в масле. При пайке таких резцов допускается после достижения температуры пайки прижатие пластинки вручную или при помощи пресса, причем следует учитывать, что пластинка в нагретом состоянии легко может смяться и даже разрушиться. Паять фрезы сложнее, чем резцы, так как при этом требуется получить хорошее затекание припоя в шов на большом его протяжении, что достигается или одновременным нагревом всех пластинок, или нагревом отдельными участками. Индукторы для пайки фрез изображены на рис. 10. Индукторы с параллельными витками удобны для пайки твердосплавных фрез при медленном их вращении на специальной оправке или асбестовом диске. При использовании кольцевого индуктора, внутри которого концентрически помещается фреза, виток большего диаметра служит для нагрева фрезы и пластинок снаружи, а виток меньшего диаметра — для подогрева корпуса фрезы снизу (рис. 32). Ввиду того, что корпус более массивен, чем пластинки и требует большего количества энергии, фреза располагается на близком расстоянии от нижнего витка меньшего диаметра, чем и обеспечивается интенсивный прогрев корпуса до необходимой температуры. Пайка подобных деталей без подогревающего витка чрезвычайно трудна, так как теплоотсос в массивный корпус фрезы затрудняет нагрев пластинок до требуемой температуры, особенно если пластинки изготовлены из быстрорежущей стали и паяются высокотемпературным припоем. Пайка дисковой фрезы при последовательном нагреве отдельных ее частей с твердосплавными пластинками, проходящими при медленном вращении фрезы между двумя параллельно включенными прямоугольными витками индуктора (один из витков может быть перевернутым на 180°), позволяет наблюдать за температурой нагрева отдельных участков и регулировать ее, изменяя скорость вращения фрезы. Такой способ во многих случаях удобнее, чем нагрев фрезы концентрическим кольцевым индуктором, так как в последнем случае все припаиваемые пластинки достигают максимальной температуры почти одновременно, что не исключает возможности получить непропай из-за недогрева в одном месте, при перегреве — в другом.
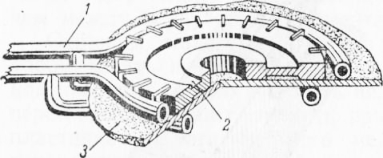
Рис. 6. Пайка дисковой фрезы в круглом индукторе:
1 — индуктор; 2 — фреза; 3 — асбестовый лист
При таком нагреве по мере расплавления припоя фрезу постепенно поворачивают до тех пор, пока не будут припаяны все пластинки.
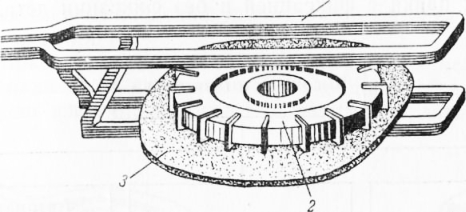
Рис. 7. Пайка дисковой фрезы в проходном индукторе:
1 — индуктор; 2 — фреза; 3 — асбестовый лист
После напайки инструмент, не требующий последующего отпуска, направляется на очистку в пескоструйном аппарате, после чего поступает на контроль., Качество пайки инструмента с пластинками из твердого сплава проверяется внешним осмотром. Наличие черновин в паяном шве свидетельствует о плохом качестве пайки. Особенно тщательно следует проверять на наличие трещин инструмент, который после пайки подвергается закалке. Обнаружить трещины можно промывкой инструмента в керосине с последующей обдувкой песком. Трещины четко вырисовываются на очищенной поверхности, так как керосин выступает в местах трещин. Их можно обнаружить также внимательным осмотром в лупу. Инструмент с пластинками из быстрорежущей стали, прошедший после пайки дополнительную термообработку и пескоструйную очистку, подвергается контролю по качеству пайки и наличию трещин и, кроме этого, контролю, в случае надобности, на твердость. Производительность при высокочастотной пайке резцов значительно выше, чем при других способах пайки и может достигать, при наличии многопозиционного индуктора, одной-двух тысяч штук в смену.
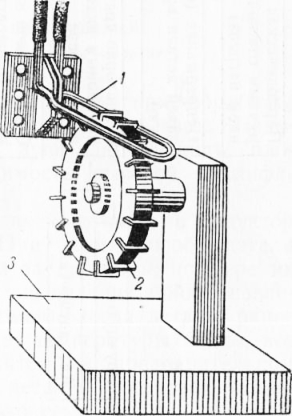
Рис. 8. Пайка дисковой фрезы в петлевом индукторе:
1 — индуктор; 2 — фреза; 3 — приспособление
Реклама:Читать далее:Способы пайки деталейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|