|
|
Категория:
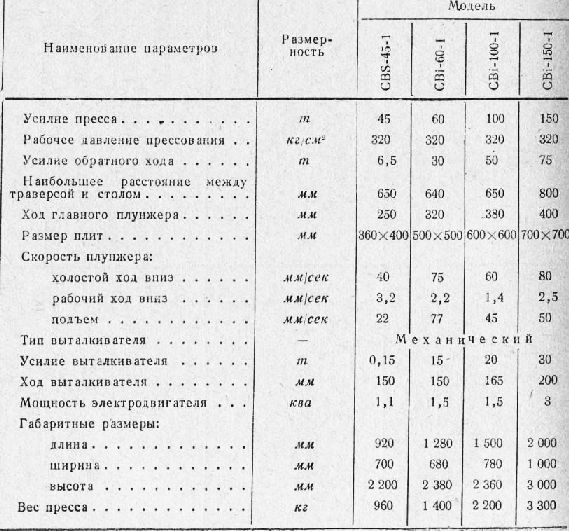
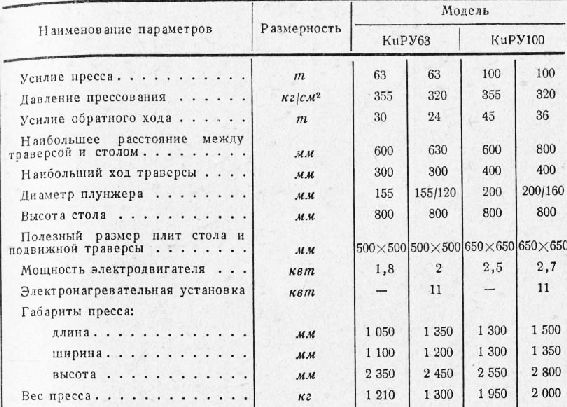
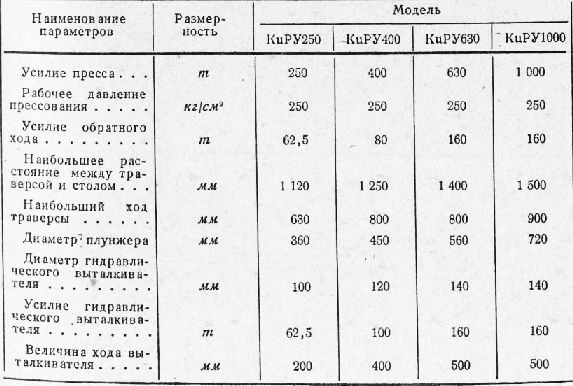
Пресс-формы Далее: Прессы-автоматы В Германской Демократической Республике, Чехословакии и Польше выпускается целый ряд моделей полуавтоматических гидравлических прессов. Так, прессы, изготовляемые в Чехословакии, имеют цельнорамную конструкцию п индивидуальные насосы и предназначаются главным образом для компрессионного прессования. Управление опусканием плунжера пресса производится при помощи рукоятки, а подъем осуществляется автоматически, причем время выдержки под давлением определяется реле времени. Таблица 1 Все прессы оборудованы устройством для ручного и механического выталкивания отпрессованных деталей. Приводом служит подвижная траверса, связанная тягами с нижним выталкивателем. Для верхнего выталкивания деталей предназначены два регулируемых штока, закрепленных ‘В верхней части пресса. Технические характеристики чехословацких гидравлических прессов приведены в табл. 1. К числу полуавтоматических гидравлических прессов с верхним давлением, выпускаемых промышленностью ГДР, относятся прессы целыюрамной конструкции марок КиРУ 63 и 100 и четырехколонные прессы марок КиРУ 250, 400, 630 и 1000. Прессы цельнорамной конструкции, как менее мощные, имеют комбинированное выталкивающее устройство, работающее механически — от обратного хода траверсы пресса и вручную — путем простого переключения рычага. Выталкивание крупных изделий осуществляется механически, а мелких — с помощью ручного выталкивателя. Прессы оборудованы приборами контроля температуры и выдержки под давлением. Поскольку технические характеристики этих прессов одной модели и при одинаковой мощности, но разных типов, могут иметь разные значения, в табл. 38 приводятся данные по двум типам одной модели. Четырехколонные прессы имеют гидравлические выталкиватели, это объясняется значительно большей мощностью этих прессов по сравнению с цельнорамными, а следовательно, и возможностью прессования весьма крупных изделий, ручное выталкивание которых невозможно. Основные данные прессов КиРУ 250, 400, 630 и 1000 приведены в табл. 3. Полуавтоматический пресс модели КиРУН 160, выпускаемый в ГДР, может быть использован для компрессионного и литьевого прессования. Усилие пресса — 160 т. Наличие гидравлического выталкивателя мощностью 400 т позволяет использовать этот пресс как полуавтомат с двумя рабочими давлениями — верхним и нижним, когда верхний плунжер закрывает прессформу, а нижний (плунжер выталкивателя) производит впрыск материала в формующую полость прессформы.
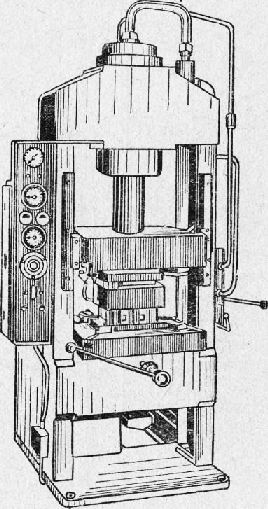
Рис. 1. Полуавтоматический гидравлический пресс с верхним давлением модели КиРУН 100
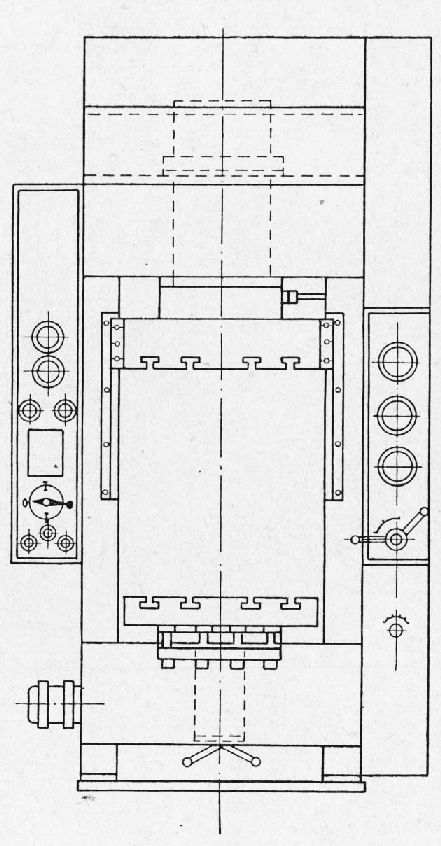
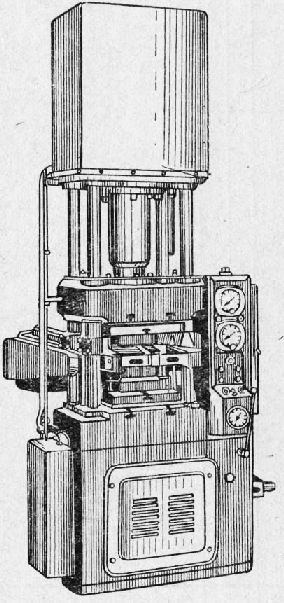
Рис. 2. Полуавтоматический гидравлический пресс цельно-рамной конструкции модели КиРУН 160
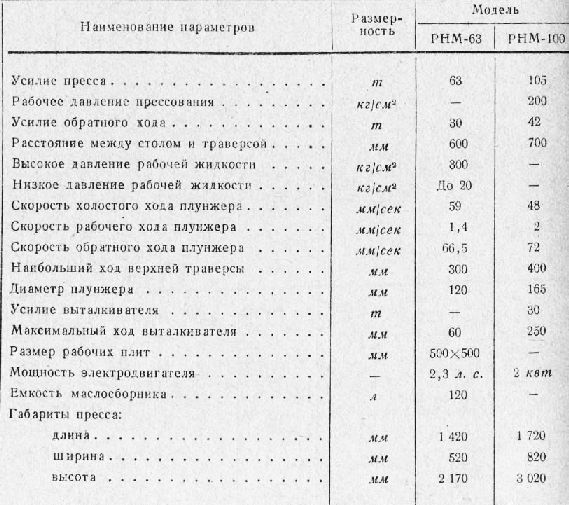
Таблица 2 Таблица 3 Таблица 4 Пресс имеет индивидуальный гидравлический насос и оборудован приборами контроля температуры нагрева прессформы и выдержки изделий под давлением. Полуавтоматические прессы РНМ-63 и РНМ-100 имеют цель-норамную конструкцию, ручное н автоматическое управление, реле времени и автоматические терморегуляторы. Все операции в пределах одного цикла могут осуществляться автоматически. Краткие характеристики этих прессов содержатся в табл. 4. Полуавтоматические прессы фирмы Триульци мощностью 40, 60, 100, 150, 200, 400, 500, 800 и 1000 т конструктивно делятся на прессы для компрессионного прессования и прессы для литьевого прессования. Прессы для компрессионного прессования имеют автоматический загрузочный механизм, состоящий из воронки и дозирующего устройства. Перемещение материала от воронки к пресс-форме через дозирующее устройство облегчается благодаря наличию специального вибратора. Все операции прессования, включая загрузку материала в пресс-форму, осуществляются автоматически. Окончательное удаление готовых деталей из прессформы и ее очистка от облоя производятся вручную. Полуавтоматические прессы для литьевого прессования имеют в нижней части вмонтированный материальный цилиндр. Верхний то-рец цилиндра находится в одной плоскости с поверхностью нижней половины прессформы. Прессматериал, загруженный в цилиндр, пройдя через зону обогрева, разжижается и с помощью нижнего плунжера впрыскивается в формующую полость прессформы. Давление впрыска регулируется с помощью специального аппарата, который обеспечивает максимальное давление на холодный материал в начальный период с тем, чтобы он с возможно большей скоростью переходил в пластифицированное состояние и с большей легкостью заполнял прессформу. Эти прессы рекомендуется применять при прессовании изделий с различной арматурой и тонкими выступами.
Рис. 3. Полуавтоматический гидравлический пресс с автоматической загрузкой материала фирмы Триульци
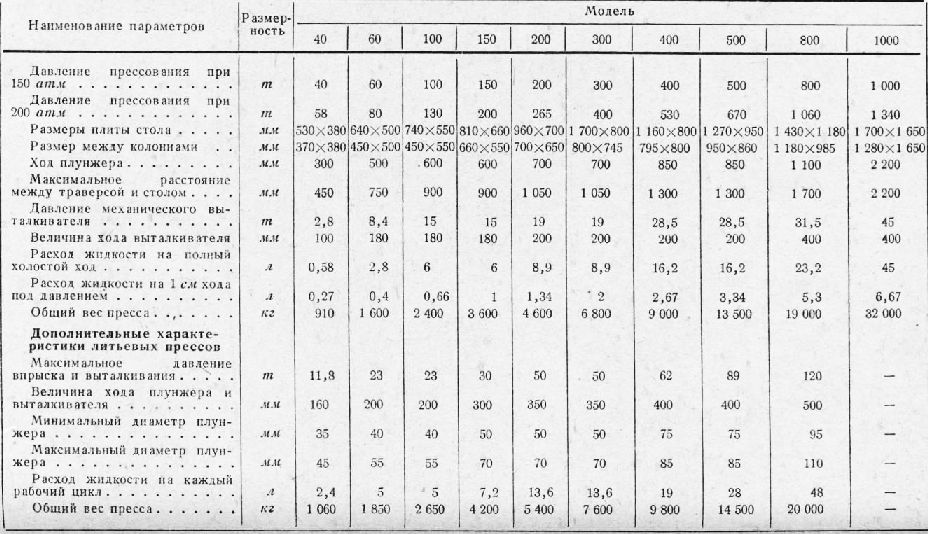
Таблица 5 Основные технические характеристики полуавтоматических прессов для компрессионного и литьевого прессования приведены в табл. 5.
Рис. 4. Автоматический пресс для компрессионного прессования фирмы Триульци, серия “Дозоматик”
Реклама:Читать далее:Прессы-автоматыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|