|
|
Категория:
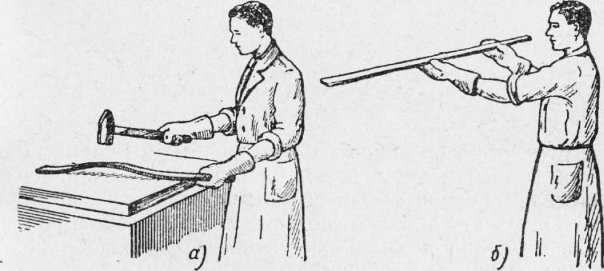
Гибка и правка металла Правка полосового материала. Искривленную полосу кладут на плиту и, придерживая ее левой рукой, правой наносят удары молотком по выпуклым местам, ударяя сначала по краям выпуклости и постепенно, по мере выпрямления полосы, приближая удары к середине выпуклости. Работа считается законченной, когда все неровности исчезнут и полоса окажется выпрямленной.
Рис. 1. Правка стальной полосы на плите:
а — прием правки, 6 — проверка результатов правки на глаз
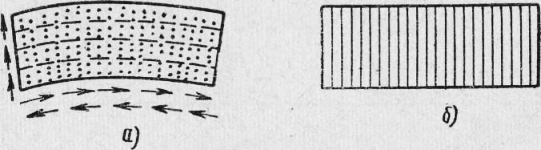
Рассмотрим для примера правку полосы 500 X 60 X 10 мм. Ее нужно выполнять следующим образом: Правка тонкой стальной полосы, изогнутой на ребро, производится несколько иначе. Предыдущий способ здесь непригоден, так как от ударов молотком по выпуклому ребру тонкая полоса будет изгибаться в стороны, а соприкасающиеся с плитой места будут сминаться. Тонкую кривую полосу кладут на плиту. Прижав ее левой рукой, правой наносят удары молотком рядами по всей длине полосы, постепенно переходя от нижней кромки к верхней. Вначале удары должны быть сильными; по мере перехода к верхнему краю их ослабляют, но наносят чаще. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса становится ровной.
Рис. 2. Правка тонкой стальной полосы:
а — кривая полоса (штрихами показан порядок ударов, точками интенсивность и сила ударов), б — выправленная полоса
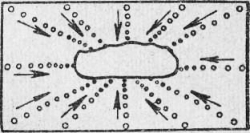
Правку ведут до тех пор, пока нижняя и верхняя кромки полосы не выправятся по всей длине под линейку. Правка листового материала. Эта операция несколько более сложная. Выпуклости на листах металла в большинстве случаев находятся в середине или же разбросаны по всей поверхности. Если при правке наносить удары непосредственно по выпуклостям, то они не только не будут пропадать, а даже увеличатся. Поэтому правку листов надо вести так, чтобы их края соответственно растягивались. Для правки лист кладут на плиту и выпуклости обводят мелом или карандашом. Поддерживая лист левой рукой, правой наносят молотком удары от края листа по направлению к выпуклости, как показано стрелками на рис. 3. Удары надо наносить часто, но не сильно. Под их действием ровная часть листа будет вытягиваться,, а выпуклость постепенно выправляться. По мере приближения к выпуклости удары должны наноситься все чаще и слабее. Во время правки нужно следить за результатом ударов: улучшается ли поверхность листа, не остаются ли на нем от ударов молотка забоины, которые появляются, если молоток слабо держат в руке. Листы с несколькими выпуклостями, разбросанными по всей поверхности, выправляют, нанося прежде всего удары в промежутках между выпуклостями; этим растягивают лист и сводят все выпуклости в одну общую выпуклость. Последнюю выправляют обычным способом, т. е. идя от краев к середине. Затем лист перевертывают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
Рис. 4. Правка листового материала (схема нанесения ударов);
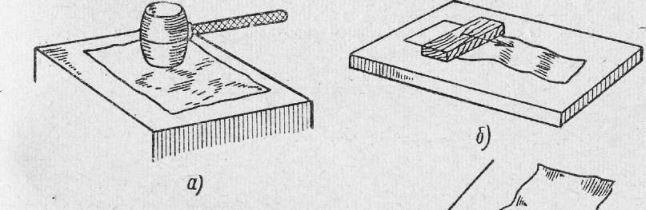
Тонкие листы правят деревянными молотками. Очень тонкие листы выглаживают на гладкой и ровной плите гладкими и ровными деревянными или металлическими брусками.
Рис. 5. Правка тонкого листового материала:
а — деревянным молотком, б — деревянным бруском
Последнее время при правке металла применяется метод газопламенной правки, предложенный чехословацким новатором О. Влахом. Обычными приемами определяются места на листовом материале или детали, подлежащих выпрямлению. На отмеченные места направляют струю пламени газовой горелки, нагревая неровности до красно-вишневого цвета (600—700°). Нагретый слой металла от высокой температуры расширяется, а затем при остывании под влиянием сил сжатия выпрямляется. Этот метод правки повышает производительность труда почти в пять раз.
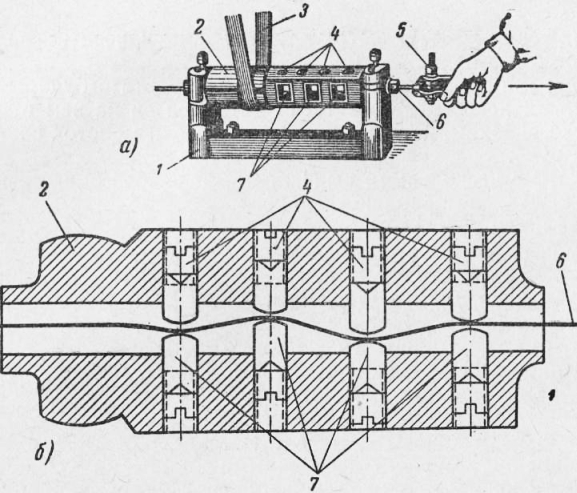
Рис. 6. Правка проволоки в приспособлении:
а — общий вид приспособления: 1 — корпус, 2 — шкив, 3 — приводной ремень, 4 — винты для перемещения кулачков, 5 — тиски ручные для захвата проволоки, 6 — проволока, 7 — кулачки, по которым проходит выправляемая проволока; б — схема приспособления (разрез)
Рис. 7. Правка изогнутых валов:
а — винтовой пресс для выправления вала, б — проверка вала в центрах мелком
Реклама:Читать далее:Правка пруткового материала и валовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|