|
|
Категория:
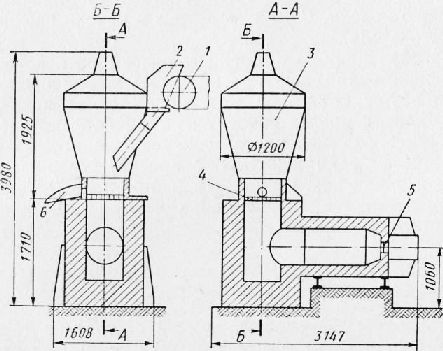
Литейное производство Далее: Изготовление форм и стержней Приготовление формовочных смесей состоит из трех этапов: Пески, поступающие на склад формовочных материалов, могут иметь самую различную влажность, поэтому они подвергаются сушке при температуре ~250 °С, что дает возможность обеспечить заданную влажность формовочных смесей. Пески сушат в печах барабанного типа, аппаратах кипящего слоя и в установках, работающих по принципу пневмопотока. Аппарат кипящего слоя является одним из современных сушильных агрегатов. Перед началом сушки песок находится на решетке с отверстиями диаметром 4 мм. Площадь отверстий составляет 10% площади решетки. Толщина слоя песка около 400-450 мм. Топку делают герметически закрытой так, чтобы продукты сгорания могли двигаться только по направлению к песку. Дымовые газы при температуре около 1000 °С, направляющиеся под решетку под давлением 400 мм вод. ст., поднимают песок с решетки, отдельные песчинки совершают быстрое беспорядочное перемещение. Расширение конического резервуара способствует снижению скорости движения песчинок и оседанию их. В трубу в потоке газов выносятся частицы пыли. Высушенный песок непрерывно вытекает через желоб 6, а влажный песок непрерывно поступает по транспортеру через воронку. Производительность этих установок до 10 т/ч. После сушки песок охлаждается до нормальной температуры и просеивается (с целью отделения комьев, гальки и различных посторонних включений) через сита с плоским полотном или барабанные и конические сита с размером ячеек 3-5 мм.
Рис. 1. Аппарат кипящего слоя:
1 — транспортер для сырого песка; 2 — приемная воронка с рукавом; 3 — конический резервуар; 4 — решетка; 5-топка; 6 — рукав для сухого песка
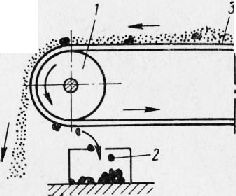
Глину предварительно сушат и размельчают. Монтморилло-нитовые глины сушат при 120 °С, а остальные — при 200-250 °С. Обычно сушат в барабанных печах. Высушенную глину размельчают в два приема: сначала осуществляют грубое дробление на куски размером 15-25 мм в ще-ковых, вальцовых и молотковых дробилках, затем глину размалывают до размера менее 0,1 мм в шаровых, молотковых, крестовых мельницах, а также в мельницах типа бегунов. После этого глину просеивают через сита, аналогичные ситам, используемым для просева песков. Целесообразно в формовочные смеси вводить не порошковую глину, а суспензию. На 45-60 в. ч. воды берется 35-40 в. ч. сухой глины. Суспензию приготовляют смешением глины с водой в бегунах, лопастных смесителях или в шаровых мельницах. Готовая суспензия подается по трубопроводу или в специальных баках к местам приготовления формовочных смесей. По сравнению со способом, предусматривающим использование порошковой глины, этот способ имеет следующие преимущества: Применение суспензии глины ограничивается тем, что при введении в смесь 1% глины одновременно вводится 1,5% воды. При повышенной влажности других компонентов смеси это может оказаться недопустимым. Угольный порошок приготовляют на том же дробильно-размольном оборудовании, что и порошковую глину. Остальные свежие материалы (связующие, пылевидный кварц и др.) поступают в литейные цехи в готовом виде и не требуют специальной подготовки. Отработанную смесь, выбитую из опок, предварительно перерабатывают и затем подают в смесеприготовительное отделение. Отработанная смесь, получаемая после выбивки сухих форм, содержит твердые комья, которые разминают в гладких валках. Отработанная смесь, получаемая после выбивки влажных форм, легко рассыпается и обработки в валках не требует. Для удаления из смеси металлических включений (брызг металла, каркасов стержней) применяют магнитный сепаратор. В ведущем шкиве 1 ленточного конвейера 3, подающего отработанную смесь от выбивной решетки, находится многополюсный электромагнит. Металлические частицы, притягиваясь к магниту, прижимаются к ленте конвейера и падают только тогда, когда лента сходит со шкива. Немагнитный материал — отработанная смесь ссыпается с ленты отдельным потоком раньше металлических частиц. Металлические частицы собираются в емкости 2, а отработанная смесь передается ленточным конвейером на последующую переработку. После магнитной сепарации отработанная смесь просеивается через цилиндрические или конические сита с размерами ячеек 6-10 мм для отделения немагнитных включений. Смесь, охлажденная до 50 °С, направляется в смесеприготовительное отделение. Отработанные стержневые смеси, содержащие пленки затвердевших связующих, подвергают специальной переработке, называемой регенерацией. Целью регенерации является получение продукта (дегенерата), который вновь может быть использован, как заменитель свежего формовочного песка, входящего в состав стержневых смесей.
Рис. 2. Схема магнитного сепаратора
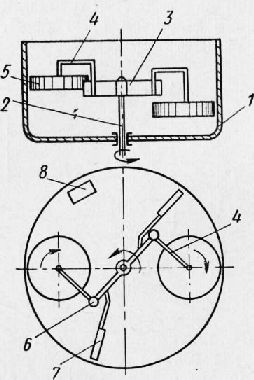
Отработанная стержневая смесь разминается. Комья распадаются на отдельные зерна песка и на пылевидные частицы, образованные растрескавшимися зернами песка и остатками пленок связующих. После смесь классифицируют по размеру зерен либо в воздушном потоке, постепенно изменяющем скорость своего движения (сухая регенерация), либо после смешения с водой — в специальных отстойных чанах (мокрая регенерация). Процесс регенерации требует значительных производственных площадей и связан с большими затратами, поэтому он применяется только на заводах, которые находятся на большом расстоянии от месторождения высококачественного кварцевого песка. Приготовление формовочных смесей включает следующие операции: перемешивание ранее подготовленных составляющих смеси, увлажнения, вылеживания и разрыхления смеси. Сущность процесса перемешивания состоит в том, чтобы из песка, связующего и воды получить однородную смесь, все зерна песка которой были бы покрыты тонким, равномерным слоем увлажненной глины или другого связующего. Это обеспечивает получение высокой прочности и газопроницаемости смесей, Формовочные и стержневые смеси перемешивают в специальных смесителях. Наиболее распространены смесители типа бегунов. Бегуны делают с вертикальными и горизонтальными катками. На рис. 3 приведена схема автоматизированных бегунов с горизонтальными катками. На траверсе, укрепленной на вертикальном валу, находятся маятники, на которых подвешены катки. Маятники шарниром соединены с траверсой, связанной с вертикальным валом. При вращении вала катки под действием центробежных сил отклоняются к борту чаши. Смесь поднимается со дна чаши вращающимися вместе с траверсой плужками и подается под катки, которые разминают комья. Перемешивание смеси обеспечивается совместным действием плужков и катков. После окончания перемешивания смесь удаляют из чаши через люк. Производительность бегунов до 20 м31ч мовочной смеси. Продолжительность приготовления одного замеса 1,5-2,0 мин.
Рис. 3. Смешивающие бегуны с горизонтально расположенными катками
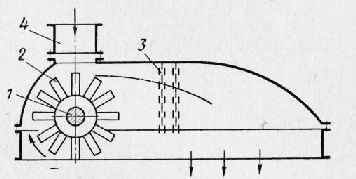
Автоматические бегуны могут последовательно выполнять шесть операций: подачу в пустую чашу заданного количества воды, загрузку песка или отработанной смеси, удаление пыли отсосем воздуха из чаши бегунов, загрузку связующих из специального лотка, смешивание смеси, выгрузку из чаши готовой смеси. Каждая из шести операций выполняется в течение заданного промежутка времени. Автоматизация работы смесителей обеспечивает более точное дозирование составляющих смеси и выполнение всех операций по заданному режиму. Качество и стабильность свойств форм, изготовляемых из этих смесей и получаемых отливок, значительно выше, чем при ручном (кнопочном) способе управления операциями. После переработки в бегунах формовочные и стержневые смеси, связующим в которых является глина, поступают на 2-6 ч в бункеры-отстойники. Это время необходимо для образования водных оболочек вокруг глинистых частиц и устранения неравномерности распределения влаги внутри отдельных конгломератов зерен. Для смесей с относительно невысоким содержанием глины (влажные формы) время вылеживания составляет 2-4 ч. Для смесей с высоким содержанием глины (сухие формы) это время возрастает до 5 ч и более. После бункеров-отстойников смесь подвергается разрыхлению в разрыхлителях, аэраторах и дезинтеграторах, что обеспечивает большую однородность степени уплотнения смеси при изготовлении форм и высокую газопроницаемость. В аэраторе вращающиеся на валу лопатки подхватывают непрерывно поступающую в загрузочную воронку смесь и бросают ее на решетку, состоящую из свободно подвешенных прутьев или цепей, с которых она падает уже разрыхленной. Производительность аэраторов достигает 80 м31ч. Дезинтеграторы рассчитывают на меньшую производительность. После разрыхления формовочная смесь системой ленточных конвейеров подается в бункеры над формовочными машинами. Обычно один ленточный конвейер устанавливают над несколькими бункерами, расположенными над рядом формовочных машин. При ручном управлении процессом рабочий опускает на ленту сгребающий плужок и формовочная смесь ссыпается в бункер, после заполнения которого тот же рабочий поднимает плужок, и смесь транспортируется к следующей машине. Обычно один рабочий обслуживает 6-8 формовочных машин.
Рис. 4. Схема аэратора
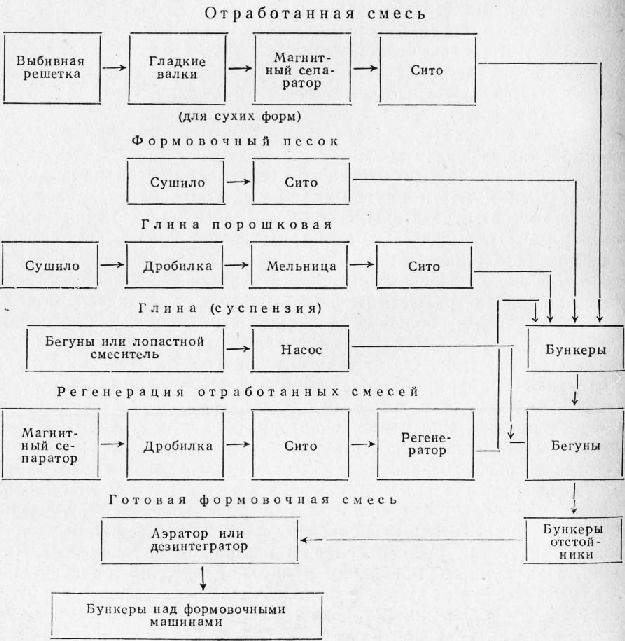
Автоматизация распределения смеси по бункерам обеспечивает бесперебойное снабжение машин смесью. При неавтоматизированном распределении емкость бункеров должна быть большой (до 10 м3 и более), чтобы рабочий успевал своевременно опускать и поднимать плужки. При автоматизации процесса эти операции осуществляются часто, поэтому емкость бункеров можно в несколько раз уменьшить (до 1 м3), что значительно улучшает свойства смесей. Если смесь была предварительно аэрировала, то в большом бункере она слеживается, спрессовывается и эффект аэрации пропадает. При автоматизированной раздаче смесь в бункерах малого объема находится в разрыхленном состоянии, легко высыпается из бункера. В современном смесеприготовительном отделении литейного цеха оборудование располагают в последовательности, приведенной на схеме 3.
Схема 3. Приготовление формовочной смеси В настоящее время разработаны конструкции полностью автоматизированных смесителей и системы автоматической раздачи смесей к формовочным машинам. Таким образом, смесеприготовительное отделение современного литейного цеха может работать полностью в автоматическом режиме без непосредственного вмешательства со стороны обслуживающего персонала. Если смесеприготовительная система обслуживает весь литейный цех, то ее называют центральной смесеприготовительной системой’. Часто строят автономные смесеприготовительные системы, каждая из которых обслуживает одну автоматическую линию. В цехе может быть несколько самостоятельных автономных смесеприготовительных систем, работающих независимо друг от друга. Последовательность технологических операций и расстановка оборудования и в этом случае сохраняются. Для обеспечения нормальных условий работы обслуживающего персонала в смесеприготовительном отделении на всех участках, связанных с транспортировкой и переработкой пыле-выделяющих материалов и смесей (песка, глины, отработанных смесей, пылевидного кварца и др.), должна быть установлена мощная и эффективно работающая приточно-вытяжная вентиляция. Реклама:Читать далее:Изготовление форм и стержнейСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|