|
|
Категория:
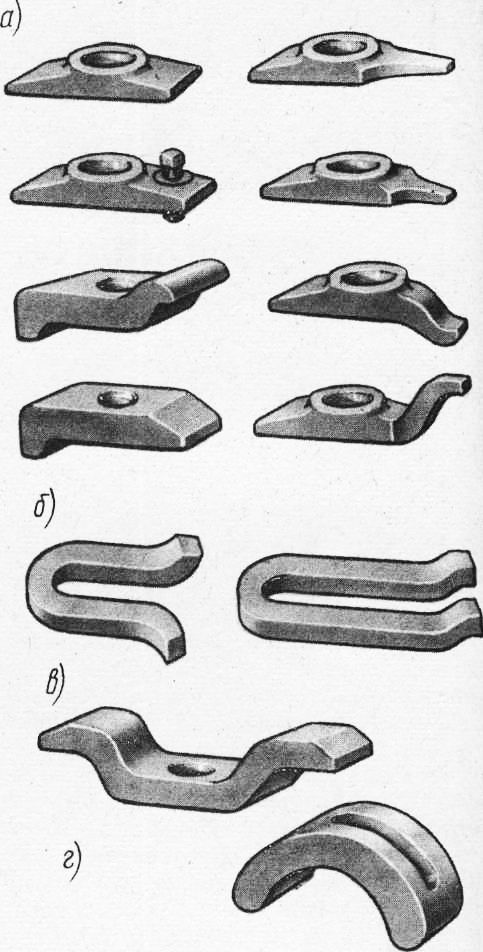
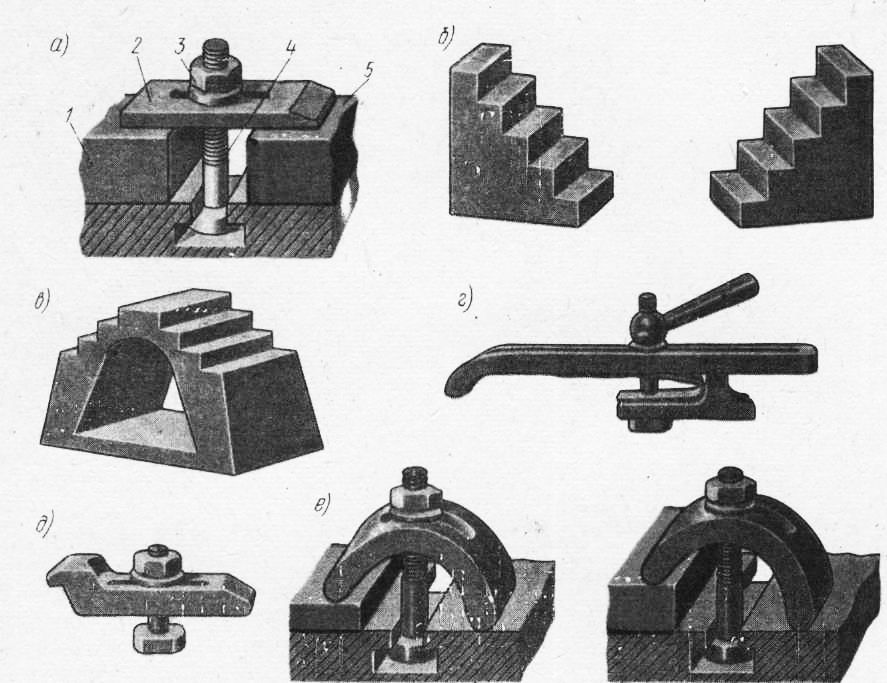
Фрезерные работы Универсальные приспособления (прихваты, угловые плиты, призмы, машинные тиски и др.) предназначены для закрепления заготовок. Их применяют главным образов в единичном и мелкосерийном производствах. Прихваты используют для закрепления заготовок сложной формы или больших габаритов непосредственно на столе станка. На рис. 1 показаны различные типы прихватов: плиточные (рис. а), вилкообразные (рис. б), корытообразные (рис. в), изогнутые универсальные. Все прихваты имеют овальные отверстия или выемки для перемещения прихвата относительно обрабатываемой заготовки. На рис. 2, а показано закрепление обрабатываемой заготовки на столе станка плиточным прихватом, который одним концом опирается на заготовку, а другим — на подкладку. Головка болта заводится в Т-образный паз. стола через отверстие прихвата. При завертывании ключом гайки прихват прижимается к заготовке, закрепляя ее. В качестве подкладки под прихваты используют ступенчатые подставки (рис. 2, б), различные бруски требуемой высоты или специальные опоры для плиточных прихватов (рис. 2, в).
Рис. 1. Прихваты
Заготовки небольших по высоте размеров могут быть закреплены непосредственно на столе станка прихватами (рис. 20, г и д). В некоторых случаях удобно пользоваться подпружиненным прихватом с достаточно большим диапазоном регулирования по вылету и закреплением заготовки рукояткой. Весьма удобным в работе является регулируемый по высоте изогнутый универсальный прихват (рис. 2, е).
Рис. 2. Закрепление заготовки на столе станка
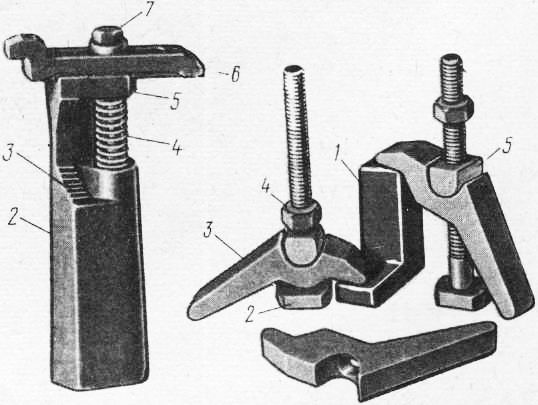
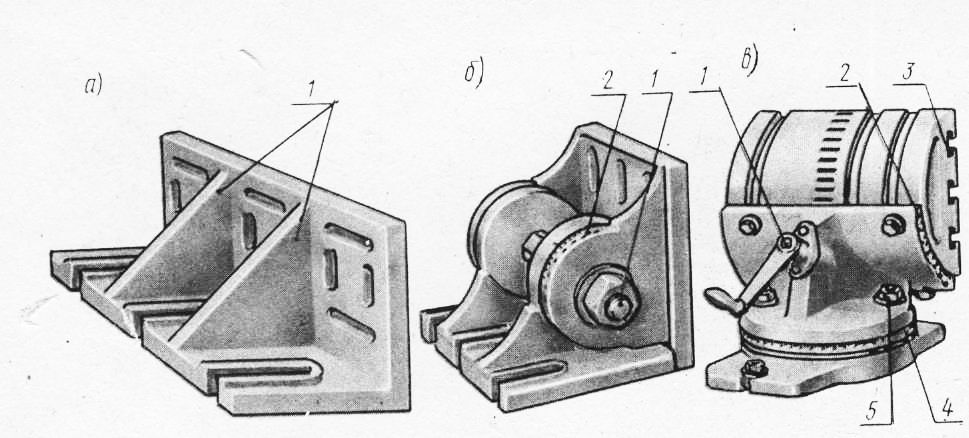
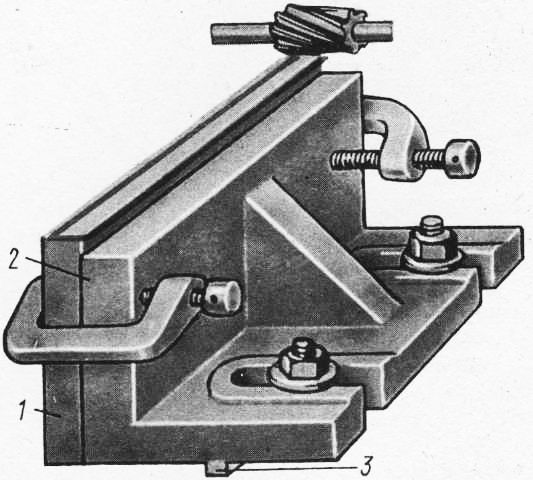
Разные по высоте заготовки можно закреплять универсальными прижимами. В прижиме, показанном на рис. 3, а, заготовка крепится прихватом Г-образной формы с выемкой, в которую устанавливается сухарь. Заготовка закрепляется болтом и гайкой. Ступенчатый прижим (рис. 3, б) состоит из корпуса, в котором имеются уступы (ступени), расположенные по выемке корпуса на разной высоте. На уступы опирается подкладка, входящая своим шлицем в прорезь прихвата, и прижимается к нему пружиной. Прихват может переворачиваться на 180°. В корпусе прижима имеется сквозное резьбовое отверстие для прижимного болта и для крепления всего прижима к Т-образным пазам станка. Прижим позволяет закреплять заготовки разной высоты в некотором диапазоне. При чистовом фрезеровании затяжка болтов не должна вызывать деформаций обрабатываемой заготовки. Угловые плиты применяют для установки и крепления заготовок, имеющих две плоскости, расположенные под углом 90°. На рис. 5, а показана обычная угловая плита Она имеет одно или два ребра жесткости и две полки (равнобокие или неравнобокие, широкие или узкие), расположенные под углом 90°. На рис. 5, б показана поворотная угловая плита, полку которой можно поворачивать вокруг оси после освобождения гайки и устанавливать на требуемый угол по шкале. Такие плиты применяют при обработке наклон-»ных плоскостей.
Рис. 4. Универсальные прижимы
Рис. 5 Угловые плиты
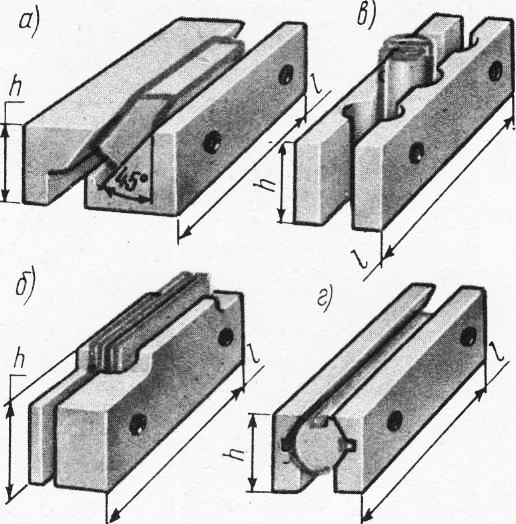
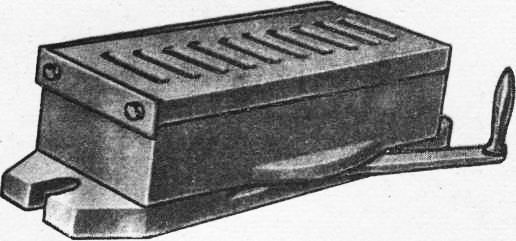
На рис. 5, в показана универсальная угловая плита, допускающая поворот закрепленной заготовки в двух плоскостях: горизонтальной — рукояткой I и вертикальной — поворотом колодки, закрепляемой болтами. Плита представляет собой поворотный стол с тремя Т-образными пазами. Угол поворота стола отсчитывают по шкале. На рис. 5 показано крепление к угловой плите струбцинками длинной и широкой, но тонкой планки. Для правильной установки угловой плиты на столе ее основание имеет шип, который входит в паз стола. Прежде чем закреплять заготовку на угловой плите, надо тщательно выверить правильность установки самой плиты на столе станка рейсмасом или индикатором. Машинные тиски по конструкции подразделяют на простые, поворотные и универсальные. На рис. 7 показаны машинные тиски с ручным зажимом. Они представляют собой упрощенную модификацию пневматических машинных тисков с высокой степенью модификации (80%). Для питания гидропривода машинных гидрофицированных или пневматических тисков используется индивидуальная гидростанция типа ГМТ или пневмогидро-преобразователь типа ПМТ, работающий от заводской пневмосети. Применение специальных съемных губок и подкладок к машинным тискам приводит к значительному сокращению затрат времени на установку заготовок. На рис. 8 приведено несколько примеров конструкций сменных губок для закрепления заготовок (а — с наклонными плоскостями; б — обрабатываемых по наружным плоскостям и торцам; в, г — валов). Подобные губки можно изготовить при необходимости для любых обрабатываемых заготовок.
Рис. 6. Закрепление заготовки на угловой плите
Рис. 7. Машинные тиски с ручным (пневматическим) зажимом
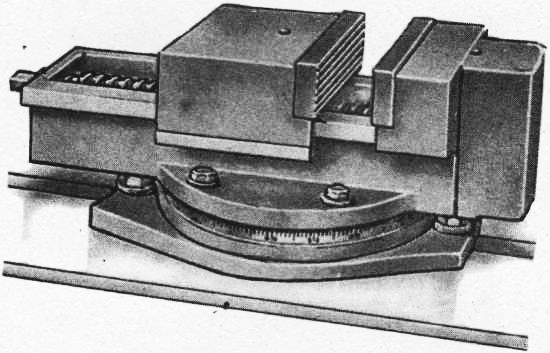
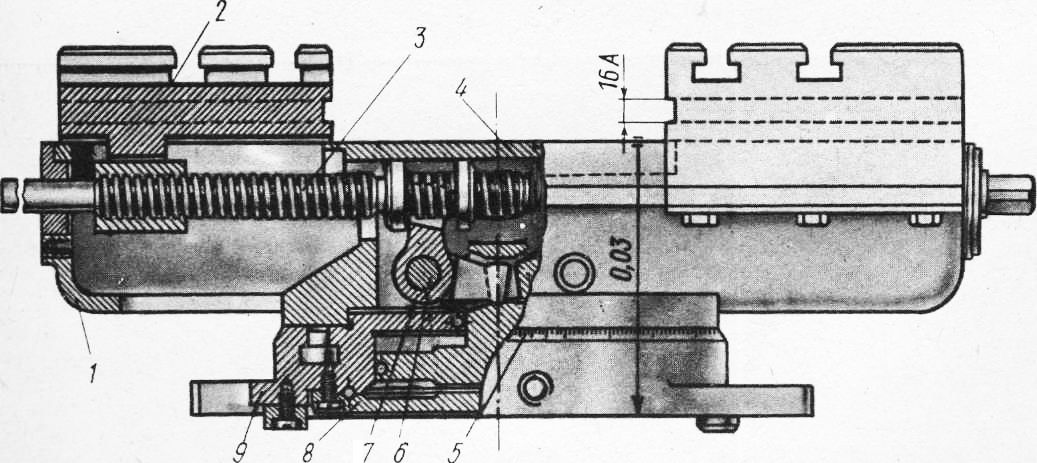
Гидравлические и пневмогидравлические тиски обеспечивают большую силу зажима, чем тиски с пневматическим приводом. На рис. 26 показаны гидравлические поворотные тиски, особенностью которых является одновременное перемещение обеих губок, обеспечивающее самоцентрирование детали. Закрепление заготовок осуществляется под давлением масла 4900 кПа, поступающего из гидравлической системы станка или от отдельного насосного агрегата в полость основания. Под давлением масла поршень перемещается вниз, а рычаги, поворачиваясь вокруг своих осей на винтах, отжимают обе губки на равные расстояния. Для установки и закрепления обрабатываемых заготовок или специальных накладок на верхней и боковых плоскостях губок предусмотрены Т-образные пазы. Предварительная наладка тисков производится винтами. Возможность поворота корпуса относительно основания 9 позволяет обрабатывать заготовки с поворотом вокруг оси в пределах 360° с точностью до 1° по шкале. Механизированный ход подвижных губок в этих тисках составляет 24 мм. При настройке губки разводятся от 0 до 200 мм. Сила зажима при указанном давлении масла достигает 53955 Н. В последнее время начали применять приспособления с оксидно-бариевыми магнитами для закрепления стальных и чугунных заготовок с плоской опорной поверхностью. Приспособления с оксидно-бариевыми магнитами имеют ряд преимуществ по сравнению с ранее применявшимися магнитными устройствами, а именно: в закрепленных заготовках отсутствует остаточный магнетизм, металлорежущий инструмент не намагничивается, для изготовления таких приспособлений используются недефицитные материалы.
Рис. 8. Сменные губки к машинным тискам
Рис. 9. Гидравлические самоцентрирующиеся поворотные тиски
Рис. 10. Приспособление с оксидно-бариевыми магнитами
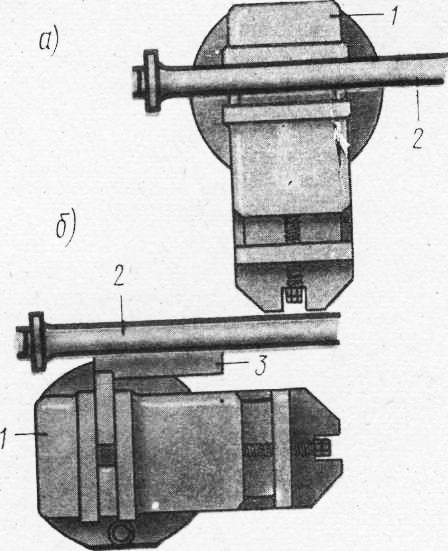
Рис. 11. Установка тисков на столе фрезерного станка
Магнитные тиски можно устанавливать с помощью шпонок (сухарей), вставляемых в паз основания тисков. Эти шпонки заводятся в средний паз стола станка. Завинчивание гаек прижимных болтов производится постепенно. Если сильно затянуть одну гайку, а затем все остальные, то это может привести к перекосу тисков. Установка тисков может быть осуществлена непосредственно по фрезерной оправке. Губки тисков устанавливают параллельно оси фрезерной оправки. В этом случае оправку приводят в соприкосновение с неподвижной губкой тисков и затем затягивают гайки прижимных болтов. На рис. 11, б показана установка тисков для случая, когда губки расположены перпендикулярно к оси фрезерной оправки. В губках тисков закрепляют угольник, который свободной полкой прижимают к фрезерной оправке. Во избежание деформации оправки необходимо пользоваться щупом, который вводят между фрезерной оправкой и неподвижной губкой или свободной полкой угольника. При правильной установке щуп можно вытащить при небольшом усилии.
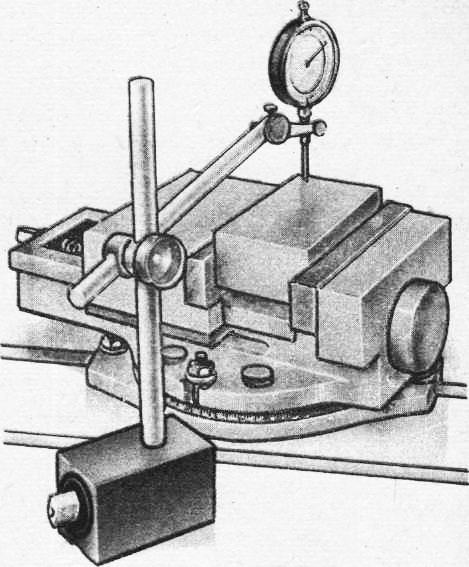
Рис. 12. Выверка заготовки при ее установке в тисках
Выверка заготовок, обрабатываемых в тисках. Одновременно с закреплением обрабатываемой заготовки проверяется правильность ее положения и исправление погрешностей установки. Правильность установки заготовки в тисках по отношению к столу станка проверяется рейсмасом. Для более точной установки заготовки вместо рейсмаса используют индикатор со стойкой. При использовании различных съемных подкладок к тискам упрощается процесс установки заготовки и в ряде случаев не требуется последующая выверка. Плотное прилегание нижней плоскости заготовки к подкладке достигается постукиванием медным или латунным молотком. Перед закреплением в тисках заготовок с уже обработанными поверхностями надо обязательно снять заусенцы, образовавшиеся во время предшествующего перехода, если они могут помешать правильной установке или закреплению заготовки. На губки тисков cледует надеть накладки из листовой меди, латуни или алюминия для предохранения от вмятин обработанных поверхностей. Кроме того, необходимо всегда перед обработкой сметать стружку со стола, опорных поверхностей заготовки, зажимных приспособлений, тисков, подкладок. Тонкостенные заготовки малой жесткости не следует зажимать с большой силой во избежание их деформаций, а следовательно, и искажения размеров и формы после обработки. В крупносерийном и массовом производствах находят широкое применение специальные приспособления для установки и закрепления определенной детали. Закрепление заготовок в специальных приспособлениях позволяет не только сократить время на их установку и выверку, но и обеспечивает более высокую точность обработки. Пневматическая система должна быть проверена в действии на утечку воздуха. То же самое должно быть проделано в отношении гидравлических зажимов. Реклама:Читать далее:Фрезерование плоскостей цилиндрическими фрезамиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|