|
|
Категория:
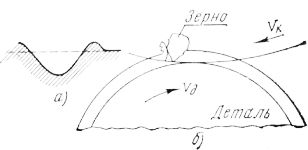
Шлифовальные станки Абразивное зерно отличается от резца непостоянством своей формы и положения относительно обрабатываемой поверхности. Поэтому различают виды внедрения отдельных абразивных зерен в обрабатываемую поверхность. При шлифовании в области тонких срезов сказывается влияние радиуса округления вершины зерна. Округленная режущая кромка проскальзывает по обрабатываемой поверхности до тех пор, пока срез не достигнет определенной толщины. Длина пути врезания зерна зависит от радиуса округления его вершины. Затупление абразивных зерен приводит к увеличению длины участка проскальзывания, к возрастанию сил резания и количества выделяемого тепла. Абразивные зерна на поверхности круга во время шлифования подвергаются воздействию нагрузок, под влиянием которых зерна истираются и выкрашиваются. Износ и выкрашивание усиливаются вследствие температурных вспышек и возникающих термических напряжений.
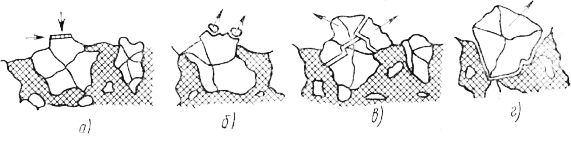
Рис. 1. Схема внедрения абразивного зерна в обрабатываемую поверхность: Различают следующие виды износа абразивных зерен:
Рис. 2. Виды износа абразивного зерна В отдельных случаях происходит диффузионный износ, сопровождающийся взаимным проникновением контактирующей пары: абразивное зерно — обрабатываемый металл и адгезионный’ износ— налипание обрабатываемого металла на поверхности абразивных зерен. Сопротивление абразивных зерен разрушению характеризуется нагрузкой, при которой происходит объемное и поверхностное разрушение отдельных зерен. Шлифовальные круги в зависимости от их характеристики, режима обработки и правки, свойств обрабатываемого металла и других факторов могут работать в области: преобладающего притупления, что может считаться характерным для режима чистового и тонкого шлифования; притупления круга с налипанием металла на абразивные зерна в результате обработки очень вязких металлов; смешанного процесса (частичное притупление и частичное самозатачивание), что может считаться характерным для режима полу-чистового шлифования; преобладающего самозатачивания, что может считаться характерным для чернового шлифования. При малых режимах и продолжительной работе острые вершины абразивных зерен постепенно истираются до полного притупления. С увеличением нагрузки круг, имеющий до этого малый износ рывной режущей кромки по образующей круга (только малая часть из числа находящихся на рабочей поверхности круга участвует в резании), то маловероятно, чтобы последующие смежные зерна попадали на следы предшествующих. С увеличением расстояния между смежными режущими зернами, лежащими в одной плоскости, форма стружки изменяется от запятаеобразной к сегментообразной. Это влияет на длину дуги контакта между шлифовальным кругом и обрабатываемой деталью, на износ абразивных зерен, температуру шлифования и другие показатели процесса. С увеличением длины дуги контакта возрастает время воздействия источника тепла на обрабатываемую поверхность, что, в свою очередь, ведет к повышению температуры шлифования. Увеличение дуги контакта затрудняет и ухудшает условия удаления стружки и абразивных частиц, образующихся при выкрашивании и износе зерен.
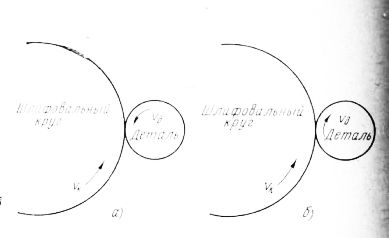
Рис. 3. Схема резания при шлифовании: При шлифовании возможны схемы резания по подаче и против подачи. При схеме резания по подаче обрабатываемая деталь и круг вращаются в разных направлениях, при схеме резания против подачи — в одном направлении.
Рис. 4. Критические нагрузки для абразивных зерен в зависимости от их зернистости: РI — начало поверхностного выкрашивания для зерен, 1 А, Р2Л — объемное разрушение зерен 1А, Р2С — объемное разрушение зерен 5С Реклама:Читать далее:Понятие о рабочем цикле шлифованияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|