|
|
Категория:
Шабрение, притирка и др. Далее: Пригонка и припасовка Распиливанием называется обработка отверстий с целью придания им нужной формы. Обработка круглых отверстий производится круглыми и полукруглыми напильниками; трехгранных отверстий — трехгранными, ножовочными и ромбическими напильниками; квадратных — квадратными напильниками. Подготовка к распиливанию начинается с разметки и накернивания разметочных рисок, затем сверлят отверстия по разметочным рискам и вырубают проймы, образованные высверливанием. Наилучшей получается разметка на металлической поверхности, отшлифованной наждачной бумагой. Под распиливание сверлят одно отверстие, когда пройма небольшая; а в больших проймах сверлят два или несколько отверстий в целях оставления наименьшего припуска на распиливание. Большие перемычки трудно удалить из просверленной проймы, однако нельзя располагать отверстия и слишком близко во избежание сдавливания, что может привести к поломке сверла. Распиливание в заготовке воротка квадратного отверстия. Вначале размечают квадрат, а в нем — отверстие, затем просверливают отверстие сверлом, диаметр которого на 0,5 мм меньше стороны квадрата. В просверленном отверстии пропиливают четыре угла квадратным напильником, не доходя 0,5 — 0,7 мм до разметочных рисок, после чего распиливают отверстие до разметочных рисок в такой последовательности: вначале пропиливают стороны 1 и 3, затем 2 и 4 и производят подгонку отверстия по метчику так, чтобы он входил в отверстие только на глубину 2 — 3 мм.
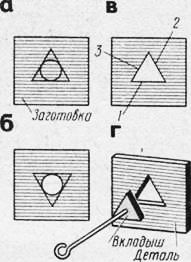
Рис. 1. Распиливание трехгранного отверстия:
а — разметка, б — высверленное отверстие, в — порядок распиливания, г—проверка вкладышем
Дальнейшую обработку сторон производят до тех пор, пока квадратная головка легко, но плотно не войдет в отверстие. Распиливание в заготовке трехгранного отверстия. Размечают контур треугольника, а в нем — отверстие и сверлят его сверлом, не касаясь разметочных рисок треугольника. Затем в круглом отверстии пропиливают три угла и последовательно распиливают стороны 1, 2 и 3, не доходя 0,5 мм до разметочной риски, после чего подгоняют стороны треугольника. При работе трехгранным напильником стремятся избежать поднутрения сторон, опиливают строго прямолинейно. Точность обработки проверяют вкладышем. При подгонке следует следить за тем чтобы вкладыш входил в распиливаемое отверстие свободно, без перекоса и плотно. Зазор между сторонами треугольника и вкладышем при . проверке щупом должен быть не более 0,05 мм. Реклама:Читать далее:Пригонка и припасовкаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|