|
|
Категория:
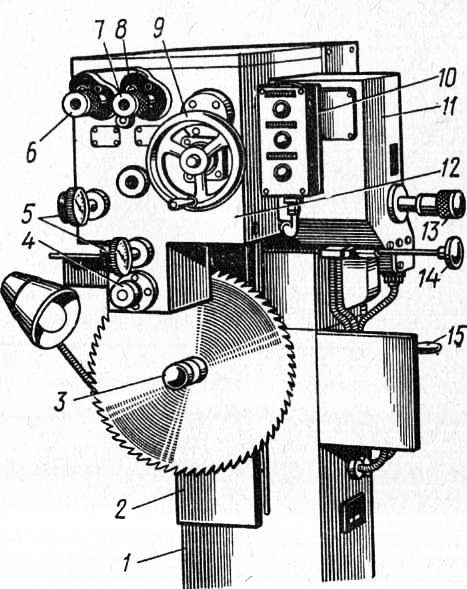
Деревообрабатывающие станки Далее: Заточка зубьев пил Для свободного движения плоской стальной пилы в пропиле ее зубчатая кромка должна быть шире, чем несущая часть полотна. Это достигается путем развода зубьев пил или плющения с последующим формованием. В лесопильной промышленности наиболее распространены плоские пилы с разведенными или плющеными зубьями. Развод зубьев пил заключается в поочередном отгибе их в одну и другую сторону. Зубья с косой заточкой отгибают остро отточенной боковой режущей кромкой наружу. Такой метод уширения режущей части пилы — более простой способ подготовки к работе круглых, рамных и ленточных, а также различных специальных и ручных пил. У зубьев с косой заточкой, а также с шагом менее 16 мм режущую часть уширяют только разводом. При разводе простым отгибом зубьев на сторону устойчивость против осадки уширения венца пилы в первый период недостаточна. В таких пилах уже на первых метрах пропила развод быстро уменьшается в среднем на 0,05… 0,1 мм, а затем стабилизируется и происходит довольно медленно. Во время пиления разведенные зубья пилы упруго деформируются под воздействием боковых составляющих сил резания. Учитывая это, развод зубьев на сторону назначают приблизительно на 0,1 мм больше размера плющения. Для пил всех форм и размеров развод не должен быть больше половины толщины зуба пилы. В противном случае возникает неперекрытие развода, ведущее к образованию на дне пропила непропиливаемого клина, ухудшающего условия и качество пиления. Самым простым и в то же время наиболее распространенным инструментом для развода пил служит щелевая разводка, которая состоит из рукоятки и рабочей части с одной или несколькими прорезями под пилы разной толщины. При работе ручной разводкой целесообразно, отгибая зуб, одновременно слегка разворачивать переднюю грань в сторону отгиба. Это повышает устойчивость зуба против осадки и позволяет добиваться хорошего качества пропила. Линия отгиба зуба пилы должна быть перпендикулярна биссектрисе угла заострения. Более сложные разводки снабжены регулируемыми упорами, позволяющими отгибать зубья в упругом состоянии на одинаковую величину. Применяют также разводки, в которых регулируют просвет щели. Полуавтомат РПК.8 применяют для развода зубьев круглых пил диаметром 160… 800 мм. Высокая точность развода зубьев (±0,05 мм) пил достигается благодаря использованию в нем метода переразвода, сущность которого состоит в том, что зубья пилы первоначально разводят на большую величину, а затем отгибают в обратную сторону до заданного уровня. Контрразводящий штырь подравнивает выступающие на большую ширину «мягкие» зубья пилы. Полуавтомат включает в себя механизм подачи, зажима и развода пил и устроен следующим образом. На полой одно-тумбовой литой станине установлен суппорт с центром крепления пилы. Суппорт регулируют на диаметр пилы при помощи рукоятки, связанной косозубыми шестернями с винтовой парой, установленной на тыльной стороне суппорта. Внутри станины размещен электрошкаф, на нем разводная головка с редуктором червячного типа и механизмами подачи, зажима и развода пилы, а также механизмом индикаторного типа для контроля размера развода. В правой передней части ,разводной головки установлен пульт управления, в передней нижней части — винт настройки механизма зажима на толщину разводимой пилы, выше и левей — индикаторы (контроля размера развода). Индикаторы можно арретировать рычагом, установленным на левой стенке разводной головки. В верхней левой части разводной головки размещены винты регулирования размера отгиба зуба пилы и обратного (калибрующего) отжима. Винты связаны с рычажными механизмами, работающими от Двух радиальных кулачков. Симметричность развода регулируют настроечными винтами. Механизм подачи пилы размещен в корпусе коробчатого типа и приводится в движение от торцового кулачка, установленного на конце распределительного вала. Винтом регулируют шаг разводимой пилы, а винтом — положение зуба относительно разводных штырей. Для настройки станка и контрольного развода зубьев служит маховичок ручного привода распределительного вала. При снятии пилы со станка зажимные колодки разжимают с помощью рукоятки, установленной на левой стенке разводной головки. В этом случае распределительный вал станка должен находиться в положении, соответствующем завершению цикла развода (зажимный клин поднят).
Рис. 1. Полуавтомат РПК8: Плющение и формование заключаются в увеличении по толщине (поперечной деформации) вершин зубьев пилы в результате воздействия на них плющильного валика и последующего обжатия их формующими плашками. Плющение отличается от развода рядом преимуществ. Так, одновременность формирования каждым зубом обеих сторон пропила и симметричность нагружения их в процессе работы позволяют при одинаковом качестве обработки выбирать для пил с плющеными зубьями увеличенную подачу (на 30 …50%) и меньшую толщину полотна (на 10%), чем для пил с разведенными зубьями. Однако плющение применяют только при продольном пилении пилами с прямой заточкой зубьев.
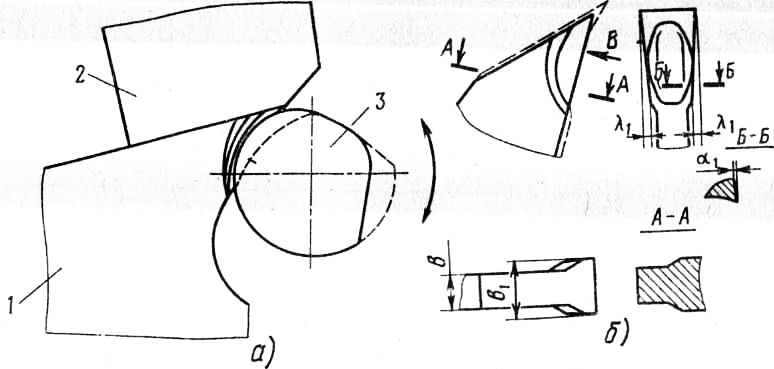
Рис. 2. Плющение зубьев пил: Уширение зубьев пил плющением выполняют следующим образом. Зуб пилы устанавливают между плющильным валиком и наковальней так, чтобы задняя грань зуба пилы упиралась в наковальню, а передняя грань касалась рабочего профиля валика в точке наименьшего радиуса. В этом положении зуб закрепляют и поворачивают валик, который путем плавного увеличения радиуса рабочего профиля внедряется в переднюю грань зуба и вызывает его уширение. Затем плющеному зубу придают правильную геометрическую форму путем формования (обжимом) или абразивным методом и затачивают по профилю. Полуавтомат ПХФ-3 предназначен для холодного плющения и формования зубьев рамных и тарных пил всех типоразмеров по ГОСТ 5524—75* и 10482—74*, а также круглых по ГОСТ 980— 80* диаметром 300 …900 мм и толщиной до 3,6 мм. По общей компоновке полуавтомат представляет собой двухсекционный прямоугольный параллелепипед, его нижняя секция — станина коробчатого типа, к задней стенке которой прикреплена гидростанция. На передней стенке станины смонтирован стол, на котором крепят регулируемые по высоте приспособления с тем или другим инструментом (рамной, круглой или тарной пилой). На станине смонтирована вторая секция такого же типа. Внутри и спереди нее установлены следующие главные механизмы полуавтомата: поворота плющильной головки, плющения, зажима и формования зубьев пилы. Механизмы закрыты ограждением. На правой стенке второй секции смонтирован механизм подачи пилы, сверху — пульт управления, а к задней стенке прикреплен шкаф с электроаппаратурой. Полуавтомат устроен следующим образом. Рамную, круглую или тарную пилу устанавливают в соответствующее приспособление, закрепленное на столе станка. При этом стол находится в крайнем нижнем положении. Стол с пилой поднимается в зону плющения и формования с помощью привода с электродвигателем и клиноременной передачей. Винтовая пара приводит в движение стол с приспособлением и обрабатываемым инструментом. Ручная поднастройка стола с инструментом по высоте подъема осуществляется вращением маховичка после нажатия на него в осевом направлении и зацепления конических шестерен. После включения полуавтомата в работу шток гидроцилиндра с установленной на штоке собачкой перемещается влево. Кончик собачки упирается в переднюю грань зуба и устанавливает пилу в исходную позицию для плющения. Чтобы исключить переброс пилы вперед по инерции, она подтормаживается колодкой с пружиной и колодкой, регулируемой на толщину пилы винтом. Далее следуют одновременно два движения механизмов полуавтомата. Шток гидроцилиндра перемещается влево, опуская нижний конец рычага и через серьгу — плющильно-формовочную головку. Одновременно подающая собачка под действием штока гидроцилиндра возвращается вправо до регулируемого на шаг пилы упора. При опускании плющильно-формовочной головки зуб пилы точно устанавливается в позицию для плющения. При этом наковальня опирается на спинку зуба, а плющильный валик касается его передней грани. Наковальню винтами можно настраивать на высоту плющения и устанавливать на задний угол зуба пилы.
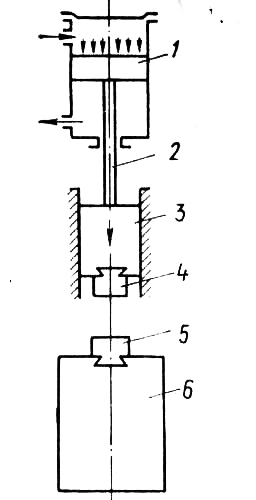
Рис. 3. Кинематическая схема полуавтомата ПХФ-3: Пила зажимается при подъеме штока гидроцилиндра, связанного серьгами с рычагами. Нижние плечи рычагов, воздействуя на винты и штоки зажимных колодок, зажимают полотно пилы. Плющение зуба происходит при повороте валика рычагами, под действием штоков гидроцилиндров. Валик настраивают на необходимый передний угол зуба пилы муфтами с торцовыми зубьями. Для продольного перемещения плющильного валика при износе его рабочего профиля служат винты. В исходное положение валик возвращается штоками, гидроцилиндров одновременно с разжимом полотна пилы, штоком гидроцилиндра. Подготовка к формованию зуба пилы начинается с перемещения вправо штока гидроцилиндра, поворота рычага и подъема за серьгу головки в положение для формования. При этом штоки формующего механизма расположатся соосно с винтами 8, 23 механизма зажима. Во время формования механизм зажима под действием гидроцилиндра со штоком нажимает через штоки, на плашки и производит пластическую деформацию расплющенной вершины зуба, создавая требуемые боковые углы и уширения зубчатого венца (на обе стороны). Уширение на каждую сторону полотна пилы можно регулировать путем смещения плашек. Для этого предварительно ослабляют, а после регулирования затягивают винты крепления плашек. В автоматическом режиме цикл работы полуавтомата повторяется до завершения обработки последнего (установленного по счетчику на пульте управления) зуба пилы. Полуавтомат готовят к работе в такой последовательности. Муфты расфиксируют, плющильный валик поворачивают и настраивают (по шкале) на передний угол зубьев пилы, после чего муфты затягивают контргайками. Ослабляют крепление винтов и наковальню настраивают (по шкале) на задний угол зубьев пилы, после чего наковальню фиксируют в требуемом положении (винтами). Зазор между наковальней и цилиндрической поверхностью плющильного валика, регулируемый винтом, должен составлять 0,1…0,15 мм. Формующие плашки регулируют и фиксируют винтами только, если необходимо изменить уширение зубьев пил на каждую сторону. Работают на станке в такой последовательности. В приспособление, закрепленное на столе, устанавливают обрабатываемый инструмент и включают кнопку ограничителя подъема пилы. Круглая пила смещается относительно стола влево по горизонтальной направляющей и после настройки возвращается в исходное положение. После этого включают с пульта управления электродвигатель подъема стола с обрабатываемым инструментом. Точную настройку высоты подъема инструмента производят маховичком, а толщины обрабатываемой пилы — маховичком винта. Рукояткой при выключенной гидростанции настраивают по шкале шаг зубьев пилы. После настройки регулировочный винт затягивают контргайкой. Маховичками винтов, по шкалам производят регулировку в соответствии с толщиной обрабатываемой пилы. Доступ к винтам, обеспечивается поворотом влево ограждения плющильно-формовочной головки и снятием щитка на правой стенке верхней секции станка. После регулирования винты, затягивают контргайками. Включая с пульта управления гидростанцию, производят контрольное включение манометра на гидростанции. Регулированием дросселя доводят давление в гидросистеме до 4 мПа. Переключатели рода работы (на пульте управления) ставят в положения «Наладка», «Один зуб», «Плющение с формованием», включают станок и производят контрольную обработку одного зуба. Проверяют качество плющения и формования и в случае необходимости дополнительно настраивают станок. Переключатели ставят в положения «Цикл», «Группа зубьев», «Плющение с формованием», по счетчику устанавливают число зубьев на пиле и включают станок на автоматическую работу. После завершения обработки всех зубьев станок автоматически выключается. Плющение зубьев пил в режиме без формования применяют только в случае последующей их наплавки стеллитом. При работе на плющильном станке важно правильно выбрать диаметр плющильного валика. Размер валика выбирают в зависимости от шага зубьев обрабатываемой пилы. При шаге 16 мм применяют валик диаметром 8 мм, при шаге 22 мм — диаметром 10 мм, при шаге 26 мм и более — диаметром 14 мм (для пил толщиной более 3 мм — валик диаметром 16 мм). Для контроля размера плющения и развода применяют раз-водомеры индикаторного типа или рычажные. Базовыми элементами в этих приборах служат выступы опорной площадки, мерительным — пята измерительного стержня, связанная с рычажным механизмом и стрелкой или же стандартным индикатором часового типа. При контроле мерительная пята должна касаться кончика зуба, базовые площадки плотно прилегать к боковой поверхности пилы. Перед началом работы разводомер выверяют на контрольной плите. Нормирование размеров развода и плющения — важнейшее условие качественного и высокопроизводительного пиления с оптимальным расходом древесины и режущего инструмента. Уширение зубьев пил на сторону зависит от физико-механических свойств древесины, ее влажности, времени года, применяемого оборудования и его состояния. При распиловке более твердой, а также промерзшей древесины развод (или плющение) должен быть меньше. Для мягкой волокнистой и влажной древесины, у которой способность к упругому восстановлению волокон проявляется сильнее, уширение зубьев пил на сторону должно быть больше. Рекомендуемое уширение зубьев пилы на каждую сторону методом развода или плющения с последующим формованием для круглых и ленточных пил приведено в приложении к ГОСТ 980—80*, 6532—77* 10670—77*. При распиловке хвойных пород для пил по ГОСТ 5524—75* уширение вершин зубьев на сторону после формования должно составлять (0,65 ±0,05) мм в любое время года при абсолютной влажности №<30% и (0,85± ±0,05) мм летом при W>30%. У пил по ГОСТ 10482—74* для аналогичных условий пиления эти значения должны составлять соответственно (0,35±0,05) и (0,5±0,05) мм. Реклама:Читать далее:Заточка зубьев пилСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|