|
|
Категория:
Приборы для измерения температуры Термоэлектрические преобразователи, поступающие в ремонт после разборки и очистки, тщательно осматривают, определяя состояние термоэлектродов, рабочего конца, защитной трубки и зажимов контактной головки. При осмотре электродов из неблагородных металлов проверяют, нет ли в них трещин, обрывов, которые могут появляться в условиях воздействия повышенных температур. При обнаружении дефектов термоэлектроды заменяют новыми, которые могут быть изготовлены из термоэлектродной проволоки. Последнюю нарезают на куски необходимой длины, скручивают между собой на рабочем конце и сваривают. Сваривать электроды можно в пламени электрической дуги или газовой горелки до появления шарика расплавленного металла на конце скрутки. Пластинчатые термоэлектроды сваривают обычно внахлестку с помощью аппарата для контактной сварки.
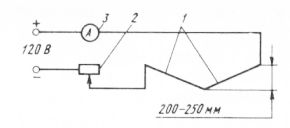
Рис. 1. Схема отжига термоэлектродов термопары Электроды термопар из благородных металлов помимо чистки подвергают отжигу, так как при длительной эксплуатации они загрязняются окислами металлов и науглероживаются. Отжиг электродов осуществляют электрическим током 10,5 — 11 А в течение 3 — 4 ч. Схема отжига показана на рис. 1. Электроды отжигаемой термопары присоединяют через реостат и амперметр к токоподводящим проводам, растягивая свободные концы в разные стороны так, чтобы рабочий конец стал ниже их на 200 — 250 мм. Включив ток, на верхние концы электродов наносят буру, которая, плавясь, каплями стекает по электродам, очищая их. Закончив очистку, электроды промьюают в дистиллированной воде. Чистку электродов также можно выполнять в крепком растворе соляной или азотной кислоты с последующей промывкой водой и сушкой. После ремонта на электроды надевают изоляционные трубки и присоединяют клеммную панель. На рабочий конец термопары надевают изоляционный наконечник и вставляют собранную термопару в защитную арматуру. После ремонта необходимо мегомметром измерить сопротивление электрической изоляции между термоэлектродами и корпусом, а также между отдельными термопарами двойных и многозонных термопар. Сопротивление изоляции должно быть не менее: 5 МОм — при температуре (20 ± 5) °С и относительной влажности до 80% для всех термопар; 0,5 МОм — при температуре 35 °С и относительной влажности (95 ± 3) % для влаго- и водозащищенных термопар. Термопреобразователи сопротивлений, поступившие в ремонт, подлежат разборке и внешнему осмотру, при котором устанавливают видимые повреждения защитной арматуры, чувствительного элемента, головки и зажимов. Поврежденный чувствительный элемент медного термопреобразователя подлежит замене новым или же его изготовляют в мастерской. Материалом для намотки может служить провод марки ПЭШО или ПЭС диаметром 0,1 мм. Провод равномерно наматывают на каркас и каждый слой покрывают бакелитовым или глифталевым лаком. Готовый элемент сушат при температуре 150 °С в течение 6 ч. После охлаждения выполняют проверку, подгонку и сравнение характеристик датчика с градуировочными данными. При ремонте платинового термопреобразователя сопротивления обрыв проволоки чувствительного элемента устраняют сваркой на небольшой вольтовой дуге, после чего элемент собирают заново. После ремонта производят проверку сопротивления чувствительного элемента. Проверка, подгонка и сравнение характеристик отремонтированного термопреобразователя с градуировочными данными должны осуществляться с помощью одинарного или двойного моста класса не ниже 0,05. Реклама:Читать далее:Ремонт манометрических термометровСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|