|
|
Категория:
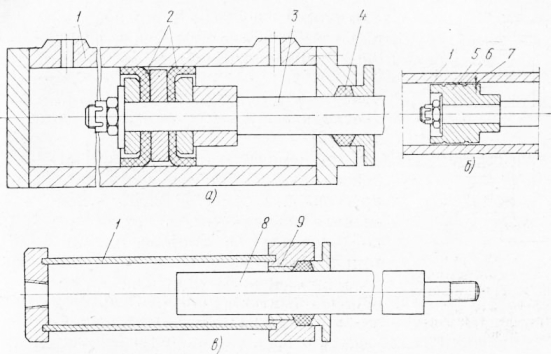
Ремонт промышленного оборудования Далее: Ремонт насосов Цилиндр в гидросистеме преобразует энергию движущейся рабочей жидкости в механическую энергию движущегося поршня. Существуют различные конструкции цилиндров, рассчитанные на разные усилия и скорости движения рабочих органов. При ремонте гидросистем осматривают полость цилиндра и шток гидропривода, проверяют их диаметры. Нецилиндричность не должна превышать 0,03 мм на длине 1000 мм; предельно допустимая бочко-образность и вогнутость 0,03 мм. Некруглость и нецилиндричность штока допускаются в пределах 0,01—0,02 мм. Если отклонения превышают допустимые и если на внутренней поверхности цилиндра имеются продольные риски и задиры, цилиндр растачивают, затем его притирают круглым притиром с абразивной пастой. Рационально исправлять полость цилиндра на внутришлифоваль-ном или токарном станке, применяя шлифовальные головки. Чистовую отделку обычно выполняют разверткой, укрепленной на борштанге. Практикуется также доводка цилиндров наждачной бумагой, навернутой на деревянную оправку. Диаметр оправки регулируют клином, вколачиваемым в ее торец. Прогрессивным процессом доводки полости цилиндра является обработка методом пластического деформирования в холодном состоянии при твердости не выше HRC40, что достигается при помощи раскаток. Этим методом получают очень чистую поверхность, при этом повышается производительность труда, достигается упрочнение поверхности (наклеп), повышающее поверхностную твердость, усталостную прочность износостойкость детали. Раскатывание осуществляют на токарных станках.
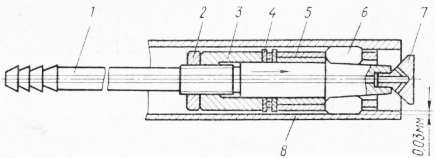
Рис. 1. Цилиндры гидросистем и конструкции их поршней: Раскатка состоит из оправки с конусом, по которому катятся пять конических роликов, равномерно расположенные по окружности. От выпадания их предотвращает сепаратор, свободно вращающийся на оправке. Во время раскатывания они прижимаются к упорному подшипнику. На наружный размер раскатка настраивается вращением регулировочной гайки 3, которая стопорится контргайкой. Когда регулировочная гайка вращается, ролики перемещаются вдоль рабочего конуса оправки, изменяя диаметр раскатки. Смещение сепаратора вправо ограничивается пробкой. Раскатку цилиндра осуществляют на токарном станке. Для этого Цилиндр закрепляют в шпинделе и базируют в люнете, а раскатку закрепляют в резцедержателе на суппорте станка. Раскатку вводят в Цилиндр и регулируют натяг. Раскатка работает без принудительной подачи благодаря тому, что ролики расположены под углом к ее оси. Смазочно-охлаждающая жидкость подается через центральное отверстие оправки раскатки. Режимы работы при обработке отверстий в деталях, изготовленных из стали 45, следующие: скорость 40 м/мин, подача 0,3—0,5 мм/об за один проход, припуск на раскатку 0,03—0,05 мм. При раскатывании достигается шероховатость поверхности 10—11-го классов, кроме того, ликвидируется нецилиндричность и некруглость отверстия. После обработки цилиндров несколько увеличивается их внутренний диаметр. В связи с этим приходится менять поршень и манжеты. Штоки ремонтируют шлифованием с последующей доводкой. Тонкие штоки заменяют новыми. Штоки диаметром до мм и длиной больше 500 мм выгодно изготовлять из мерного калиброванного прутка. Изношенные поршни, как правило, заменяют новыми.
Рис. 2. Раскатка Неисправности гидросистем в большинстве случаев устраняют их регулировкой и чисткой, а также фильтрацией масла. К ремонту приходится прибегать тем реже, чем правильнее эксплуатируется гидросистема. Обычно незначительного ремонта требуют детали механизмов подачи и распределения масла (клапаны, золотники, краны, дроссели, цилиндры, поршни) и большего — детали насоса. Для цилиндров шлифовальных станков, работающих при больших скоростях поршня и давлениях до 30 кгс/см2, допускается протекание до 500 см3/мин масла между стенками цилиндра и поршнем. Учитывая это, ремонтники-новаторы изготовляют в ходе ремонта поршни, рассчитанные на установку с зазором 0,03—0,05 мм. Такие поршни работают без трения и фактически не изнашиваются. Кроме того, движения стола становятся плавными и мягкими. Ремонт регулирующих и управляющих устройств гидросистем Ремонт таких деталей, как клапаны, золотники или краны (как и их изготовление), не составляет особых трудностей. Здесь главная задача — тщательное выполнение резьбовых соединений, аккуратная притирка игл и тарелок клапанов, подбор пружин по заданной характеристике. При осмотре золотников проверяют, нет ли на них, а гакже на поверхностях отверстий для золотников продольных рисок и задиров. Отверстия исправляют ручным развертыванием, растачиванием и притиркой. Золотник, исправленный или вновь изотовленный, шлифуют по диаметру отверстия, выдерживая допуски плотной посадки 1-го класса точности Обработанный шлифованием золотник притирают к его корпусу тонкой пастой с керосином. Реклама:Читать далее:Ремонт насосовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|