|
|
Категория:
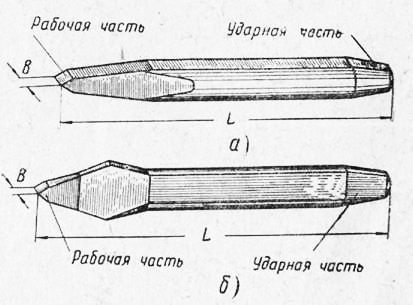
Слесарно-инструментальные работы Ручной режущий инструмент — это такая труппа инструмента, при работе которым оба рабочих движения (движение резания и движение подачи) осуществляются вручную. К самому распространенному инструменту этого типа следует отнести зубила, крейц-мейсели, ножовочные полотна, напильники, надфили и шаберы. Крейцмейсели (ГОСТ 7212-54) также различаются по длине режущей кромки В и имеют размеры: 2; 5; 8; 10; 12 и 15 мм. Общая длина их колеблется от 150 до 200 мм. Материалом для зубил и крейцмейселей служит инструментальная сталь марки У7А или ресеорно-пружинная сталь марки 60С2.
Рис. 1. Зубило (а) и крейцмейсель (б).
В качестве типичного ручного инструмента для отрезки и про резки шлицев находят применение ручные ножовочные полотна, форма, размеры и технические условия, на изготовление которых установлены ГОСТ 6645-53. Ножовочные полотна изготовляются длиной 300 и 350 мм, а толщиной 0,6 и 0,8 мм. Стандартом установлено четыре различных шага зубьев полотен: 0,8; 1,0; 1,3 и 1,6 мм. Полотна с шагом зубьев 0,8 и 1,0 мм служат для разрезки тонкостенных трубок и тонких листовых деталей; полотна с шагом 1,3 наиболее пригодны для работы по чугуну и с шагом 1,6 — для работы по мягкой стали. Чем тоньше разрезаемый материал, тем меньше должен быть шаг зубьев этого инструмента. Для облегчения процесса резания зубья полотен разводятся. Как известно, зубья ножовочных полотен заточке не подвергаются. Поэтому, чтобы стойкость полотна была выше, его зубья выполняются с большим задним углом а, равным 27—37°. Это заставляет изготовлять ножовочные полотна с минимально допустимым передним углом в пределах от 0 до 12°. Ножовочные полотна изготовляются из углеродистой инструментальной стали марок У8—У10 или легированной инструментальной стали марки 9ХС.
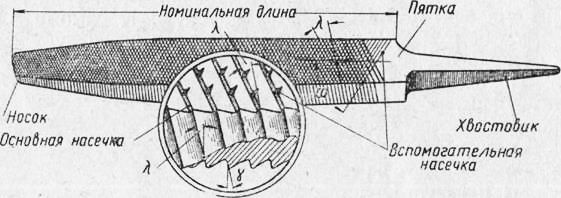
Рис. 2. Напильник и его элементы.
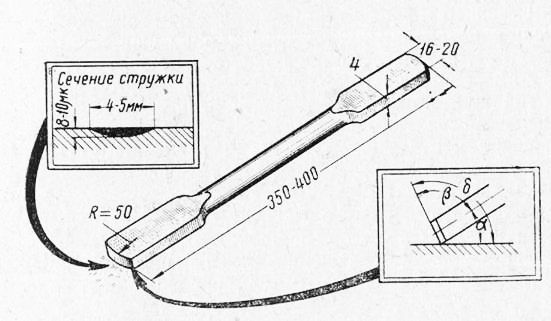
Не менее распространенным ручным инструментом слесаря являются напильники (рис. 2) и надфили, которые имеют общие конструктивные элементы. Надфили отличаются от напильников, главным образом, размерами и конструкцией хвостовика, имеющего цилиндрическую форму значительной длины. Форма, основные размеры и элементы конструкции напильников установлены ГОСТ 1465-53; надфилей ГОСТ 1513-53. Конструкция плоскопараллельных напильников с зубьями, образованными методом протягивания, дана в ГОСТ 7224-54. На процесс резания напильниками, как и любым режущим инструментом, непосредственное влияние оказывают геометрические элементы, образующие их зубья. К числу таких элементов относятся уже известные нам углы а, р, т, 8 , угол наклона основной насечки X (он же угол наклона главной режущей кромки у других инструментов) и угол наклона вспомогательной насечки ш (омега). Углы а, р, Т и 8 у всех стандартных напильников постоянны, также постоянны угол к , равный 20°, и угол со , принимаемый чаще всего равным 55°. Тем не менее, это вовсе не означает, что принятая у стандартных напильников геометрия одинаково хороша для опиливания всех металлов. Исследованиями профессора С. С. Четверикова установлена величина геометрических элементов зубьев напильников в зависимости от материала обрабатываемых деталей. висимости от номера насечки, но устанавливается на 1—5 зубьев меньше, чем число основных насечек. Насечка круглых и полукруглых напильников выполняется продольными рядками, имеющими различно направленные углы наклона насечки (елочкой). Напильники, выполненные с насечкой № 1, называются драчевыми, напильники с насечкой № 2 — личными, а имеющие насечку с № 3 по № 6 —-бархатными напильниками. Наиболее производительны драчевые напильники и наименее—-бархатные. Если сравнить производительность одинаковых напильников, то можно увидеть, что, например, напильник с насечкой № 2 снимает в единицу времени в 2 раза меньше металла, чем напильник с насечкой № 1; напильник с насечкой № 3 — в 3,2 раза меньше, а напильник с насечкой № 5 — меньше в 5 с лишним раз. Точность и чистота поверхности, обработанной напильниками, в значительной степени зависят от квалификации рабочего. Однако можно установить ориентировочные пределы достигаемой точности и чистоты при работе напильниками определенных номеров насечек. Наша промышленность изготовляет напильники с номинальной длиной от 100 до 450 мм и надфили длиной 40, 60 и 80 мм. Материалом для изготовления напильников всех разновидностей служат инструментальные углеродистые стали марок У10—У13А, а также хромистые стали марок ШХ6, ШХ9 и ШХ15. Напильники из хромистой стали работают производительнее по сравнению с напильниками из углеродистой сталй. Работая хромистыми напильниками, можно с обрабатываемой поверхности в единицу времени снимать на 15% больше металла. В зависимости от формы обрабатываемой поверхности применяются напильники различных поперечных сечений. Наивысшую степень чистоты и точности, какую только можно достигнуть слесарной обработкой, получают шабрением. Процесс шабрения осуществляется особым инструментом, который называется шабером. Если точность поверхности при опиливании напильниками с насечкой № 5—6 не превышает 15 мк, то точность шабрения достигает 4—6 мк. Высокая точность и чистота этого вида обработки объясняется особой формой стружки, снимаемой шабером, ее незначительной толщиной, геометрией режущей части и особенностями конструкции шабера. На рис. 4 приведена наиболее распространенная конструкция шабера, показаны сечение стружки и углы режущей части шабера. Изображенный на этой фигуре шабер легок по весу и немного пружинит при резании, что устраняет появление зарезов на шаброванной поверхности. Большой радиус скругления режущей кромки шабера R, равный 50 мм, способствует образованию гладкой поверхности на детали. Углы режущей части такого инструмента, предназначенного для обработки различных материалов, должны несколько отличаться друг от друга. Если принять угол установки шабера а равным 20°, то при обработке стали угол 3 должен быть равным 85°, а угол. следовательно, равным 105°. Соответственно эти углы при обработке чугуна и бронзы будут равны 95 и 115°. Это позволяет использовать одну и ту же рабочую часть шабера при обработке как стали, так и чугуна, повертывая его различными поверхностями к обрабатываемой детали.
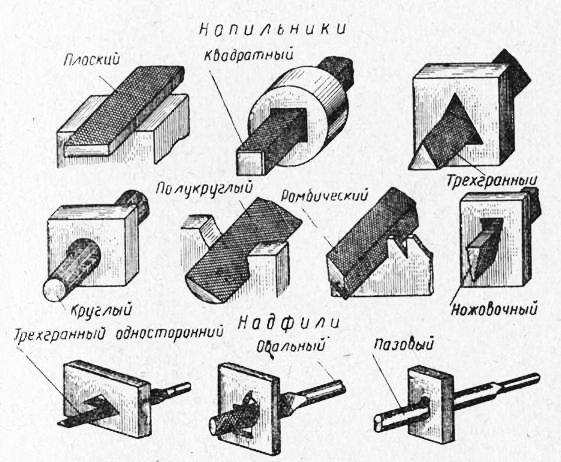
Рис. 3. Сечения напильников и надфилей.
Рис. 4. Конструкция шабера.
Такие инструменты используются для предварительного удаления значительных припусков, оставленных под шабрение, и называются резками. В качестве материала для изготовления резок применяются легированные и высоколегированные инструментальные стали. Производительность резок в 2—3 раза больше, чем инструмента, применяемого для окон! чательного пришабривания поверхностей. Реклама:Читать далее:Станочно-ручной режущий инструментСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|