|
|
Категория:
Граверное дело Далее: Настройка пантографов Для рационального использования станка-пантографа его необходимо снабдить наборными буквенными, цифровыми и другими шаблонами. При оснащении граверного участка число комплектов цифр и букв алфавитов определяется числом эксплуатируемых станков и, естественно, обслуживающего их персонала. При пользовании одним пантографом достаточно иметь два-три комплекта цифр и букв с высотой 14 мм, два-три комплекта Цифр и букв с высотой 10 мм, а также два комплекта математических знаков. Для граверного участка с большим числом пантографов (че-тыре-пять и более) изготовляют соответственно и большее число букв, цифр и знаков. Нормальный набор сменных шаблонов для такого участка должен состоять из русских, латинских и греческих букв, а также из арабских и римских цифр и различных знаков математических действий. Способы и приемы получения наборных шаблонов могут быть различными, но независимо от этого их изготовление начинаю! с ручного гравирования, посредством которого наборные шаблоны могут также быть полностью отгравированы вручную (включая изготовление заготовок, разметку и гравирование). При механическом изготовлении шаблонов с помощью пантографа также не обойтись без ручного гравирования, применяемого для изготовления копиров. Иногда для тиснения буквенных или цифровых шаб лонов применяют специальные стальные пуансоны. Материалы, употребляемые для производства наборных шаблонов способом штамповки, должны быть пластичными. Если ощупывающий палец изготовляют из стали марки У8А с соответствующей термической обработкой, то для шаблонов лучшим материалом как при ручном, так и при механическом гравировании являются менее пластичные материалы и металлы типа латуни J1C59. Заготовки для буквенных и цифровых наборных шаблонов изготовляют фрезерованием из листовой латуни толщиной от 2 до 3 мм. Форму заготовок определяют пазы копирного стола пантографа, в которых набирают тот или иной текст. Стандартная ширина паза копирного стола пантографа (любой системы) определяет высоту заготовки будущего шаблона. Ширину заготовки для шаблона выбирают в зависимости от размера высоты предполагаемого знака на шаблоне и от формы самой буквы или цифры. Угол типа ласточкина хвоста у заготовки шаблона должен соответствовать углу паза копирного стола пантографа. Например, для изготовления цифровых шаблонов с размером шрифта 14 мм ширина заготовки должна быть 11,4 мм, а для шрифта размером 10 мм ширина заготовки должна быть 8,3 мм и т. д. Наборные буквенные или цифровые шаблоны можно изготовлять полностью ручным способом. Для этого прежде всего производят тщательную разметку буквы или цифры и гравируют контур знака «в нутро». При этом форма штриха должна быть конусообразной, под углом 45—50° в любой точке пересечения штриха в поперечнике. Делая наборный шаблон ручным способом, необходимо в местах стыков и сопряжений линии контура букв сохранить заданный угол, глубину гравирования штриха и не допускать «ступенек» (переходы линий должны быть плавными). Если при ручном изготовлении наборных шаблонов не будет соблюдено это условие, то замедляется процесс гравирования и ухудшается качество. Кроме того, при плохо изготовленном шаблоне в местах стыка ощупывающий палец пантографа может за стревать, соскакивать или вовсе вырываться за пределы шаблона, в результате чего возможен неисправимый брак, так как резец повторит движения пальца. Гравирование наборных шаблонов необходимо выполнять точно по разметке так, чтобы после набора любого текста в пазе копирного стола пантографа все буквы на детали располагались строго по прямой линии. Для удобства настройки в средней части шаблонов гравируют центровые точки. Главной и самой важной подготовительной работой для изготовления наборных шаблонов механическим гравированием является изготовление для них копиров (моделей). Незаменимым материалом для этой цели служит органическое стекло, хорошо поддающееся как ручному, так и механическому гравированию. Затраты рабочего времени при изготовлении копиров из органического стекла снижаются почти в десять раз по сравнению со временем, необходимым для изготовления копира из латуни. Приступая к изготовлению копиров, нарезают заготовки из органического стекла толщиной 3—4 мм и размером 60X400 мм в количестве 15—20 штук таким образом, чтобы не разрушить защитную бумагу, приклеенную к поверхности органического стекла заводом-изготовителем. Затем заготовки складывают пакетом и фрезеруют на фрезерном станке все четыре стороны под углом 90°. Разметка ведется самым тщательным образом. Если на первой заготовке от нижнего края базы будет проведена линия по всей длине заготовки на расстоянии 10 мм, то это расстояние должно быть повторено с погрешностью ±0,05 мм на всех остальных заготовках. Иначе говоря, расстояние от базы, высота знака и все остальные исходные размеры должны быть абсолютно одинаковыми. Разметку всех необходимых букв, цифр и других знаков и гравирование по этой разметке следует производить строго по ГОСТ 3454—59, без произвольных отклонений. Следует помнить, что во время гравирования копиров с высокой точностью нужно внимательно следить за тем, чтобы не было даже самого незначительного отклонения от произведенной разметки.
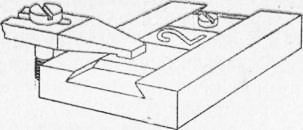
Рис. 1. Устройство для закрепления заготовок при гравировании наборных шаблонов
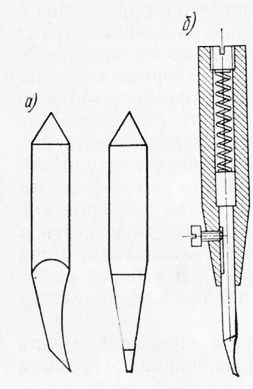
Когда копиры изготовлены и проверены, рабочие контуры букв, цифр и т. п. слегка смазывают машинным маслом для лучшего скольжения по ним ощупывающего пальца. Необходимо знать также, что изготовление копиров для производства буквенных и цифровых наборных шаблонов ведется по наибольшему размеру, т. е. если требуется получить наборные шаблоны с высотой букв в 20 мм, то копир делается (при масштабе 1 : 2) высотой 40 мм. Все остальные размеры шаблонов, например 14 мм, 10 мм и др., при уменьшении могут быть изготовлены путем перестройки плеч пантографа. Наборные шаблоны, как правило, изготовляют с одной установки. Определив место для установки копира на копирном столе пантографа, его закрепляют. Чаще всего для этого используют один из пазов копирного стола пантографа, который одновременно является и базой для установки всей партии копиров. На рабочем столе пантографа устанавливают и закрепляют специальное устройство (рис. 1), обеспечивающее точное базирование заготовок в одном и том же положении для гравирования будущих наборных шаблонов. Звенья пантографа настраивают в масштабе 1 : 2 и окончательно выверяют параллельность установки копира на копирном столе и приспособления с заготовкой для шаблона на рабочем столе пантографа. Затем затачивают и заправляют резец-фрезу под углом 45—50°, чем и заканчивается настройка станка. Во время гравирования первого шаблона определяют глубину резания, которую подбирают так, чтобы ширина штриха на поверхности шаблона была от 1,5 до 2 мм, после чего закрепляют копир-ный и рабочий столы. Таким образом, ширина и глубина штриха у наборного шаблона остается постоянной у всей изготовляемой партии шаблонов, так как рычаг шпинделя с резцом-фрезой в опущенном рабочем положении настраивается до упора. Наборные шаблоны изготовляют из латуни марки J1C59, однако, учитывая механические свойства этого металла (некоторую хрупкость), следует внимательно следить за состоянием резца-фрезы. Чем лучше заправлен режущий инструмент, тем чище будет получаться обрабатываемая поверхность. При замеченном дефекте штриха на шаблоне необходимо прекратить работу и немедленно заправить резец-фрезу, сохраняя при этом заданный угол заточки. При механическом гравировании на пантографе наиболее удобными для работы являются наборные шаблоны с высотой букв или цифр в 20, 14, 10 и 6 мм. Путем перестройки плеч пантографа можно получить буквы, цифры и знаки высотой от 15 до 1 мм и производить различные граверные работы с наборных шаблонов трех размеров. Для удобства набора всевозможных буквенных и цифровых обозначений и сокращения затраты рабочего времени при нахождении нужных букв или знаков наборные шаблоны следует содержать в определенном порядке в специальном ящике-кассе. Ящик-касса для шаблонов состоит из нескольких рядов ячеек; в каждой ячейке находятся буквы, цифры и знаки. Буквы в ячейках хранятся в алфавитном порядке, а цифры — в последовательности от 0 до 9. Все ячейки замаркированы теми знаками, которые в них хранятся. Например, первая ячейка имеет марку А, следовательно, в этой ячейке должны храниться только шаблоны с буквой А, во второй ячейке с маркой Б находятся шаблоны с буквой Б и т. д. Дно ящика всех ячеек имеет овальную форму, что обеспечивает быстрый захват букв во время составления текстов. Для рационального использования ящика-кассы гравер должен аккуратно им пользоваться, т. е. после окончания граверной работы буквы, цифры и знаки необходимо раскладывать по своим ячейкам. Только выполняя это обязательное условие, можно достигнуть значительной продуктивности в операции по составлению текстов из наборных шаблонов. Для гравирования букв, цифр и знаков механическим путем на изделиях применяются специальные шрифтовые шаблоны. На рис. 2, а изображены цифровые наборные шаблоны, имеющие в плане вид прямоугольника. Для многозначного числа требуется каждый шаблон вставлять в паз копирного стола пантографа, начиная с последнего шаблона, а затем всю строчку закрепить между двумя зажимными упорами. При замене шаблона необходимо вывести из паза упор, а затем и все шаблоны, расположенные левее его. После этого все шаблоны вновь вдвигают на место, в паз стола. Такая операция очень длительная. Для сокращения времени сборки шаблонов у них срезаны Два противоположных по диагонали угла и закруглены по радиусу, равному половине ширины шаблона (рис. 2, б). Такие шаблоны с буквенными или цифровыми знаками легко и свободно можно вставлять в паз копирного стола пантографа или в уннверсальные приспособления. Шаблоны закладывают в паз сверху, затем их слегка поворачивают, и они занимают нужное положение. При замене одного или нескольких шаблонов следует отвести один из упоров на ширину одного знака, развернуть шаблон и изъять его.
Рис. 2. Формы наборных шаблонов
Реклама:Читать далее:Настройка пантографовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|