|
|
Категория:
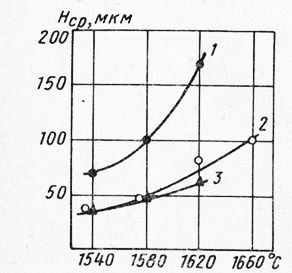
Покрытия литейных форм Шероховатость поверхности отливок зависит от множества факторов: способа формообразования, величины зерна и степени однородности формовочной смеси, средней толщины стенки отливки, массовой группы, качества противопригарных покрытий, метал-лостатического давления, состава сплава, температуры и продолжительности заливки, термической нагрузки формы, качества разделительных покрытий, газового режима формы и т. д. Ввиду многообразия факторов известные исследования по формированию поверхности отливки учитывают только наиболее важные из них. Б. Б. Гуляевым изучена зависимость шероховатости поверхности стальной отливки с толщиной стенок 5 мм от зернового состава формовочных смесей, температуры заливки и материала формы. Снятые профилограммы показали, что на данных тонкостенных отливках наиболее гладкая поверхность (Ятах = 30 мкм) получена при использовании наиболее мелкого песка фракции 270 меш. (сито 005), а наиболее грубая (Яшах = 260 мкм) оказалась на отливках, залитых в формах, облицованных песком фракции 40 меш. (сито 04). Кроме кварцевого песка облицовочную смесь приготовляли также из хромомагнезита и хромистой руды с модулями мелкости 69,8; 112,5 и 115,0 соответственно. Формы заливали при различной температуре в пределах 1540—1650 °С. График (рис. 1), построенный на основании обработки профилограмм, снятых с поверхности соответствующих отливок, показывает зависимость шероховатости поверхности отливок Яср от температуры заливки и материала формы. При повышении температуры заливки шероховатость поверхности увеличивается. В силу большой теплоаккуму-лирующей способности форм из хромомагнезита и хромовой руды, а следовательно, более интенсивного затвердевания поверхностной корочки отливок шероховатость поверхности, полученная в этих формах, с повышением температуры заливки увеличивается не так резко. С f увеличением степени уплотнения формы шероховатость поверхности отливок уменьшается.
Рис. 1. Зависимость шероховатости отливки от температуры заливаемого металла:
1 — форма из кварцевого песка; 2 — форма из хромомагнезита; 3 — форма из хромистой руды
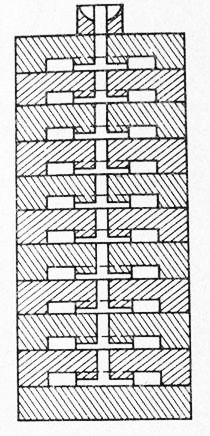
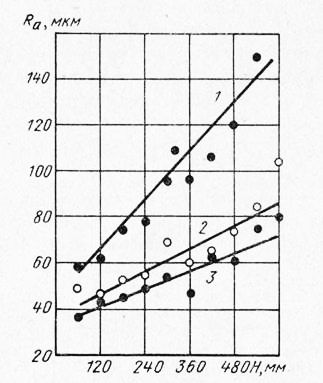
Исследовано также влияние химического состава чугуна и зернистости формовочной смеси на шероховатость отливок, полученных в жидкостекольных формах, собранных в стопку (рис. 2). Установлено, что при одинаковом модуле мелкости песка с увеличением эвтектичности чугуна (следовательно, снижением поверхностного натяжения и повышением жидкоте-кучести) шероховатость поверхности увеличивается. Повышение ферростатического давления способствует увеличению шероховатости литой поверхности, особенно при переходе на более крупные пески. На рис. 4 отчетливо виден рост шероховатости отливок по мере увеличения высоты столба металла в форме. С увеличением размеров зерен песка влияние ферростатического давления на рост шероховатости отливок более заметно. Представленная зависимость подтверждает, что поверхность одной и той же отливки, находясь в форме во время заливки под разным металло-статическим давлением, может иметь различную шероховатость.
Рис. 2. Форма для отливки образцов
1, 2, 3 — соответственно модули мелкости песков 61, 89 и 102
Рис. 3. Зависимость параметра Ra от высоты столба металла Я:
Для оценки шероховатости отливок-представителей применены литые эталоны с известной высотой неровностей. Класс шероховатости поверхности стальных отливок при этом процессе не уступает литью в оболочковые формы. Машинной формовкой встряхиванием получают чистоту поверхности стальных отливок по 2—1-му классу шероховатости и грубее. Более высокому классу чистоты соответствуют отливки размерной группы до 100 мм. Чугунные отливки получаются с меньшей шероховатостью, чем стальные, при всех способах формообразования. Особенно заметно повышение чистоты поверхности чугунных отливок при оболочковом литье (4—6-й классы шероховатости). При повышении технического уровня производства чистота поверхности мелких отливок может быть повышена на 1—2 класса. Реклама:Читать далее:Эталоны и приборы для определения шероховатости поверхностиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|