|
|
Категория:
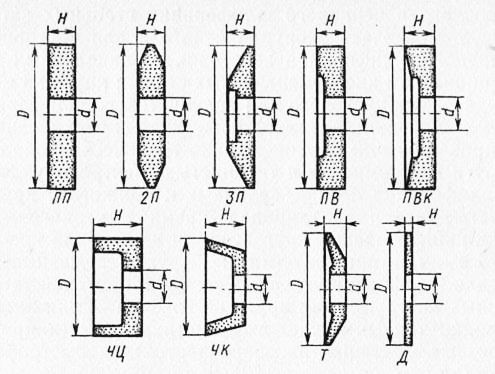
Слесарно-инструментальные работы Шлифовальный круг — режущий инструмент, представляющий собой тело вращения, рабочая часть которого содержит абразивные зерна. Шлифовальные круги различаются по геометрической форме, размерам, видам шлифовального материала, размеру абразивных зерен, виду связи (служащей для закрепления абразивных зерен), структуре и твердости. Формы сечений шлифовальных кругов, наиболее часто применяемых в инструментальном производстве,’ показаны на рис. 1. Круги плоского прямого профиля (ПП) применяют при круглом наружном и внутреннем шлифовании, при плоском шлифовании периферией круга, при заточке режущего инструмента, резьбошлифовании, ручном обдирочном шлифовании. Плоские круги с коническим профилем (2П) применяют для резьбо-шлифования, шлифования шлицевых валов и зубошли-фования. Плоские круги с выточкой (ПВ и ПВК) имеют универсальное применение (такое же, как круги профиля ПП) и позволяют одновременно шлифовать цилиндрические и торцовые поверхности. Круги чашечные цилиндрические (ЧЦ) применяют для внутреннего круглого шлифования периферией, для плоского шлифования торцом и для заточки режущего инструмента. Круги чашечные конические (ЧК) используют для заточки режущих инструментов и для плоского шлифования торцом. Тарельчатые круги (Т) применяют для затачивания многозубых режущих инструментов (фрез, разверток, червячных фрез). Отрезные круги (Д) используют для отрезки заготовок из прутка.
Рис. 1. Формы сечений шлифовальных кругов
Абразивные материалы делятся на естественные и искусственные. В шлифовальных кругах применяют преимущественно искусственные шлифовальные материалы: электрокорунд нормальный (1А), белый (2А), хромистый (ЗА), титанистый (ЗА); монокорунд (4А); карбид кремния черный (5С) и зеленый (6С); эльбор (Л); алмаз природный (А) и синтетический (АС). Общим для этих материалов является высокая твердость. Теплоустойчивость, определяемая температурой, при которой абразивный материал сгорает на воздухе, составляет для электрокорунда 1250—1800 °С, карбид кремния —1300—1400, эльбора —1400—1500 и алмаза — 600—700 °С. Круги из электрокорунда нормального применяют для обдирочного и чернового шлифования стальных заготовок; круги из электрокорунда белого — для чистового и отделочного шлифования заготовок из закаленных конструкционных и инструментальных сталей; круги из монокорунда — для чистового или получистового шлифования высоколегированных сталей, подвергнутых азотированию, хромированию или другой химико-термической обработке; круги из хромистых и титанистых электрокорундов — для шлифования сталей, склонных к прижогам; крупнозернистые круги из карбида кремния черного — для правки шлифовальных кругов; круги из карбида кремния зеленого — для правки алмазных кругов; алмазные круги — для шлифования твердых сплавов и заточки твердосплавных инструментов; круги из эльбора — для заточки и доводки точных и сложных инструментов (например, зуборезных фрез, протяжек, разверток) из быстрорежущей стали. За размер абразивного зерна условно принимают наименьший размер ячейки сита в свету, через которые оно проходит. По зернистости шлифовальные материалы делятся на три группы: Связка соединяет абразивные зерна и совместно с ними образует структурное строение тела круга и рельеф его режущей поверхности. От физико-механических свойств связки зависят прочность круга и качество обработанной поверхности. Различают следующие виды связки: керамическая (К), бакелитовая (Б), вулканитовая (В), металлическая (М) и др. Керамическая связка применяется для всех шлифовальных кругов (и всех видов шлифования), кроме отрезных. К недостаткам керамической связки относится ее высокая хрупкость, поэтому круги на этой основе нельзя применять при работе с большими ударными нагрузками, т. е. при обдирке. Бакелитовую связку применяют в кругах, предназначенных для силового скоростного обдирочного шлифования, отрезки, заточных операций (без охлаждения). Вулканитовую связку (на основе синтетического каучука) используют в кругах, предназначенных для отрезных работ, прорезки тонких пазов и для отделочного полирования. Металлические порошковые связки применяют в алмазных кругах, предназначенных для предварительного и окончательного шлифования твердых сплавов. Под твердостью шлифования круга понимают его свойство сопротивляться нарушению сцепления между зернами и связкой. По степени твердости круги делятся на мягкие (Ml, М2, МЗ), среднемягкие (СМ1, СМ2), средние (CI, С2); среднетвердые (СТ1, СТ2, СТЗ), твердые (Tl, Т2), весьма твердые (ВТ1, ВТ2) и чрезвычайно твердые (ЧТ1, ЧТ-2). В обозначение степени твердости цифры 1, 2, 3 характеризуют увеличение твердости круга. Чем тверже круг, тем более прочно связка удерживает зерно. Чем тверже шлифуемая заготовка, тем менее твердым выбирают шлифовальный круг. Круги мягкие и среднемягкие применяются для шлифования закаленных заготовок из углеродистых, легированных и инструментальных сталей, а также из цветных металлов и их сплавов; круги среднемягкие и средние — для чистового и фасонного шлифования тех же материалов; круги средние и среднетвердые — для шлифования незакаленных сталей; твердые круги — для черновых обдирочных операций; весьма и чрезвычайно твердые круги — для правки шлифовальных кругов. При шлифовании режущая поверхность круга постепенно затупляется или засаливается; при этом происходит налипание стружки на зерна и заполнение пор, рельеф круга сглаживается и круг теряет режущую способность. Восстановление геометрии и режущей способности круга осуществляют с помощью специальной операции — правки круга, которую выполняют алмазными и безалмазными инструментами. К первым относятся алмазные карандаши, алмазы в оправах, алмазные ролики прямого и фасонного профиля; ко вторым — шарошки, металлические звездочки, стальные и твердосплавные диски, шлифовальные круги высокой твердости. Правка алмазными инструментами по сравнению с правкой безалмазными инструментами обеспечивает более высокую стойкость круга, снижает расход абразива, требует меньше времени и повышает качество шлифования.
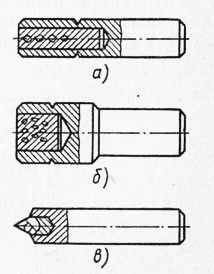
Рис. 2. Алмазные карандаши с расположением алмазов цепочкой (а), слоями (б) и алмаз в оправе (в)
Правку кругов по цилиндрической и конической поверхностям и по торцам производят алмазным карандашом. Для окончательной правки по фасонному профилю используют алмаз в оправе. Чтобы снизить расход алмаза предварительно заправляют по профилю вручную куском твердого карбид-кремниевого крупнозернистого круга. Реклама:Читать далее:Работа на плоскошлифовальном станкеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|