|
|
Категория:
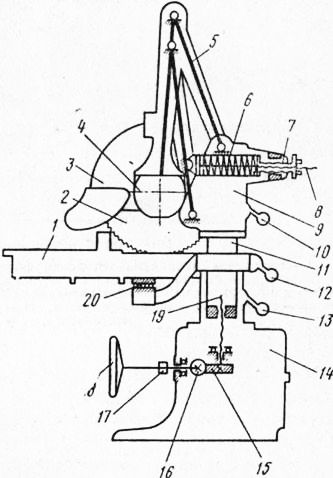
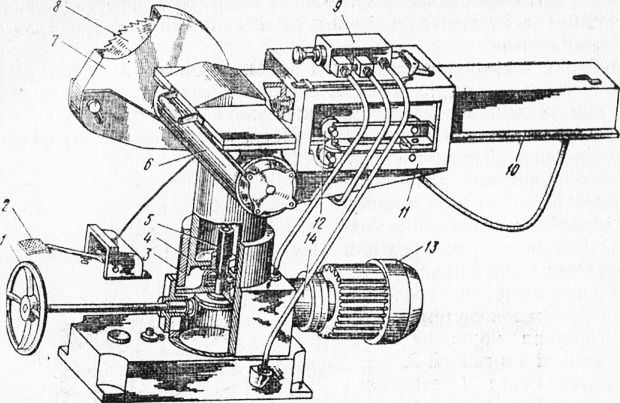
Деревообрабатывающие станки Конструкция Торцовочный шарнирный станок ЦМЭ-2М (рис. 1) предназначен для поперечного раскроя досок и брусков. Электродвигатель, вал которого одновременно служит и пильным валом, крепится к установленной на полой цилиндрической стойке головке с помощью шарнирной системы рычагов. Длина плеч рычагов и точки их закрепления на головке выбраны с расчетом обеспечения прямолинейности траектории перемещения оси пильного вала при движении подачи. Вместе с электродвигателем над пильным диском на поворотной опоре установлено ограждение, система крепления которого Позволяет при движении подачи сохранить положение ограждения в горизонтальной плоскости неизменным. Несколько выше электродвигателя расположены кнопки управления и рукоятки для перемещения вручную узла резания в направлении подачи; в исходное положение узел резания возвращается пружиной, заключенной в стакан, соединенный с рычажной системой. Усилие действия пружины изменяют винтом и гайкой. Рабочий стол закреплен на шариковой опоре, что позволяет устанавливать и закреплять его рычагом фиксатора в соответствующем положении при распиловке досок и брусков длиной до 1200 мм под углом, отличным от прямого. При поперечном раскрое под углом более длинных досок или брусков изменяют положение головки. Для установки головки (путем поворота ее вручную вокруг стойки) имеется лимб, положение по высоте изменяют подъемом механизма резания. Для этого маховичком через шестерни передают движение винту, находящемуся в зацеплении с гайкой стойки. После установки стойки по высоте рычагом фиксируют ее в этом положении. Торцовочный станок ЦПА-40 (рис. 2) предназначен для поперечного раскроя пиломатериалов, щитов и заготовок. На станине станка крепится колонка в опорных роликах, с помощью которой перемещается суппорт. На суппорте установлен электродвигатель с удлиненным валом. На этом валу закреплена пила с ограждением. Механизм установки суппорта по высоте состоит из маховичка, зубчатой пары и винта для подъема колонки. Подача пилы осуществляется суппортом от гидропривода (рис. 3).
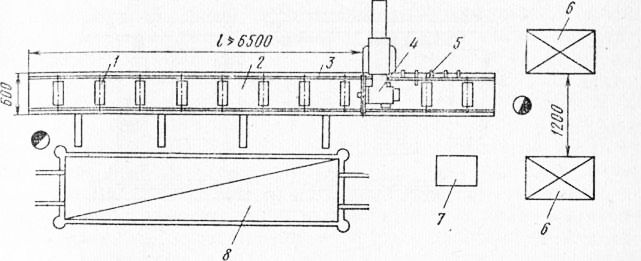
Рис. 1. Торцовочный шарнирный станок ЦМЭ-2М:
1 — стол, 2 — пильный диск, 3 — ограждение пильного диска, 4 — электродвига тель, 5 — шарнирная рычажная система 6 — пружина, 7 — гайка, 8 — винт, 9 — го ловка, 10, 12, 13 — рычаги фиксатора по ложений элементов станка, 11 — стойка 14 — станина, 15, 16 — винтовые шестерни 17 — шкала с лимбом, 18 — маховичок механизма подъема стойки с узлом резания, 19 — винт, 20 — шариковая опора стола
Рис. 2. Торцовочный станок ЦПА-40:
1 — маховичок механизма установки суппорта по высоте, 2 — педаль включения подачи, 3 — стакан станины, 4 —колонка, 5 — винт подъема колонки, 5 — электродвигатель пилы, 7 —ограждение пилы, 8 — пила, 9 — золотник гидропривода, 10 — суппорт, 11 — обойма колонки, 12 — опорные ролики, 13 — электродвигатель гидронасоса, 14 — масляный насос
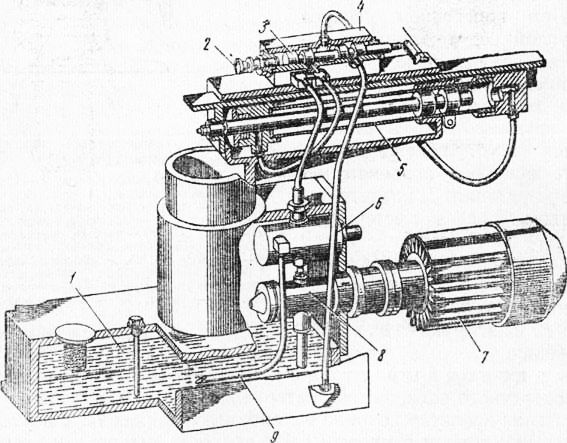
Рис. 3. Объемный гидропривод станка ЦПА-40:
1 — бак, 2 — винт регулирования скорости подачи, 3 — поршень золотникового гидроаппарата, 4 — золотниковый гидроаппарат, 5 — гидроцилиндр, 6 — предохранительный клапан, 7 — электродвигатель, 8 — шиберный насос, 9 — сливная труба
В процессе работы шиберный насос подает рабочую жидкость в предохранительный клапан; избыток ее сливается через сливную грубу в бак. При нажиме на педаль, которая связана с поршнем золотникового гидроаппарата гибкой передачей, поршень перемещается влево, соединяя с напорной линией правую и левую полости гидроцилиндра. От сливной линии обе полости изолированы. Рабочая жидкость из левой полости цилиндра и напорной линии поступает в правую полость, перемещая поршень и соединенный с ним штоком суппорт станка влево. В крайнем левом положении суппорт воздействует на рычаг перемещения поршня золотника и переводит его в правое положение. При этом правая полость цилиндра соединяется со сливной линией, а левая — с напорной, и суппорт возвращается в исходное положение.
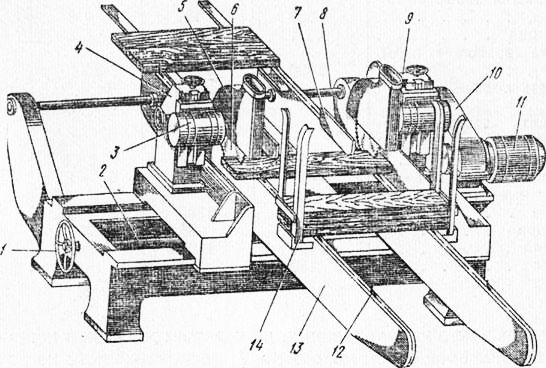
Рис. 4. Схема двухпильного концеравнительного станка Ц2К12:
1 — маховичок, 2 — винт, 3 — электродвигатель, 4 — подвижная стойка, 5 — кожух, 6 — пила, 7 — прижим, 3 — вал механизма подачи, 9 — неподвижная стойка, 10 — редуктор, 11 — электродвигатель подачи, 12 — упор цепи механизма подачи, 13 — кронштейн-стрела, 14 — магазин-питатель
Гидропривод подачи рассчитан на выполнение двойного хода суппорта за 1,5 с. Скорость подачи суппорта за рабочий ход регулируется в пределах 5 — 39 м/мин винтом, который ограничивает ход поршня золотникового гидроаппарата, изменяя его живое сечение, а следовательно, и пропускную способность. Скорость холостого хода постоянна. Станок должен быть оборудован роликовым столом с откидными или утепляемыми упорами. К круглопильным станкам для поперечной распиловки относятся также двухпильные концеравнительные. На них выполняют поперечный раскрой заготовок кратных длин и прирезку заготовок по длине. Вдвухпильном концеравнительном станке Ц2К12 (рис. 4) стойка неподвижно закреплена на станине, а стойка установлена в направляющих, по которым она может перемещаться вдоль станины вращением маховичка, расположенного на конце винта. Винт соединен с подвижной гайкой, закрепленной на стойке. На каждой стойке с помощью суппорта укреплено по электродвигателю. На вал каждого из них насажена пила. При настройке пилы можно поднимать, опускать и перемещать в стороны. Каждая из стоек снабжена кронштейном-стрелой. На кронштейнах находятся ведущие и ведомые звездочки цепного механизма подачи, а также магазин, из которого заготовки по одной упорами цепей подаются к пилам. Изменяют скорость подачи переключением двухскоростного электродвигателя и шестерен редуктора. Выбор режима работы При поперечном пилении скорость подачи рассчитывают таким же методом, как и при пилении на станках для продольной распиловки. При расчете режимов резания можно допустить загрузку основного двигателя на 120—130%, так как в процессе работы пиление занимает нередко 30% времени, остальное время двигатель работает вхолостую. Настройка станков Перед настройкой станков необходимо убедиться, что пила вращается таким образом, что торцуемый материал прижимается к опорным плоскостям (столу, брусу или направляющей линейке). У станков ЦМЭ дополнительно проверяют исправность устройств, обеспечивающих принудительное возвращение пилы в исходное положение, при котором зубья пилы должны находиться не менее чем на 50 мм за пределами направляющей линейки. Пилы и концевые ограничители необходимо установить так, чтобы после обработки торцы заготовок были перпендикулярны базовым кромкам, а заготовки имели заданную длину. Базовой является кромка, которой заготовка прижимается к упорной линейке. Для проверки перпендикулярности движения пилы относительно боковой упорной линейки угольник длинной стороной (не менее 500 мм) прижимают к упорной линейке и при невключенном двигателе вручную проводят пилу мимо угольника. Зубья пилы должны пройти вдоль кромки угольника с одинаковым зазором. Если величина зазора по мере движения пилы меняется, положение линейки следует изменить. После повторной проверки нужно взять брусок с прямолинейной кромкой, прижать его к линейке, отпилить конец и, приложив к пропилу угольник, убедиться в перпендикулярности торца базовой кромке. Непараллельность пилы и проверочного угольника может быть из-за недопустимо больших зазоров в направляющих суппорта. Этот дефект устраняют наладчики. В концеравнительных станках пилы относительно опорных плоскостей устанавливают путем поворота рабочих органов, закрепленных на суппорте с поворотным устройством. Они должны быть под прямым углом к опорным плоскостям или под углом, отличным от него на величину до 45°. Расстояние между пилами настраивают перемещением стойки с пильным суппортом и уточняют перемещением пил с помощью суппортов. Оно должно быть на 1 мм (припуск на развод зубьев) больше длины выпиливаемых заготовок. Правильность настройки проверяют пробной распиловкой и измерением длины у полученных при этом заготовок. Если длина будет находиться в пределах допуска, настройка считается законченной. У обработанной на концеравнительном станке заготовки торцы должны быть перпендикулярны продольной базовой кромке. Если торцы не перпендикулярны, проверяют положение упоров подающих цепей с помощью точно обработанного бруска. Брусок одной кромкой прижимают к упорам, а к другой его кромке прикладывают угольник. Если направляющие не перпендикулярны кромке бруска, изменяют положение упоров. Работа на станках На рис. 5 показана схема организации рабочего места у торцовочного станка ЦПА-40. Станок обслуживают двое рабочих. Они берут из штабеля 8 очередную раскраиваемую доску, кладут ее на роликовый стол 2 и придвигают к пиле с таким расчетом, чтобы обрезать дефектный конец доски или выровнять ее торец. Левой рукой станочник прижимает доску к упорной линейке 3 и включает механизм подачи пилы. Очень важно, чтобы доски плотно прижимались к упорной линейке, так как в противном случае не будет достигнута перпендикулярность торцов кромке. Станочник, прижимая левой рукой доску к линейке, должен держать руку на безопасном расстоянии от пилы (не ближе 300 — 400 мм). На торцовочном станке с ручной подачей пила вручную надвигается на распиливаемую заготовку. Двое рабочих передвигают доску до нужного упора, станочник надвигает пилу, и заготовка отрезается, а пила противовесом или вручную отводится в исходное положение. Третий рабочий снимает заготовки, выходящие из станка, и укладывает их на платформу, а также сбрасывает отходы в контейнер. При раскрое коротких досок торцовочный станок обслуживают двое рабочих. Если доски раскраивают на станке ЦПА-40 на короткие заготовки (600—500 мм), то вместо педального управления можно включать автоматическую подачу, отрегулировав ее скорость таким образом, чтобы между двумя ходами пилы можно было установить доски для нового реза. Повышается производительность станка и облегчается труд, если торцовочный станок оборудован подъемным лифтом, благодаря которому верхний ряд предназначенных к раскрою досок в штабеле всегда находится на одной высоте, удобной для рабочих. При работе на концеравнительном станке станочник укладывает обрабатываемые заготовки перед упорами подающих цепей или в магазин, прижимая их одним торцом к неподвижному торцовому упору, а второй рабочий снимает заготовки на выходе из станка и укладывает их на платформу, а также удаляет отходы.
Рис. 5. Организация рабочего места у торцовочного станка ЦПА-40:
1 — ролик, 2 —роликовый стол, 3 —упорная линейка, 4 — станок, 5 —откидные упоры, 6 — штабеля обработанных заготовок, 7 — контейнер для отходов, 8 — штабель досок, предназначенных для раскроя
Нужно обращать особое внимание на размеры подаваемых в станок заготовок, так как чрезмерно длинные, а также короткие заготовки могут вызвать поломку станка. Если на поверхности пропила появляются мшистость, крупные риски, необходимо сменить пилы, так как это указывает на затупление их зубьев. На концеравнителе, обладающем высокой производительностью, следует обрабатывать одновременно крупные партии заготовок, торцуемых на один размер, чтобы избежать потери времени на настройку станка. Реклама:Читать далее:Универсальный круглопильный станок Ц-6Статьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|