|
|
Категория:
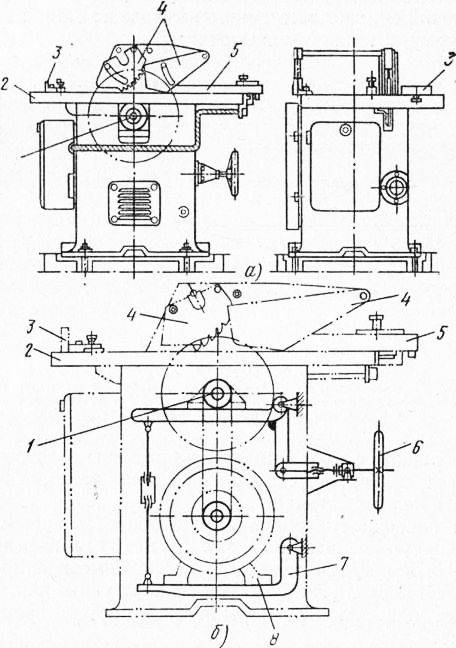
Деревообрабатывающие станки Далее: Форматные станки Конструкция Универсальный круглопильный станок Ц-6 (рис. 1) предназначен для продольной и поперечной распиловки досок, брусков и щитов. Станина станка литая, коробчатой формы. Внутри нее на двух связанных между собой, шарнирно закрепленных на станине плитах крепятся в подшипниках пильный вал и электродвигатель. Электродвигатель и пильный вал кинематически связаны между собой клинсременной передачей. Положение пильного вала и электродвигателя в вертикальной плоскости можно изменять маховичком 6, который связан винтом с гайкой, закрепленной на верхней плите. Натяжение ремней выполняется регулировкой длины штанги, соединяющей плиты. На столе предусмотрено отверстие для пилы и продольный паз, в котором может скользить передвижной упорный угольник.
Рис. 1. Универсальный круглопильный станок Ц-6:
а — общий вид, б — кинематическая схема; 1 — пильный вал, 2 —стол, 3 — упорный угольник, 4 — ограждение, 5 — направляющая линейка, 6 — маховичок механизма установки пилы по высоте, 7 — плита, 8 — электродвигатель
На столе же закрепляются направляющая линейка и ограждение пильного диска. Выбор режима работы Выбор режимов работы на станке аналогичен описанному для специализированных круглопильных станков. При продольной распиловке досок и заготовок или распиловке под углом к направлению волокон до 30° режимы выбирают так же, как для продольной распиловки; во всех остальных случаях — как для поперечной распиловки. Настройка станка При использовании станка Ц-6 для продольной распиловки нужно установить пильный диск так, чтобы он выступал над плоскостью стола на толщину распиливаемого материала плюс 10 — 15 мм. Настраивают станок на ширину заготовки следующим образом. Направляющую линейку устанавливают строго параллельно пильному диску на расстоянии от него, равном ширине выпиливаемой заготовки плюс 0,5 мм (при использовании плоских пил). Затем выпиливают одну-две заготовки и измеряют ширину их верхних и нижних пла-стей в четырех местах на расстоянии 30 — 40 мм от торцов. Станок считается настроенным, если результаты измерения размеров отличаются от заданных на величину, предусмотренную допуском. Если ширина верхней и нижней пластей различна, то это может быть следствием неперпендикулярности плоскости пильного диска плоскости стола или неперпендикулярности базовой кромки заготовки пласти. Для устранения дефекта следует взять для распиловки доску, ширина которой более двойной ширины выпиливаемой заготовки. После первого реза доску поворачивают нижней пластью вверх, чтобы базовой боковой кромкой была только что отрезанная поверхность пропила; после второго пропила вновь замеряют ширину пластей выпиливаемой заготовки. Если размеры пластей совпадают, то дефект получается из-за неперпендикулярности первой кромки к пласти, а не из-за плохой настройки станка. Разница же в размерах пластей указывает на перекос вала. В этом случае нужно установить пильный вал параллельно столу, что выполняют слесари-наладчики. Когда направляющая линейка не параллельна плоскости пилы, происходит отклонение заготовки от направляющей линейки или зажим заготовки между пильным диском и линейкой. В том и другом случае шероховатость поверхности пропила повышается, полотно нагревается, заготовки имеют непараллельные (косые) кромки. Для устранения этого дефекта надо ослабить крепление направляющей линейки и установить ее строго параллельно пильному диску, после чего снова закрепить. При настройке универсального станка с кареткой следует вначале убедиться в отсутствии люфта в опорах, затем в параллельности направляющих каретки плоскости пильного диска. Для этого каретку перемещают относительно пилы, замеряя расстояние от кромки каретки до плоскости пильного диска. Если это расстояние, замеренное в разных точках, остается постоянным, то направляющие параллельны плоскости пилы.
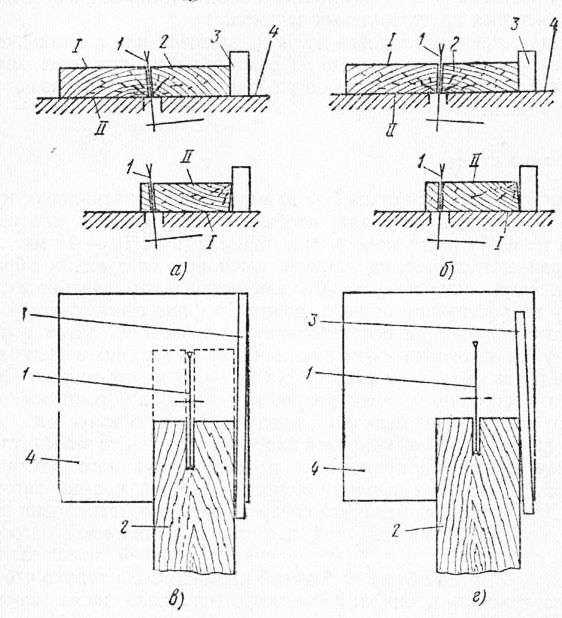
Рис. 2. Положение пилы по отношению к столу и линейке:
а, б — при непараллельности пильного вала поверхности стола, в, г — при непараллельности линейки плоскости пильного диска; 1 — пильный диск, 2 —заготовка, 3 — направляющая линейка, 4 — стол станка; 1—11 — верхняя и нижняя пласти заготовки
Изменяя положение упорной линейки, добиваются, чтобы она была установлена перпендикулярно пильному диску. Для этого прикладывают угольник одной стороной к упорной линейке, а второй — к плоскости пилы и передвигают линейку в положение, при котором кромки угольника прилегали бы одновременно к пильному диску и к линейке. Если при проверке будет установлено, что пильный вал имеет перекос относительно каретки в горизонтальной или вертикальной плоскостях, то необходимо изменить положение корпусов подшипников пильного вала.
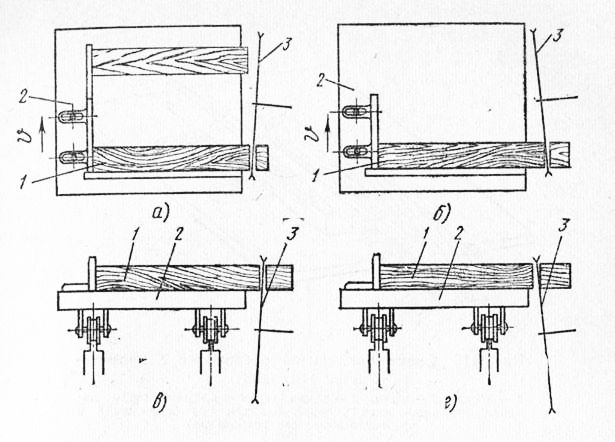
Рис. 3. Возможные положения пильного вала относительно каретки при его перекосе в горизонтальной (а, б) и вертикальной (в, г) плоскостях:
1 — заготовка, 2 — каретка, 3 — пила
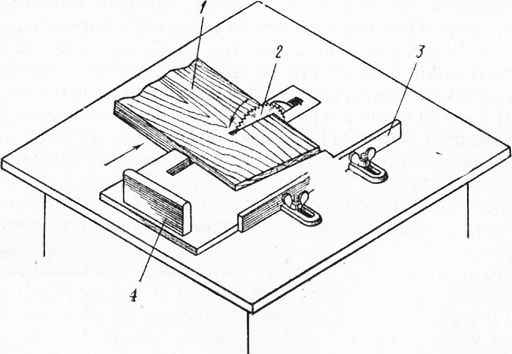
Работа на станках При торцовке заготовок станочник прижимает заготовку к упорному угольнику, продвигает ее до упора в направляющую линейку и, перемещая угольник с заготовкой, проводит рез. Отрезанная заготовка сбрасывается в бункер, а распиливаемый материал вместе с упорным угольником возвращается в исходное положение. При продольной распиловке часто при одной и той же настройке станка приходится выпиливать разные по ширине заготовки. Тогда направляющую линейку устанавливают по ширине наиболее широкой заготовки, а узкие выпиливают, не изменяя положение линейки, пользуясь закладками (рис. 4). Раскраивая доску на заготовки разной ширины, рекомендуется пользоваться одновременно только одной или двумя закладками. В процессе работы следует периодически проверять соответствие выпиливаемых заготовок предъявляемым требованиям, чтобы не допускать брака. При работе на станке Ц-6 с ручной подачей должны быть установлены: расклинивающий нож, ограждения и упоры против выброса заготовок (когти). Необходимо, чтобы толщина расклинивающего ножа превышала ширину развода зубьев больше чем на 0,5 мм, а нож отстоял от зубьев не дальше чем на 10 мм. Расклинивающий нож перемещают в плоскости диска пилы (удаляют или приближают к зубьям) рукояткой или маховичком. Когти устанавливают по обеим сторонам пилы.
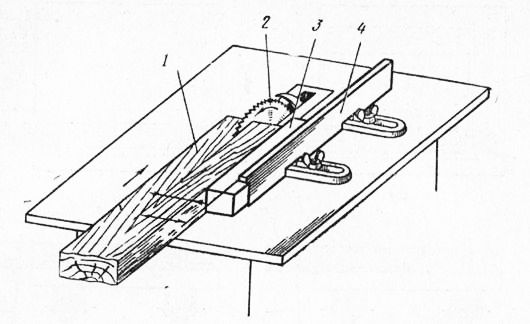
Рис. 4. Схема продольной распиловки с применением закладок:
1 — доска, 2 — пила, 3 — закладка, 4 — направляющая линейка (пильный диск условно показан без ограждения и противовыбросного устройства)
Ограждение верхней части пилы должно автоматически опускаться таким образом, чтобы открытыми оставались только зубья пилы, находящиеся в распиливаемой древесине. Категорически запрещается, заканчивая пропил, продвигать заготовку рукой. Ее проталкивают следующей заготовкой или специальным деревянным толкателем. Во время работы станка запрещается: останавливать пилу рукой или куском древесины; поднимать или снимать ограждение; чистить станок или щель, в которую входит пила.
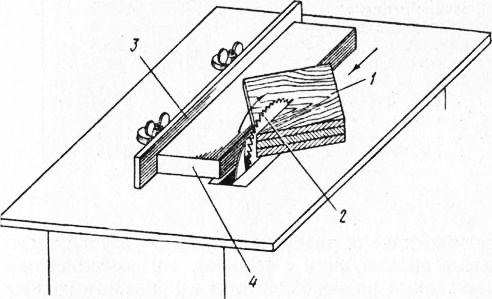
Рис. 5. Схема выпиловки коротких заготовок под углом на универсальном станке с применением приспособлений: 1 — заготовка, 2 — пила, 3 — направляющая линейка, 4 — приспособление
При работе на станке Ц-6 с кареткой подлежащие торцовке заготовки подают на пилу кареткой. Оба конца заготовок обычно оторцо-вывают за два приема. Если торцы параллельны, то перенастраивать станок не требуется. При опиливании двух торцов под разными углами рекомендуется вначале опилить первые торцы у всей партии заготовок, и затем уже настроить станок на второй угол. При распиливании коротких заготовок под углом (рис. 5) или квадратных по диагонали (рис. 6) применяют специальные приспособления. Если на каретке имеется откидной упор, то первый торец отпиливают на 10—15 мм при откинутом упоре для получения чистого торца. После этого заготовку поворачивают на 180°, отпускают упор и опиленным
Рис. 6. Распиловка квадрата по диагонали на универсальном станке с применением приспособлений: 1 — заготовка, 2 — пила, 3 — направляющая линейка, 4 — приспособление (пильный диск условно показан без ограждения и про-тивовыбросных устройств)
торцом прижимают к нему. Затем каретку подают на пилу и оторцовы-вают заготовки в размер. При оторцовке с постоянным упором на каретку целесообразно укладывать две заготовки: сначала заготовку с уже обрезанным торцом, прижимая ее к упорной линейке и упору, затем вплотную к ней — вторую, с необрезанными торцами, выдвигая ее за упор на величину припуска. Закрепив заготовки прижимами, каретку подают на пилу и одновременно обрезают торцы обеих заготовок; возвратив каретку в исходное положение, первую оторцованную с двух сторон заготовку укладывают в штабель, а вторую переворачивают на 180° и продвигают до линейки упора, затем берут следующую заготовку, прижимают ее к ранее уложенной, и процесс повторяется. Реклама:Читать далее:Форматные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|