|
|
Категория:
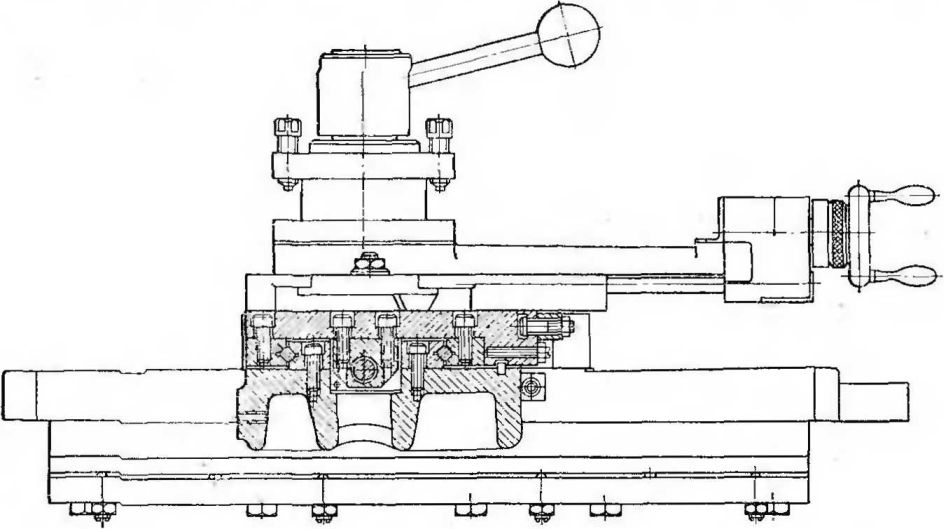
Токарные станки Суппорт служит для установки, закрепления на нем и перемещения резцов. Кроме того, на суппорте очень часто устанавливают дополнительные механизмы и приспособления, облегчающие отсчет перемещений и расширяющие технологические возможности станка (устройство для цифрового отсчета, индикаторный и жесткие упоры, подвижный люнет, конусную линейку, гидрокопировальный суппорт и т. д.). Суппорт состоит из каретки, перемещающейся по направляющим станины (нижние продольные салазки); поперечных салазок, перемещающихся перпендикулярно оси центров по каретке; верхних салазок с резцедержателем, перемещающимся по направляющим поворотного круга н& поперечных салазках. Каретка в малых токарных станках, главным образом настольных, перемещения не имеет и ее можно только переставлять по направляющим станины; крепление на станине осуществляется с помощью болтов, проходящих через пазы или отверстия станины. В тяжелых станках каретка перемещается только механически. В большинстве станков каретку можно перемещать вручную и механически с помощью реечной передачи при точении и с помощью ходового винта при нарезании резьб. Для более равномерного распределения давлений, передаваемых от суппорта на направляющие станины, целесообразно каретку суппорта выполнять симметричной. Однако это условие выполнить трудно, так как при нормальном (относительно малом) вылете конца шпинделя направляющие каретки упираются в корпус шпиндельной бабки, а фартук — в коробку подач. Это ограничивает подход резца к концу шпинделя. Для устранения не-дохода резца в некоторых случаях корпус шпиндельной бабки спереди «зауживают» дли обеспечения захода направляющих каретки, а когда это невозможно, смещают поперечную перемычку каретки влево. В зависимости от конструкции направляющих станины применяются различные способы регулирования зазоров между направляющими каретки и станины. В случае прямоугольных и призматических направляющих регулирование производится с помощью планок, поджимаемых винтами. При выполнении тяжелых торцовых работ крепление каретки на станине осуществляют при помощи прижимных планок. Необходимо отметить, что в крупных и тяжелых токарных станках с незакаленными направляющими для уменьшения износа опорных поверхностей каретки применяют накладки из бронзы, текстолита или фторопласта. Поперечные и верхние салазки перемещаются с помощью винтов и гаек. При этом диаметр и шаг винтов выбираются с учетом обеспечения самоторможения передачи (по этой же причине шариковые винтовые передачи качения, широко применяемые в станках с программным управлением, в поперечных салазках станков общего назначения не применяются). В малых станках для перемещения поперечных и верхних салазок наряду с парой винт-гайка находят применение рычажные устройства, при этом перемещение осуществляется только вручную.
Рис. 1. Направляющие качения для поперечных салазок станка 97ИТ
Направляющие для поперечных и верхних салазок чаще всего делают типа ласточкиного хвоста. В тяжелых станках находят применение прямоугольные направляющие со скошенными планками. Регулирование зазоров в направляющих салазок чаще всего осуществляется продольным перемещением клина. При этом клин располагается с противоположной стороны от действующих сил так, чтобы сила резания воспринималась направляющей без клина. В отдельных станках (с программным управлением) для поперечных салазок находят применение направляющие качения. На рис. 1 изображены направляющие качения для поперечных салазок станка 97ИТ класса А. Регулирование зазоров между нарезкой винта поперечной подачи и гайкой осуществляется ручным или автоматическим саморегулированием положения частей гайки. Для этих целей гайка выполняется из двух полугаек. Регулирование зазора осуществляется смещением или поворотом одной полугайки относительно другой. Различные конструкции гаек изображены на рис. 2, а—г, из них предпочтительной является конструкция, изображенная на рис. 2, а, практически не дающая перекоса при смещении подвижной полугайки. Тем не менее, регулирование зазора подтяжкой клина широко применяется в современных станках. В легких станках применяется регулирование с помощью подтяжки разрезной гайки, в тяжелых — поворотом одной полугайки с помощью червячной передачи.
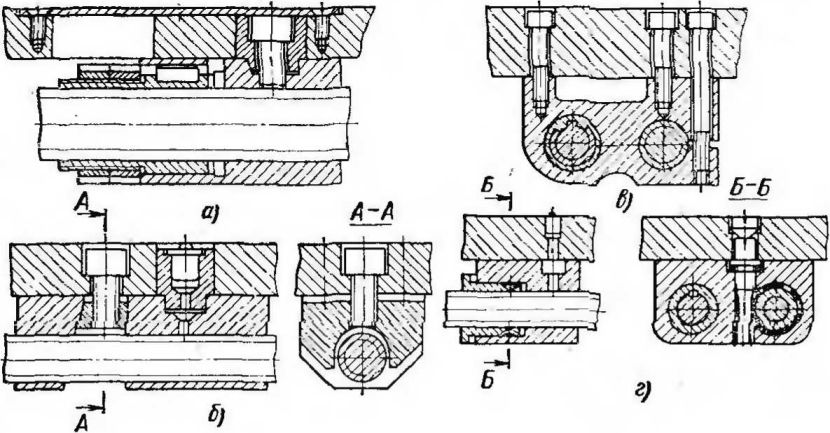
Рис. 2. Способы регулирования зазоров в паре винт-гайка:
а — выбор зазора в ходовом винте с помощью подвижной гайки; б — выбор зазора с помощью клина; в — выбор зазора путем упругих деформаций гайки; г — поворот полугайки с помощью червячной передачи
В отдельных станках нашло применение саморегулирование гаек с помощью пружин, действующих непосредственно на полугайки или посредством промежуточной передачи. Необходимо заметить, что нарезание торцовых резьб в этих случаях затруднительно. Конструкция винта для поперечных салазок и расположение опор, воспринимающих осевую нагрузку, в значительной степени зависят от выбранного способа соединения с копирно-конусной линейкой. Если винт не составной, то в случае расположения упорных подшипников для восприятия осевых сил спереди у лимба уменьшается «мертвый ход» лимба, легче обеспечивается соосность винта и опор. Недостатком такой конструкции является то, что винт в этом случае работает на сжатие. Для постановки на ставках конусной линейки необходима замена винта и ряда других деталей, сопряженных с ним. Эти детали необходимо изготовлять дополнительно и поставлять вместе с конусной линейкой. При установке и снятии конусной линейки необходим частичный демонтаж поперечных салазок с заменой винта и других деталей.
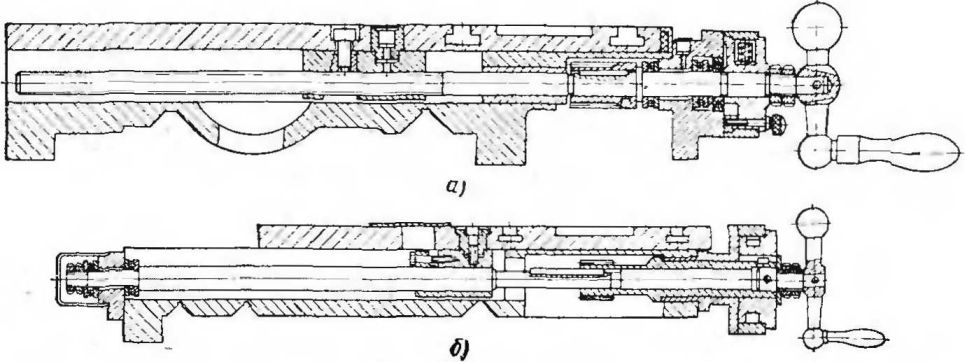
Рис. 3. Конструкции винтов поперечной подачи:
а — винт, работающий на сжатие; б — винт, работающий на растяжение
При расположении упорных подшипников для восприятия осевых сил сзади салазок телескопический винт делается из двух частей, соединяемых шпонкой. В этом случае возможно некоторое увеличение «мертвого хода» лимба для отсчетов поперечных перемещений, а также снижение крутильной жесткости винта.
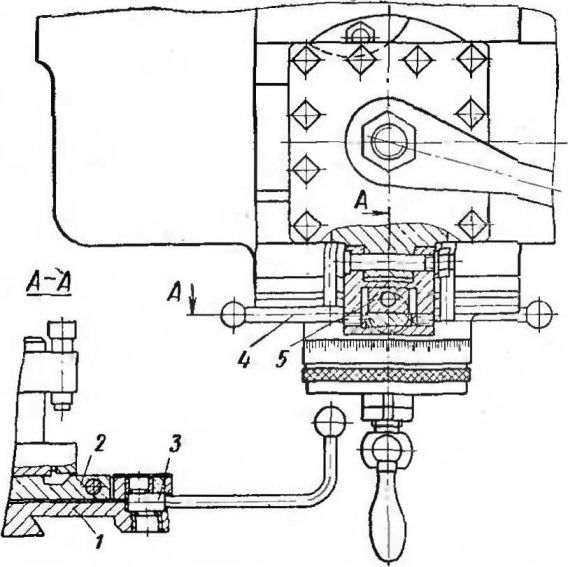
Рис. 4. Механизмы быстрого отвода резца с помощью эксцентрика
Достоинством такой конструкции является обеспечение быстрой постановки и снятия конусной линейки без замены деталей или с заменой без демонтажа только поперечных салазок. Винт в этом случае работает на растяжение, что также является положительным также резьб без канавки для выхода резца применяются механизмы быстрого отвода резца с помощью копира или эксцентрика. При повороте рукоятки эксцентрик своей верхней цапфой с помощью ползуна перемещает ползушку по салазкам. На более крупных станках для обеспечения возможности обработки конусов с помощью одновременного продольного и поперечного перемещений резца от винтов (ходового и для поперечной передачи) верхним салазкам сообщается механическая подача. На тяжелых станках, помимо этого, применяются дополнительно салазки для резцедержателя, перемещающиеся перпендикулярно линии центров. Поворот верхней части суппорта на поворотной колонке осуществляется с помощью червячной передачи. Смазка направляющих каретки и салазок суппорта обычно осуществляется от насоса, расположенного в фартуке. Реклама:Читать далее:Резцедержатели токарных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|