|
|
Категория:
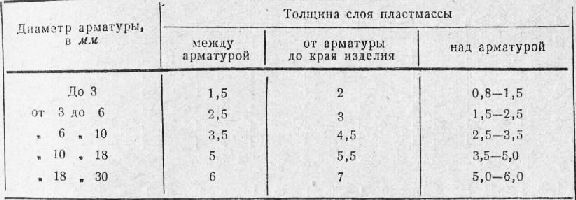
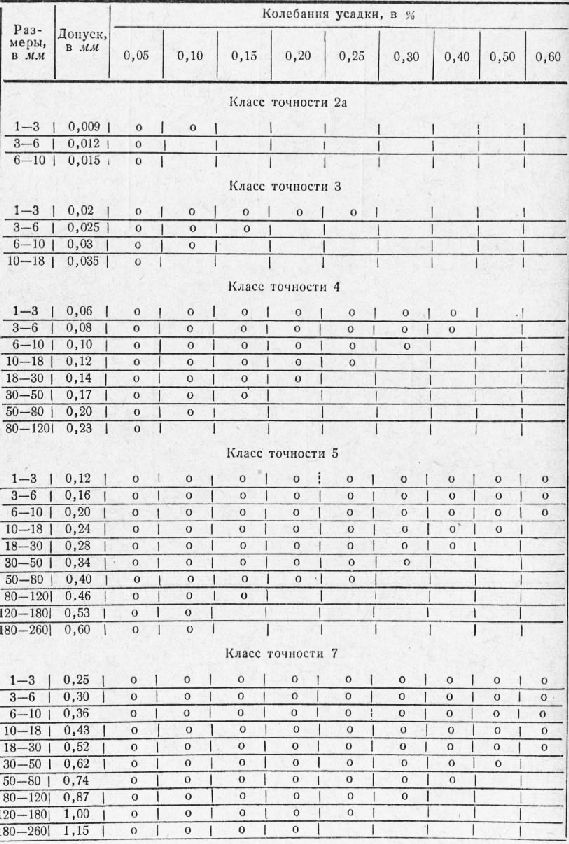
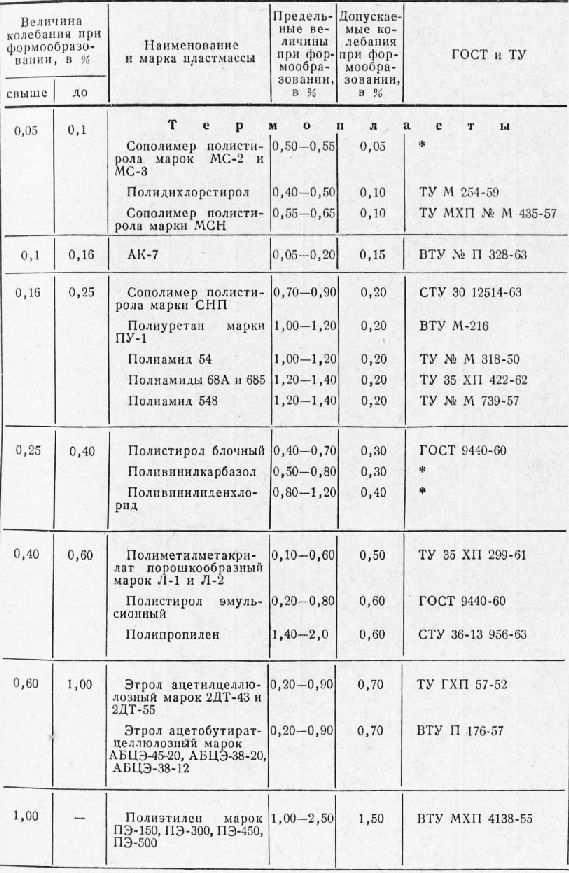
Пресс-формы Далее: Классификация прессформ Основным принципом конструирования и изготовления различных деталей и узлов является взаимозаменяемость, которая может быть полной или неполной (ограниченной) и зависит от точности изготовления деталей. Взаимозаменяемость деталей из пластических масс экономически целесообразна и обеспечивается 4-5-м классами точности и 3-м — для размеров до 10-15 мм. Несопрягаемые элементы деталей можно изготовлять по 5-7-му классам точности. При необходимости получить изделие более высокой точности приходится прибегать к ужесточению допусков на неточность изготовления оформляющих элементов прессформы, но при этом нужно считаться со сложностью изготовления самой прессформы и возможностью повышенного брака изделий из-за колебаний усадки прессматериала. Таблица 1 Таблица 2 Таблица 3 Точность изготовления пластмассовых изделий зависит от целого ряда факторов, в число которых входят: Определяя достижимую точность размеров детали, необходимо исходить из величины колебаний усадки материала, используемого для ее изготовления. Установлено, что величина допуска на неточность изготовления должна в 2,3-2,8 раза превышать значение колебаний расчетной усадки. Так, например, для детали диаметром 62 мм, изготовляемой из материала, имеющего усадку от 0,6 до 1,0%, колебание усадки будет составлять 0,4%, что равняется 0,25 мм. Таким образом, допуск на неточность изготовления этой детали может быть установлен в 0,58-0,70 мм. Поскольку ближайшим предельным отклонением для данного размера детали будет 7-й класс точности, то допуск на неточность изготовления устанавливается по этому классу, т.е. принимается равным 0,74 мм. Достижимая точность с учетом колебаний усадки прессматериала приведена в табл. 2. Допускаемые колебания усадки для различных марок прессматериалов даны в табл. 3. Шероховатость поверхностей прессуемых изделий должна соответствовать их назначению. Красивый внешний вид изделий общего назначения или высокое поверхностное электрическое сопротивление деталей электро- и радиоаппаратуры обеспечиваются глянцевой поверхностью. Шероховатость поверхностей пластмассовых изделий зависит от качества полировки формующих элементов прессформы, природы наполнителя и режима прессования и должна быть в пределах 8-10-го классов по Госту 2789-59. Реклама:Читать далее:Классификация прессформСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|