|
|
Категория:
Подготовка под окраску Далее: Фосфатирование поверхности В тех случаях, когда удаление окалины механическими методами либо невозможно (например, при очистке изделий небольшой толщины, сложной конфигурации), либо экономически нецелесообразно, применяют химические методы, из которых наиболее распространенным является травление — удаление окалины и ржавчины при воздействии травильных (кислотных) растворов. Процесс травления по сравнению с механическими методами очистки имеет некоторые достоинства и недостатки. К достоинствам относятся: большая производительность; простота применяемого оборудования и проведения процесса; возможность обработки изделий из стали любой толщины; экономичность. Недостатками метода является необходимость тщательной отмывки поверхности от остатков травильных растворов, для чего требуются большие количества промывной водопроводной воды п специальные очистные сооружения для нейтрализации или регенерации отходов травильных производств. Тщательная отмывка поверхности от остатков кислот особенно важна перед нанесением лакокрасочных материалов, так как наличие солей на окрашиваемой поверхности приводит к осмосу влаги и развитию подпленоч-ной коррозии. Качество промывной воды следует постоянно контролировать. Содержание посторонних примесей в промывной воде пе должно превышать 100 мг/л. При очистке поверхности от окалины и ржавчины наибольшую трудность представляет удаление окалины, которая образуется в результате окисления металлов при высокой температуре. Железо при этом покрывается тремя слоями окислов, из которых внешний слой, наиболее насыщенный кислородом, по составу примерно соответствует окиси железа Fe203 (гематиту) и составляет в зависимости от условий окисления от 2 до 10% толщины всего слоя. Промежуточный слой, составляющий от 20 до 40% толщины всего слоя, представляет собой магнетит Fe304; непосредственно к металлу примыкает слой закиси железа FeO (вюстит) с меньшим содержанием кислорода, чем оба первых слоя. Толщина слоя FeO составляет от 50 до 80% общей толщины. О составе ржавчины имеется значительно меньше сведений, чем о составе окалины. Чаще всего ржавчина состоит из слоя гидрата закиси железа Fe(OH)2, прилегающего к поверхности металла, и внешнего слоя гидрата окиси железа Fe(OH)3. Кроме того, в состав ржавчины могут входить некоторые соли. Необходимость удаления плотного, тонкого слоя окалины, который может служить некоторой защитой при межоперационном хранении стали горячего проката, подтверждается многими исследованиями, которые показали, что около 50% всех поражений лакокрасочного покрытия в процессе эксплуатации вызвано отслаиванием окалины. Окалина, кажущаяся сплошной и гладкой, в действительности всегда покрыта разветвленной сеткой трещин. Электрохимические характеристики окалины и неокисленного металла различны. Окалина является эффективным катодом и способствует ускорению растворения соседних с ней участков стальной поверхности. Так, по данным, наличие окалины ускоряет коррозионные процессы в морских условиях в 30—40 раз. При эксплуатации лакокрасочного покрытия толщиной 100 мкм в этих условиях ржавление изделия, окрашенного по окалине, начинается через три года; при нанесении лакокрасочного материала на травленую поверхность — через восемь лет, на опескоструенную — через одиннадцать лет. В разное время проведено много работ по окраске поверхностей с окалиной, но ни в одном случае не удалось улучшить защитное действие лакокрасочных покрытий. То же относится к окраске по ржавчине. Было показано, что состояние покрытий, полученных при нанесении лакокрасочных материалов на ржавчину, зависит от загрязненности атмосферы ионами СГ и SO4. Наличие в ржавчине водорастворимых солей увеличивает электропроводность влаги, проникающей сквозь лакокрасочное покрытие, и интенсифицирует коррозионные процессы. Очистка окисленной поверхности металлов производится травильными растворами, чаще всего растворами серной, соляной и фосфорной кислот с различными добавками. Удаление окалины в растворах кислот не является результатом непосредственного взаимодействия кислоты с окислами. Было показано104, что растворение окислов трехвалентного железа, удаленных с металлической поверхности, происходит крайне медленно; окислы двухвалентного железа (например, вюстит FeO) растворяются значительно быстрее. Окисные пленки удаляются с поверхности за счет так называемого процесса восстановительного растворения, протекающего на участках металла с нарушенным слоем окисла. Переход катионов железа в травильный раствор наблюдается именно на этих участках или в местах дефектности решетки окисла, при этом с течением времени нарушается связь окалины с поверхностью, вследствие чего окалина отслаивается. Отрыву окалины способствуют пузырьки водорода, бурное выделение которого наблюдается на всей поверхности травления. Этот эффект особенно заметен в растворах серной кислоты. Участки поверхности с большим количеством трещин очищаются быстрее, чем участки с более плотной окалиной. Происходит местное растворение поверхности, так называемый перегрев металла. Появляющееся при этом изъязвление поверхности неблагоприятно сказывается на защитных свойствах получаемых лакокрасочных покрытий: увеличенная шероховатость поверхности затрудняет ее отмывку от солей, образующихся в результате травления, и вызывает повышенный расход лакокрасочных материалов за счет увеличения числа наносимых слоев для укрытия выступов перетравленной поверхности. Следует иметь в виду, что взаимодействие очищенных участков поверхности с травильным раствором приводит к непроизводительным потерям кислоты и увеличению количества образующихся солей; это отрицательно сказывается на скорости и качестве травления. Равномерное травление всей поверхности достигается введением в травильные растворы замедлителей коррозии — ингибиторов, которые тормозят растворение очищенных участков стальной поверхности, не влияя на скорость удаления окислов. Относительно механизма действия ингибиторов имеется большое количество теорий, многие из авторов которых сходятся на адсорбционном механизме блокирования ингибиторами наиболее активных участков стальной поверхности. По данным, органические соединения, обладающие ингибирующим действием в кислых средах, снижают скорость реакции выделения водорода, в результате чего уменьшается скорость растворения металлов в кислотах. Эффективные ингибиторы тормозят процесс растворения стали на 98—99%, при этом скорость очистки не снижается или снижается незначительно. Выбор ингибиторов производится применительно к определенным кислотам. Травление в растворах серной кислоты Травильные растворы на основе серной кислоты наиболее распространены; это связано со следующими ее особенностями: В процессе травления снижается концентрация кислоты в травильном растворе и увеличивается содержание сульфата железа, растворимость которого уменьшается с увеличением концентрации кислоты. От содержания сульфата железа в травильном растворе зависят скорость травления и качество травленой поверхности. В присутствии сернокислого железа в травильном растворе снижается скорость растворения металлической поверхности и несколько увеличивается растворимость окислов, особенно вюстита. По данным, наименьшие потери стальной подложки наблюдаются при содержании в травильном растворе 100 г/л серной кислоты и 450 г/л сульфата железа. При увеличении содержания сульфата железа ухудшается качество поверхности, на которой он оседает в виде шлама. Как и всякая водорастворимая соль, сульфат железа способствует осмосу влаги через лакокрасочное покрытие и развитию под-пленочной коррозии. Этот существенный недостаток может ограничивать применение серной кислоты при подготовке поверхности под окраску. Основным фактором, определяющим скорость травления в растворах.серной кислоты, является температура. В работах108- 109 показано, что в результате применения 15—20%-ного раствора серной кислоты при 45 °С и 5%-ного раствора при 55 °С достигается одинаковая скорость травления. Чаще всего применяют 15—20%-ные растворы серной кислоты при температуре до 75 °С. В качестве ингибиторов растворов серной кислоты используют различные добавки, такие, как ингибиторы ЧМ, катапин (продукт переработки нефти), И1-А и хлорид натрия. Концентрация первых трех ингибиторов составляет 3—5 г/л, последнего—50—75 г/л. Лучшее защитное действие оказывает катапин, снижающий растворение стали на 98—99% при повышенной температуре. Удаление отходов травильных производств представляет определенные трудности. Отходы небольших травильных установок, расходующих не более 100—150 т кислоты в год, экономически целесообразно нейтрализовать известью. К недостаткам этого способа относится сложность отделения и обработки образовавшегося гипса, требующих больших площадей. Другим способом может служить извлечение из раствора сульфата железа FeS04-7H20; для этого отработанный сернокислотный раствор охлаждается, из него выпадает сульфат железа, а остающийся раствор нейтрализуется известью и выбрасывается.
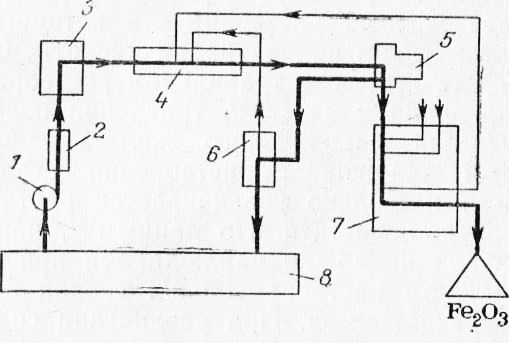
Рис. 1. Схема полной регенерации H2SO4:
1 — насос; 2 — фильтр для кислоты; 3 — испаритель; 4 — реактор; 5 — центрифуга; 6 — газосборник; 7 — обжиговая печь; В — травильная установка
Непроизводительные потери серной кислоты при нейтрализации и связанные с этим трудности послужили причиной интенсивных поисков методов непрерывной регенерации, позволяющих отделять соли железа от основного раствора, концентрировать кислоту отработанных растворов и возвращать ее в производство. Австрийской фирмой «Rutner» разработано и осуществлено несколько схем полной регенерации серной кислоты, одна из которых приведена на рис. 1. Травление в растворах соляной кислоты По данным, около 20% всех травильных установок работают с применением растворов соляной кислоты. Травлением растворами соляной кислоты достигается лучшее качество поверхности, чем при травлении растворами серной кислоты, что имеет большое значение для последующей окраски. Скорость взаимодействия окислов с растворами соляной кислоты значительно выше, чем с растворами серной кислоты, поэтому в солянокислых травильных растворах образуется мало шлама. При травлении в растворах соляной кислоты получается светлая поверхность хорошего качества без осадков травильного шлама и пятнистости; скорость очистки увеличивается в 2—3 раза по сравнению со скоростью очистки в растворах серной кислоты; водорода выделяется меньше, что приводит к снижению наводоражи-вания металла; уменьшается перетрав стали. Стоимость очистки растворами соляной кислоты значительно ниже стоимости очистки в серной кислоте. Наряду с указанными достоинствами применение соляной кислоты связано и с существенными недостатками, снижающими ее распространенность. К ним относятся: большая летучесть; необходимость транспортировки в специально защищенных цистернах (гуммированных или армированных полиэтиленом), что увеличивает стоимость перевозки (этот недостаток устраняется при транспортировке ингибированной кислоты); необходимость транспортировки больших объемов кислоты в связи с невысокой исходной концентрацией в ней хлористого водорода. Несмотря на указанные недостатки, применение соляной кислоты непрерывно возрастает в связи с использованием современного травильного оборудования — ба шенных травильных установок, установок струйного травления и др. Распространение метода травления соляной кислотой тесно связано с разработкой специальных методов полной регенерации отработанных растворов, позволяющих снижать потери кислоты до 2%. Одна из схем, разработанная фирмой «iRutner» (Австрия), представлена на рис. 2.
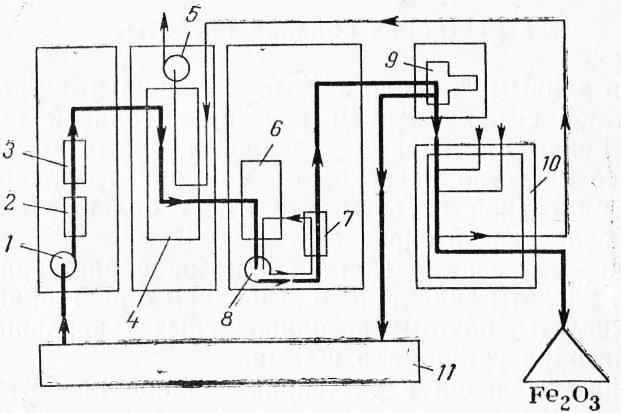
Рис. 2. Схема полной регенерации НС1:
1 — насос для кислоты: 2 — фильтр; 3 — расходомер; 4 — абсорбер; 5 —вытяжной вентилятор; б — кристаллизатор; 7 —охладитель кристаллизатора; « — циркуляционный насос; 9 — центрифуга; 10 — обжиговая печь; 11 — травильная ванна.
Отработанный травильный раствор, содержащий растворенный в нем хлорид железа, насыщается хлористым водородом в абсорбере. При этом растворимость FeCl2 понижается и кристаллы хлорида железа выпадают из раствора при его охлаждении в кристалли заторе, в результате чего травильный раствор освобождается от железа. В обжиговой печи происходит термическое разложение FeCl2 с образованием хлористого водорода и окиси железа. Хлористый водород насыщает травильный раствор, а окись железа является конечным продуктом процесса. Количество окиси железа соответствует количеству окалины, растворившейся в процессе травления. Распространению метода травления соляной кислотой способствовало применение неметаллических кислотоупорных материалов (стеклотекстолитов, графитопласта, фаолита и др.), без которых использование современных травильных установок было бы невозможным. Технологические параметры процесса травления растворами соляной кислоты (температура, концентрация) определяются главным образом материалами и конструкцией травильных установок. Вследствие большой летучести хлористого водорода нельзя работать при повышенных температурах, поэтому травление в ваннах часто проводят без дополнительного подогрева раствора. Однако герметизация оборудования дает возможность применять солянокислые растворы лГобых концентраций при температуре до 70 °С. Это обеспечивает значительное сокращение продолжительности травления и увеличение производительности установки. По данным, максимальное содержание железа в солянокислом растворе не должно превышать 100 г/л, что соответствует содержанию — 200 г/л FeCh. В растворах соляной кислоты наблюдаются перетравы стальной поверхности, так как с увеличением содержания хлорида железа в травильном растворе повышается скорость растворения стали. Введение эффективного ингибитора существенно снижает перетрав и улучшает качество поверхности. В отечественной практике чаще других солянокислые растворы ингибируют составом ПБ-5 или катапином (1—3 г/л). Лучшее качество покрытия и меньший расход лакокрасочных материалов достигаются при условии тщательной отмывки травленой поверхности от хлоридов металлов. Иногда окисные слои с крупногабаритного оборудования удаляют пастами на основе соляной кислоты. Так, в Институте органической химии АН СССР разработана паста целлогель, пригодная для удаления с поверхностей черных металлов ржавчины толщиной до 2— 3 мм. В состав пасты входят: соляная кислота, жидкое стекло, уротропин, бумажная масса или опилки и вода. Травление в растворах фосфорной кислоты Травильные растворы на основе фосфорной кислоты являются в настоящее время менее распространенными по сравнению с растворами серной и соляной кислот. Это связано с большей стоимостью фосфорной кислоты (примерно в 10 раз) и с меньшей скоростью удаления окалины. Растворами фосфорной кислоты ржавчина удаляется быстрее, чем в серной и соляной кислотах, поэтому фосфорная кислота входит почти во все очистители и пасты, применяемые для очистки от ржавчины. Удаление окалины в растворах фосфорной кислоты значительно интенсифицируется при перемешивании раствора или при обработке поверхности в струйных камеpax. Фосфат железа, образующийся при травлении, обладает ограниченной растворимостью в растворах фосфорной кислоты; предельное содержание железа составляв ет около 2—2,5%. При повышении содержания желе—за выделяются малорастворимые фосфаты, которые тормозят дальнейшую очистку. Образующиеся на стальной поверхности фосфаты железа являются хорошей основой для последующей окраски поверхности без промывки. Поэтому травление в растворах фосфорной кислоты имеет особое значение при подготовке поверхности перед окраской. На некоторых отечественных машиностроительных заводах после травления в растворах 20—25%-ной фосфорной кислоты поверхность не промывают. Это нельзя считать правильным, поскольку после травления в фосфорной кислоте такой концентрации в микропорах и трещинах металлической поверхности остается сильно-кислый раствор, который является причиной вздутия покрытия, особенно во влажной атмосфере. При травлении в растворах фосфорной кислоты рекомендуется следующая последовательность технологических операций: травление в 15—20%-ном растворе фос: форной кислоты при температуре до 80 °С; обработка 2%-ным раствором фосфорной кислоты. В первой ванне удаляется окалина или ржавчина после чего изделие без промывки переносится во вторую ванну, где в течение 2 мин образуется защитная пленка фосфата железа, Начальное содержание железа! gо второй ванне должно составлять 0,3—0,5%, что достигается введением в раствор перед обработкой требуемого количества стальной стружки. Только после обработки 2%-ным раствором фосфорной кислоты поверхность можно окрашивать без предварительной промывки. Толщина образующейся пленки фосфата железа составляет ~ 1 мкм, поэтому ее защитные свойства невелики и окраску необходимо производить непосредственно после сушки протравленного изделия. Для удаления окалины возможна замена фосфорной кислоты соляной и серной кислотами, при этом рекомендуется следующая последовательность технологических операций: травление в ипгибированной соляной или серной кислотах; промывка; обработка 2%-ным раствором фосфорной кислоты. Промывка поверхности между операциями должна быть тщательной, так как при переносе кислоты из первой ванны в третью поверхность засоряется водорастворимыми солями (хлоридом либо сульфатом), которые в отсутствие окончательной промывки отрицательно влияют на свойства лакокрасочного покрытия. Обработка поверхности растворами фосфорной кислоты различных концентраций отличается простотой и удобством, однако применение ее экономично лишь при полной регенерации фосфорной кислоты. Обработанная таким образом смола способна вновь поглощать железо, а образовавшийся сульфат железа сбрасывается в отходы.
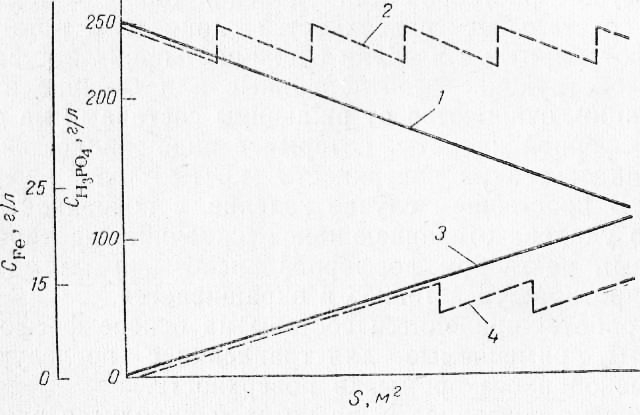
Рис. 3. Содержание компонентов травильного раствора в зависимости от величины обработанной поверхности:
1 — изменение содержания Н3Р04 в процессе травления без регенерации; 2 — то же, с регенерацией; 3 — изменение содержания Fe в процессе травления без регенерации; 4 — то же, с регенерацией.
Применение регенерации фосфорной кислоты имеет не только экономическое значение, но и меняет технологические параметры процесса. Изменение содержания фосфорной кислоты и железа в травильном растворе при условии регенерации, а также без регенерации кислоты видно из рис. 3. При регенерации содержание железа в травильном растворе не доводится до предельного значения (около 25 г/л), а поддерживается на уровне 10—15 г/л; концентрация фосфорной кислоты в растворе также поддерживается в определенном интервале. Это приводит к постоянству скорости травления и стабильному-качеству обрабатываемой поверхности, что является предпосылкой хорошего качества наносимого затем лакокрасочного покрытия. Регенерация фосфорной кислоты ионообменными смолами дает возможность широко ее применять для подготовки поверхности перед окраской на машиностроительных заводах. Вследствие меньшей агрессивности фосфорной кислоты по сравнению с серной и соляной кислотами растворы ее можно применять при струйной подаче без ингибиторов. Крупногабаритные изделия единичного производства, металлоконструкции, смонтированные или бывшие в эксплуатации, очищаются от ржавчины составами на основе фосфорной кислоты, которые в виде жидкостей или паст наносятся на поверхность кистью или распылением. В простейшем случае изделие, с поверхности которого удалена отслаивающаяся ржавчина, протирается 10%-ным раствором фосфорной кислоты, а затем через 24 ч протирается ветошью и окрашивается. В работе1 приводятся составы на основе фосфорной: кислоты, применяемые для травления с последующей, промывкой и без промывки поверхности. Окраска поверхности, на которой находится ржавчина, с применением преобразователей является предметом) многолетних исследований. Так окрашивают крупногабаритные металлоконструкции, гидрозатворы, опоры линий электропередач, резервуары для хранения топлив и т. п. Наиболее широко исследованы преобразователи] продуктов коррозии, содержащие различные комплексо-образующие вещества и ортофосфорную кислоту. В качестве комплексообразователей применяются самые разнообразные вещества; наибольший интерес; представляют преобразователи продуктов коррозии на основе ароматических оксикарбоновых кислот (танни-дов), входящих в состав природных и синтетических дубителей. Танниды, содержащие большое количество гидроксильных и карбоксильных групп, реагируют с окислами железа с образованием таннатных комплексов. Кроме того, танниды обладают способностью пассивировать поверхность металла и в значительной степени тормозить развитие коррозионных процессов. Ортофосфорная кислота, входящая в состав преобразователей; ржавчины, растворяет продукты коррозии железа и повышает эффективность их взаимодействия с таннй-дами. Разработанные преобразователи продуктов коррозии122 П-1Т и П-2 выпускает Рижский лакокрасочный завод. Преобразователь продуктов коррозии П-1Т содержит 8—10% ортофосфорной кислоты и рекомендуется для обработки продуктов коррозии при толщине слоя не более 50 мкм. Преобразователь продуктов коррозии П-2 содержит большее количество ортофосфорной кислоты и рекомендуется для обработки продуктов коррозии при толщине слоя от 50 до 100 мкм; при большей толщине слоя трудно гарантировать получение покрытий с хорошими физико-механическими свойствами. Перед обработкой преобразователями с поверхности должна быть удалена пластовая и отслаивающаяся, ржавчина. Преобразователи ржавчины с ортофосфорной кислотой оказываются недостаточно эффективными при обработке продуктов коррозии, содержащих в основном a-FeOOH (обычная ржавчина светло-рыжего цвета), магнетит (ржавчина черного цвета) или их смесь. Это обусловлено тем, что продукты коррозии такого строения относительно устойчивы к воздействию минеральных кислот. Действие преобразователей ржавчины на поверхности, покрытые окалиной, не эффективно. Использование преобразователей ржавчины для подготовки поверхности предусматривает особые требования к покрывным лакокрасочным материалам; они должны обладать высокой адгезией к преобразованным продуктам коррозии, быть стойкими к воздействию остатков кислот или связывать остатки кислот, входящих в состав преобразованных продуктов коррозии. Имеются сведения об эффективном применении преобразователей ржавчины при окрасках заглубленных траншейных резервуаров для хранения топлив, строительных конструкций, гидросооружений и др. Более универсальным способом обработки прокорродировавших поверхностей перед нанесением покрывных лакокрасочных материалов является грунтование, обеспечивающее одновременно и подготовку поверхности под окраску. В состав некоторых грунтовок вводят те же комплек-сообразующие добавки, что и в состав преобразователей ржавчины. Защитное действие некоторых грунтовок объясняют стабилизацией продуктов коррозии и превращением их в магнетит и гематит. Принято считать, что при полной стабилизации продуктов коррозии на поверхности металла образуется непроницаемый слой, прочно связанный с металлической подложкой и обеспечивающий антикоррозионную защиту металла. Защитные свойства покрытий, полученных при нанесении лакокрасочных материалов на прокорродировав-шие поверхности, и процессы фазовых превращений продуктов коррозии определяются физико-механическими и физико-химическими свойствами лакокрасочных покрытий. Разработанная в НИИТЛП грунтовка ВА-1ГП предназначена для обработки прокорродировавших металлических поверхностей120. По поверхности металла, загрунтованной составом ВА-1ГП, можно наносить грунты ГФ-020, ФЛ-ОЗк, перхлорвиниловые и эпоксидные. По результатам ускоренных и натурных испытаний защитные свойства различных систем покрытий после обработки поверхности грунтовкой ВА-1ГП не уступают, а в ряде случаев превосходят аналогичные системы, в которых использовались преобразователи ржавчины. Покрытия с грунтовкой ВА-1ГП прошли успешную проверку в производственных условиях; эта грунтовка рекомендована для широких производственных испытаний в различных, отраслях промышленности. Оборудование, применяемое при травлении Процесс травления может проводиться в ваннах непрерывного или периодического действия и в струйных камерах. Очистка в ваннах непрерывного действия применима главным образом для ленты. Готовые изделия или заготовки очищают в травильных ваннах периодического действия. При травлении изделия погружают в раствор и выдерживают до полной очистки в течение 10—30 мин и более. Процесс травления и конструкции травильных ванн описаны в литературе121-123. Технологические режимы травления в ваннах приведены ранее. Длина травильных ванн обычно не превышает 12— 15 м, ширина и высота—2—2,5 м. Корпуса ванн изготавливают из листовой стали или железобетона и футеруют внутри различными кислотоупорными материалами. В работе124 приведены основные рекомендации по конструированию ванн и защите от коррозии оборудования и сооружений травильных отделений. Травление в струйных камерах является более совершенным способом обработки, чем травление в ваннах. При струйном травлении скорость очистки увеличивается в 2—5 раз; оборудование может быть герметизировано и включено в поточные линии подготовки и окраски поверхности. Условия труда при этом значительно улучшаются. Кроме того, при использовании этого метода сокращаются производственные площади, снижается концентрация травильных растворов й, следовательно, расход реактивов. В струйных камерах на обрабатываемую поверхность подается струя травильного раствора под давлением, создаваемым насосом. Исследованию процесса струйного травления посвящены работы125-128. По данным НИИТЛП, основным фактором, определяющим скорость очистки от окалины в струе, является температура травильного раствора. Повышение давления струи травильного раствора с 3 до 18 кгс/см2 приводит к такому же увеличению скорости очистки, какое достигается при повышении температуры травильного раствора с 50 до 60 °С. Изменением температуры травильного раствора и длины зоны струйного травления можно достичь различной производительности травильных установок. Концентрация кислот при струйном травлении должна составлять 5—10%. Использование ингибиторов затрудняется и неэффективно. При уменьшении продолжительности травления несколько снижается перетрав поверхности. Кроме того, наблюдается большая равномерность очистки, чем при травлении в ваннах. Поэтому растворы при струйном травлении пока не ингиби-руют. В установках струйного травления большое значение имеют конструкционные кислотоупорные материалы, применяемые для изготовления травильных ванн. В агрегате НИИТЛП общая длина зоны травления составляет 6 м. Секции, находящиеся до и после секций травления, заключены в отдельные кожухи, чтобы пары кислот не воздействовали на детали при других операциях. Корпуса секций травления изготовлены из стеклотекстолита марки СТЭФ на основе эпоксидной смолы ЭД-6. Коллекторы, на которых крепятся распылительные форсунки, также выполнены из стеклотекстолитовых труб. Все трубопроводы секций травления футерованы полиэтиленом; вентили футеруют фторопластом. Кислотные растворы подаются графитопластовым насосом марки 4х-8ф с торцевым уплотнением. Насос хорошо зарекомендовал себя в эксплуатации. Гарантированный срок работы уплотнений без замены — 2000 ч. Травильные растворы нагревают в специальных фао-литовых емкостях погружением паровых графитовых нагревателей. Применение неметаллических кислотостойких материалов позволяет проводить травление растворами соляной и других кислот при температуре до 80 °С. Реклама:Читать далее:Фосфатирование поверхностиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|