|
|
Категория:
Деревообрабатывающие станки Конструкция По расположению режущего инструмента — цепочек — цепно-долбежные станки могут быть горизонтальными и вертикальными. В деревообрабатывающей промышленности наибольшее распространение нашли цепнодолбежные вертикальные станки. На суппорте, подвижно закрепленном в направляющих станины, установлен фланцевой электродвигатель, на валу которого закреплена звезчка. На эту звездочку и линейку надевают цепочку, служащую Д°жущим инструментом. Для натяжения цепочки предусмотрен винтовой механизм с маховичком, При вращении которого изменяется расстояние между звездочкой и линейкой. Суппорт соединен неподвижно со штоком гидроцилиндра и подвижно со штангой, связанной с золотниковым аппаратом. Суппорт стола закреплен на кронштейне. Шестеренно-рееч-ным механизмом с маховичком стол может перемещаться вдоль станка; взаимное положение стола и цепочки в поперечном направлении устанавливают перемещением подвжной части суппорта (вместе с закрепленными на суппорте электродвигателем со звездочкой и линейкой). В некоторых конструкциях станков для изменения положения стола относительно цепочки имеется винтовой механизм с маховичком. Продольное перемещение суппорта необходимо для выборки гнезд удлиненной формы, которые за один проход цепочки выбрать нельзя Поперечное перемещение стола и режущих элементов необходимо при настройке станка. Для ориентирования обрабатываемых заготовок на станке устанавливают упор. Прижимное устройство приводится в дви жение пневмо- или гидродвигателем с автоматическим управлением.
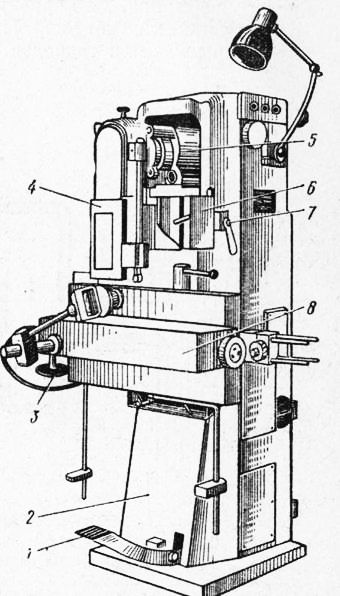
Рис. 1. Цепнодолбежный станок ДЦА-3:
1 — педаль, 2 — станина, 3 — маховичок перемещения стола в продольном направлении станка, 4 — кожух ограждения, 5 — электродвигатель привода цепочки, 5 —суппорт с режущим инструментом. 7 — фиксатор положения суппорта, 8 — суппорт стола
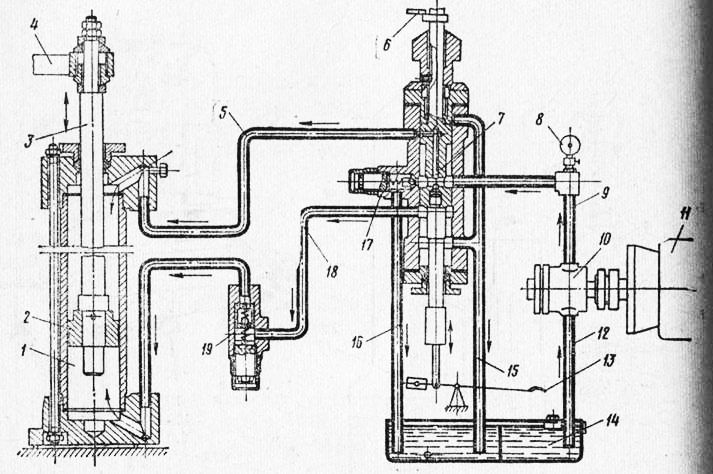
Рис. 2. Схема гидропривода подачи станка ДЦА-3:
1 — гидроцилиндр, 2 —поршень. 3 — шток, 4 — суппорт, 5. 9, 12, 15, 16, 18 — трубопроводы, 6 — упор, 7 — золотниковый гидроаппарат, 8 — манометр, 10 — насос, 11 — электродвигатель, 13— педаль. 14 — бак, 17 — предохранительный клапан, 19 — клапанный гидроаппарат
В процессе работы при нажатии педали через золотниковый гидроаппарат в верхнюю полость гидроцилиндра от насоса поступает рабочая жидкость, суппорт опускается, и движущаяся цепочка выбирает паз в заготовке, закрепленной на столе. Суппорт доходит до ограничителя штанги и с помощью ее переключает золотниковый гидроаппарат на обратный ход. Рабочая жидкость насосом начинает подаваться в нижнюю полость цилиндра и суппорт, поднимаясь, занимает исходное положение. Цепнодолбежный станок ДЦА-3 (рис. 1) работает по такому же принципу. Движущиеся элементы станка (гидронасос, золотниковые аппараты, электродвигатели) размещены внутри станины. На переднюю панель ее выходит часть суппорта с закрепленной на нем цепочкой. Линейка и цепочка закрыты ограждением, передняя часть которого выполнена из прозрачного материала. Ограждение гибким рукавом присоединено к эксгаустерной сети. Для перемещения стола в горизонтальной плоскости предусмотрен шестеренно-реечный механизм с маховичком. Станок работает в полуавтоматическом цикле, включается педалью. Направление движения суппорта при достижении им крайнего нижнего положения меняется автоматически. Подвижные упоры для настройки хода суппорта установлены на станине с левой стороны от суппорта. На рис. 2 дана схема гидропривода подачи. Шиберным насосом, приводимым в движение от электродвигателя, рабочая жидкость из бака подается в напорную линию. Напорная линия соединена с реверсивным золотниковым гидроаппаратом и через него постоянно сообщается с предохранительным клапаном, через который избыток рабочей жидкости сливается снова в бак по трубе. При нажиме на педаль шток золотникового аппарата занимает крайнее верхнее положение, при котором напорная линия соединяется с трубой и через нее с верхней полостью гидроцилиндра. Поршень 2 вместе со штоком 3 под давлением рабочей жидкости начинает перемещаться вниз. Из нижней полости гидроцилиндра рабочая жидкость через клапан, трубу, реверсивный золотниковый аппарат и трубу сливается в бак. Клапан создает сопротивление, препятствующее самопроизвольному вытеканию рабочей жидкости из нижней полости цилиндра, а это предупреждает самопроизвольное опускание шпинделя при внезапном отключении энергии и создает условия для поддержания равномерной скорости его движения при подаче на заготовку. Когда шпиндель опустится на установленную при настройке Ееличину, суппорт воздействует на шток реверсивного золотников аппарата, перемещая его вниз. Нижняя полость силового цилиндра сообщается с напорной линией, а верхняя — со сливной. При этом поднимаются поршень и шток силового цилиндра, а следовательно, п соединенный со штоком суппорт. Скорость подачи рабочей жидкости через золотниковый аппарат в верхнюю полость силового цилиндра регулируется дросселем. Настройка станков Подготавливая станок к работе, проверяют наличие в баке достаточного количества рабочей жидкости, исправность электродвигателей и элементов гидросистемы. При снятой цепочке включают электродвигатели шпинделя и гидронасоса. В напорной магистрали должно поддерживаться давление 12—20 кгс/см2. Регулируют давление поворотом винта сливного клапана. Если в гидросистеме не замечено течи, заеданий и других дефектов, электродвигатели выключают и начинают настройку.
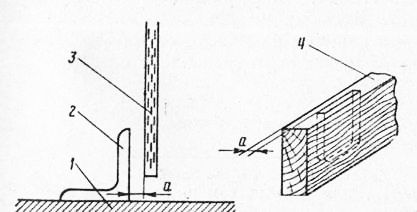
Рис. 3. Настройка стола иепнодолбежного станка:
1 — стол, 2— угольник. 3 — фрезерная цепочка, 4 — деталь
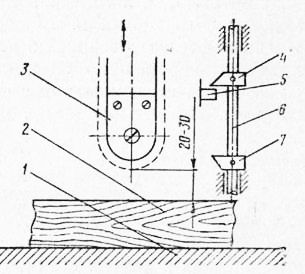
Рис. 4. Наладка ограничителей вертикального хода суппорта иепнодолбежного станка ДЦА-3:
1 — стол, 2 — заготовка, 3 — фрезерная цепочка. 4, 7 — упоры-ограничители хода, 5 — рычаг суппорта, 6 — штанга
По ширине гнезд подбирают фрезерную цепочку. На шпинделе укрепляют соответствующую звездочку, а на суппорте — линейку и на них надевают цепочку. Вращением маховичка ей придают нужнее натяжение. Правильно натянутая цепочка при попытке оттянуть ее рукой от линейки должна отходить от нее на 4—5 мм. После закрепления фрезерной цепочки настраивают стол. На него укладывают заготовку и зажимают ее, затем стол поднимают винтовым механизмом на высоту, при которой верхняя плоскость заготовки не доходит до фрезерной цепочки на 20—30 мм. Стол устанавливают на толщину а стенки паза (рис. 3), перемещая его поперек станка. Расстояние от упорной линейки до цепочки должно быть равно толщине стенки паза с учетом допуска. В крайнее нижнее положение суппорт устанавливают, перемещая упор (настройка на глубину паза) (рис. 4), в верхнее положение — перемещая упор. После настройки элементов стайка поворотом дросселя реверсивного золотникового гидроаппарата устанавливают скорость подачи. Правильность настройки проверяют обработкой пробной заготовки. Перед этим закрепляют подпорный брусок, который должен находиться несколько ниже окружности резания цепочки и ограждения станка. Полученное гнездо тщательно измеряют и проверяют его положение относительно базовых поверхностей заготовки. Работа на станках Начиная работу, станочник включает электродвигатель шпинделя затем электродвигатель гидронасоса. После этого, установив и закрепив на столе заготовку, педалью включает подачу. Когда суппорт шпинделя поднимается в исходное положение, заготовка освобождается от прижимов и на ее место кладут следующую. При выборке длинных гнезд вертикальную подачу суппорта совмещают с горизонтальным перемещением стола вдоль оси заготовки. Вначале фрезеруют правую часть гнезда, затем, подняв суппорт, маховичком перемещают стол вправо и выбирают левую часть гнезда; после этого, не вынимая фрезерной цепочки из гнезда, ее восходящей ветвью выбирают перемычку между гнездами, перемещая стол справа налево. Реклама:Читать далее:Шлифовальные станки в деревообработкеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|