|
|
Категория:
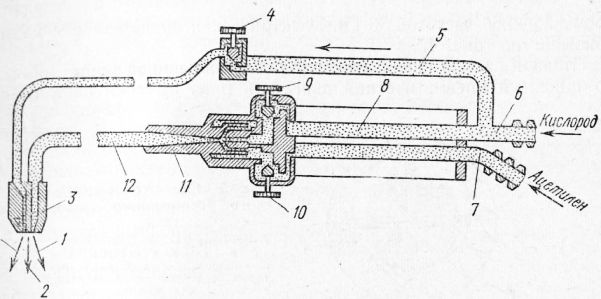
Ковка на молотах и прессах Удаление дефектов с поверхности слитков и заготовок пламенной зачисткой заключается, как и при разделительной резке, в сжигании металла в струе технически чистого кислорода и удалении этой струей образующихся окислов. Наиболее часто применяют газокислородную поверхностную резку, при которой режущая струя направлена под очень малым углом к поверхности металла. В качестве горючих газов используют ацетилен и его заменители — природный газ, пропан-бутановую смесь, нефтяной, коксовый газ и др. По сравнению с другими газами ацетилен развивает при сгорании в кислороде наиболее высокую температуру (3100—3200 °С). Схема универсального газокислородного резака для ручного удаления поверхностных дефектов показана на рис. 3. Режущая и подогревающая части резака конструктивно объединены. В режущую часть кислород подается по трубке, из которой он поступает в центральное отверстие мундштука, образуя режущую струю. Подогревающий кислород по трубке 8 и ацетилен по трубке поступают в камеру смешения и оттуда по трубке выходят через отверстие, концентрически расположенное вокруг центрального отверстия, в виде подогревающего пламени. Подачу газов в мундштук регулируют вентилями. Пламенную зачистку начинают с подогрева наружного слоя металла с дефектом, для чего горелку подносят к поверхности металла под углом 70—80°. Для ускорения подогрева к месту резки подают обычно проволоку из мягкой стали диаметром 4—6 мм, что значительно (до 25% и более) увеличивает производительность зачистки благодаря выделению дополнительной теплоты от сгорания проволоки. В момент начала горения железа подают режущий кислород через центральное сопло, а угол наклона резака уменьшают до 10—15°, сообщая резаку движение в требуемом направлении. Для зачистки слитков и заготовок из высокохромистых нержавеющих, жаропрочных и других специальных сталей используют кислородно-флюсовые резаки, сущность работы которых заключается в том, что вместе с режущим кислородом в зону зачистки вдувают порошкообразный флюс на железной основе. В кузнечных цехах нередко возникает необходимость в удалении дефектов поверхности, главным образом трещин, на крупных горячих слитках и поковках, нагретых до 800 °С и более. Для этого используют специальные резаки с более мощным (в 2,5—3 раза) пламенем по сравнению с пламенем обычных резаков.
Рис. 1. Схема универсального газокислородного резака: Пламенная зачистка в 3—4 раза производительнее дуговой выплавки и в 18 раз производительнее вырубки пневматическими зубилами. Реклама:Читать далее:Удаление дефектов зачисткой шлифовальным кругомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|