|
|
Категория:
Фрезерные работы Универсальные приспособления предназначены для обработки разнообразных деталей. Такие приспособления применяют в единичном и мелкосерийном производстве. К числу универсальных приспособлений для закрепления обрабатываемых заготовок относятся: машинные тиски, самоцентрирующие патроны, самоцентрирующие тиски, делительные головки, круглые поворотные столы, а также различного рода домкраты, прихваты и т. п. Рациональное применение и усовершенствование универсальных приспособлений позволяет расширить область работ, выполняемых на фрезерных станках, упростить и облегчить работу фрезеровщика, сократить вспомогательное время на обработку. Специальные приспособления предназначены для установки и закрепления определенной заготовки при выполнении определенной технологической операции. Применение специальных приспособлений является одним из основных путей повышения производительности труда в условиях серийного и массового производства, позволяет производить обработку заготовок без предварительной разметки и выверки. Кроме того, обработка заготовок в специальных приспособлениях обеспечивает надежное их закрепление, повышенную точность размеров, позволяет производить одновременную обработку нескольких заготовок. При применении специальных приспособлений с пневматическими, гидравлическими и другими зажимами значительно облегчаются условия труда фрезеровщика, что сказывается на повышении норм выработки. Процесс закрепления заготовок в таких приспособлениях сводится к повороту рукоятки вместо длительных и утомительных действий гаечным ключом. По степени обратимости специальные приспособления делят на три группы: сборно-разборные, универсально-сборные и неразборные (необратимые). Сборно-разборные приспособления комплектуют из нормализованных узлов на весь период нахождения приспособления в производстве (до снятия изделия с производства). После разборки приспособления из узлов комплектуют новые приспособления.
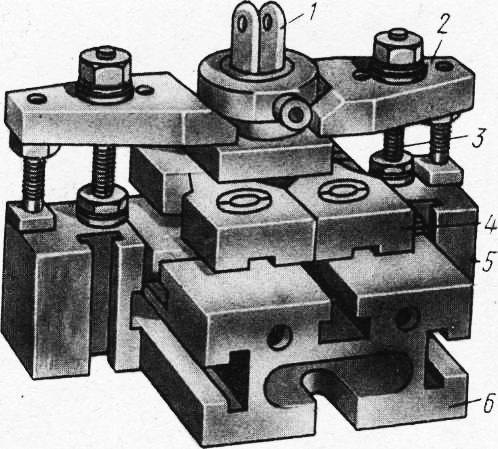
Рис. 1. Универсально-сборное приспособление для фрезерования проушины штуцера
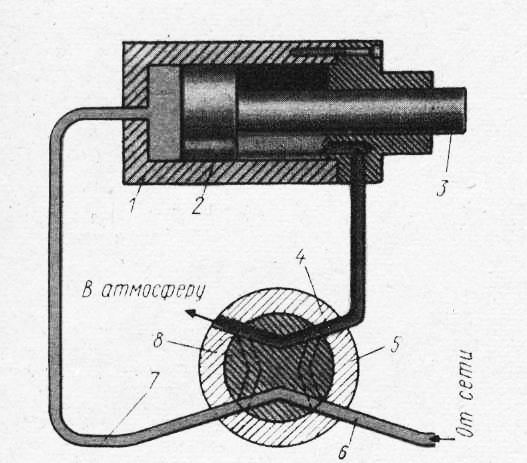
Основными путями расширения области применения приспособлений являются: 1) замена специальных приспособлений групповыми для обработки группы однотипных деталей, например рычагов, деталей типа мелких планок, шпонок, клиньев и т. д., обрабатываемых в многоместных приспособлениях, или кассетного типа; 2) применение универсально-переналаживаемых и универсально-сборных приспособлений. В последнее время все большее применение находят универсально-сборные приспособления (УСП). Из одних и тех же готовых, нормализованных, взаимозаменяемых и износоустойчивых деталей и узлов многократно собирают всевозможные приспособления для различных видов механической обработки. После того как обработана партия заготовок, универсально-сборное приспособление разбирают, а его детали и узлы используют при сборке других приспособлений. Применение системы универсально-сборных приспособлений значительно сокращает срок технологической подготовки и освоения производства, в особенности в условиях единичного и мелкосерийного производства. На рис. 1 показано приспособление для фрезерования проушины в штуцере, собранное из элементов УСП. Обработка производится на горизонтально-фрезерном станке набором фрез. Заготовка поступает на эту операцию с обработанной установочной базой, а также с двумя обработанными отверстиями, по которым она базируется на два ориентирующих пальца. Приспособление смонтировано на базовой плите, на которой закреплены также четыре установочные планки. Эти планки с фиксирующими пальцами служат опорой для заготовки. Крепление заготовки осуществляется двумя вильчатыми прихватами с помощью крепежных болтов, которые установлены в Т-образных пазах квадратных опор. В универсально-сборных приспособлениях для механизации закрепления заготовок наиболее широкое применение получили компактные агрегатированные зажимные устройства. Гидравлические приводы станочных приспособлений находят все большее применение. Их применение позволяет обеспечить надежное и жесткое закрепление заготовок; сократить вспомогательное время на закрепление и освобождение заготоьок, Что обеспечивается быстродействием гидравлических зажимов; облегчить труд рабочего; сократить вспомогательное время на съем заготовок путем применения специальных выталкивателей и др. В настоящее время в приспособлениях широко используется пневматика. Применение пневматических приспособлений позволяет ускорить установку заготовки и ее закрепление; уменьшить утомляемость рабочего; надежно закрепить заготовку и обеспечить определенную силу зажима, не зависящую от рабочего. Пневматическое приспособление для металлорежущих станков состоит в основном из двух частей: корпуса с элементами для установки и зажима обрабатываемой заготовки и пневматического агрегата. Пневматический агрегат состоит из пневматического цилиндра с поршнем и штоком, перемещающего распределительного крана и пневматической арматуры. Пневматический цилиндр представляет собой герметически закрытый сосуд с поршнем и штоком внутри. Внутренняя полость цилиндра поршнем делится на две герметически разделенные полости. Каждая полость цилиндра соединяется арматурой с переключающим распределительным краном, который направляет сжатый воздух попеременно в рабочие полости пневматического цилиндра и отводит отработанный воздух в атмосферу из нерабочих полостей. Переключающий распределительный кран представляет собой золотниковое устройство, состоящее из корпуса и золотника. В золотнике отверстия расположены так, что при одном положении золотника отверстия соединяют одну рабочую полость цилиндра с магистралью сжатого воздуха, а отверстия соединяют вторую полость цилиндра с атмосферой. При другом крайнем положении золотника получается пересоединение каналов, и сжатый воздух по отверстиям идет во вторую полость цилиндра, а первая полость через отверстия соединяется с атмосферой. Сжатый воздух, поступив в рабочую полость цилиндра, расширяясь, давит на поршень и передвигает его. Таким образом, поворачивая золотник крана, управляют поступлением воздуха и заставляют поршень совершать возвратно-поступательное движение (рабочее движение для зажима заготовки и возвращение в исходное положение). Нормальное давление воздухопроводной сети обычно составляет 600—700 кПа.
Рис. 2. Схема работы пневматического агрегата
Реклама:Читать далее:Пути повышения производительности трудаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|