|
|
Категория:
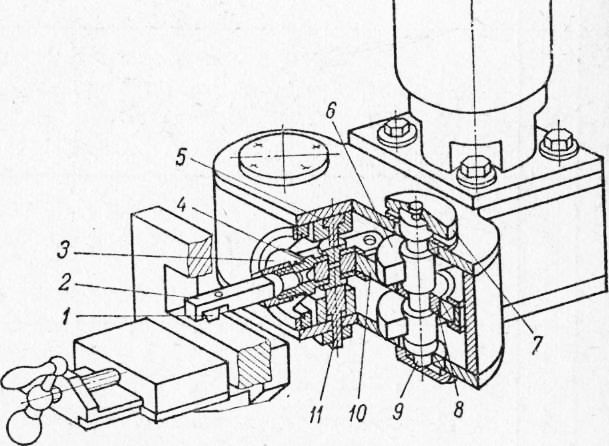
Помощь рабочему-инструментальщику При окончательной обработке труднодоступных поверхностей измерительных инструментов и деталей технологической оснастки необходимо обеспечить их шероховатость Ra = 0,32…0,02 мкм, что может быть получено доводкой при непрерывном или периодическом изменении направления движения абразивного инструмента. Раньше такая операция выполнялась слесарями-инструментальщиками вручную. В настоящее время с целью механизации чистовых операций применяют вихревую абразивную обработку, главным образом при доводке труднодоступных плоских или цилиндрических поверхностей. При обработке вихревым способом перемещение инструмента (всех точек его рабочей поверхности) должно осуществляться по одинаковым замкнутым криволинейным траекториям, полностью расположенным на обрабатываемой поверхности. Если доводятся плоские поверхности, то инструменту необходимо сообщить поступательное движение по круговой траектории или колебательное движение по замкнутой эллиптической траектории. При обработке цилиндрических поверхностей каждая точка рабочей поверхности инструмента должна перемещаться по эллиптической траектории. Открытые поверхности больших размеров обрабатывают с помощью вихревых шлифовально-полировальных машин, где в качестве инструмента используются абразивные ленты. Промышленность выпускает машины С-423А с размером абразивного полотна 100X200 мм и амплитудой вихревого движения 2,5 мм, а также модели РД1, ОПМ-2, ОПМ-3 и ОПМ-4. В настоящее время разработан ряд вихревых установок для обработки плоских и цилиндрических поверхностей в сквозных и глухих полостях деталей технологической оснастки. Вихревая головка с постоянной амплитудой движения. Головка с тремя кривошипными валами предназначена для получения поступательного движения по плоской круговой траектории. Основным элементом головки является шатун, который установлен на трех кривошипных валах. На этих же валах размещены балансиры, уравновешивающие массы шатуна с инструментом и кривошипных частей валов. Однн из кривошипных валов — ведущий — соединен муфтой с валом электродвигателя. На шатуне закреплена державка, в которой устанавливается сменная оправка с режущим инструментом. Плоскостность движения шатуна обеспечивается тремя парами опорных подшипников скольжения — верхних, средних и регулируемых нижних, Маховичком осуществляется ручное наладочное перемещение шатуна. Резиновая диафрагма защищает механизм установки от попадания металлической стружки и абразивной пыли.
Рис. 1. Вихревая головка с постоянной амплитудой движения инструмента.
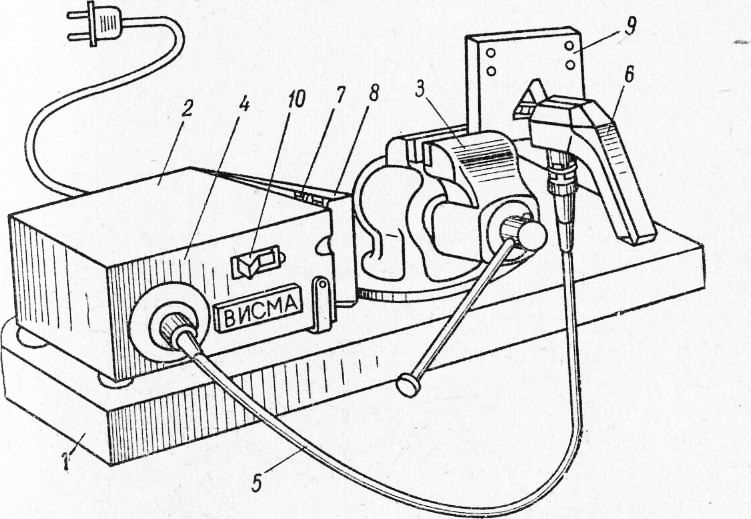
Простота конструкции, статическая и динамическая балансировка массы шатуна с инструментом позволяют вести обработку на скоростях резания до 90 м/мин. Консольное закрепление инструмента дает возможность вводить его в глухую полость глубиной до 80 мм. Минимальные размеры обрабатываемой полости 25X25 мм. Амплитуда вихревого движения 5 мм. Вихревая головка предназначена для установки на верхней площадке заточной головки станка и кренится на ней болтами. Продольная подача в процессе обработки осуществляется перемещением стола станка вручную, а вертикальная — с помощью маховика вертикального перемещения заточной головки станка. Поперечная подача производится перемещением стола станка. Вихревая слесарная машина ВИСМАпредназначена для обработки поверхностей в сквозных и глухих полостях деталей технологической оснастки. На плите машины установлены кожух и тиски. На панели футляра смонтирован электродвигатель, к валу которого присоединен гибкий вал с вихревой головкой. Включение электродвигателя производится выключателем. На внутренней стороне боковой поворотной дверцы футляра размещен комплект сменного инструмента. В тисках закрепляется обрабатываемая деталь.
Рис. 2. Вихревая слесарная машина ВИСМА.
Вихревая головка построена по схеме с тремя кривошипными валами, что дает возможность инструменту осуществлять движение по плоской круговой траектории. Комплект сменного инструмента состоит из брусков, оправок с брусками, закрепленными между резиновыми упорами, надфилей, оправок с абразивной лентой и др. Минимальные размеры полости, обрабатываемой бруском, — 10 Х 10 мм, а надфилем — 2Х10 мм. Максимальная глубина обрабатываемой глухой полости — 45 мм, а сквозной — 90 мм. Амплитуда вихревого движения— 2 мм. Скорость резания — 90 м/мин. Масса машины в комплекте 5 кг, а масса вихревой головки — 0,8 кг. Установка для виброабразивной доводки. Способ вибрационной обработки конических поверхностей, раз. работанный Рижским политехническим институтом, используется для доводки и притирки деталей технологической оснастки.
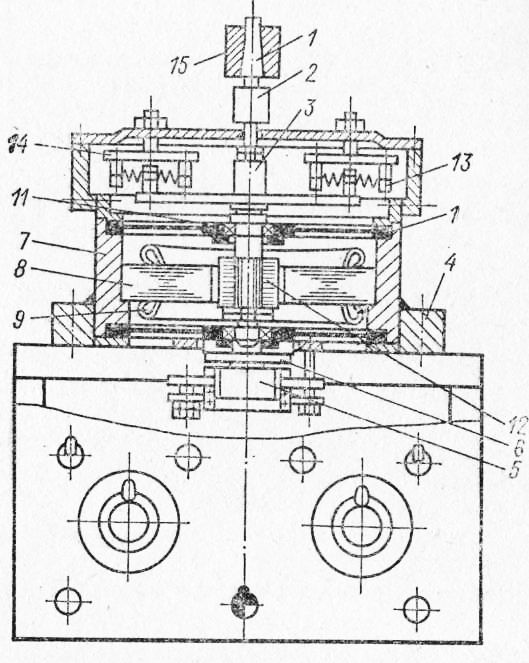
Рис. 3. Установка для доводки деталей типа втулок.
Установка для виброабразивной доводки деталей типа конических втулок приведена на рис. 3. Притир закрепляется в цанговом патроне, который соединен с валом. В процессе доводки притир совершает вращательные движения вокруг вертикальной оси с помощью вибропривода и осевые (линейные) колебания (0Д…0.2 мм) вдоль этой оси, создаваемые электромагнитом, якорь которого соединен с валом. В корпус вибропривода запрессован статор, имеющий обмотку. В верхней и нижней частях корпуса расположены дисковые пружины с цапфами и подшипниками, в которых установлен вал. На него напрессован ротор. С валом ротора соединен блок пружин крутильных колебаний. С помощью поворотного держателя можно регулировать жесткость пружин, т. е. настраивать систему на необходимый режим доводки. На рабочую поверхность притира с абразивной пастой надевается обрабатываемая деталь, к которой крепится инерционно-нагрузочная приставка, создающая необходимое давление и силы инерции при осуществлении процесса. Под влиянием сил инерции деталь непрерывно вращается по притиру. В зависимости от формы обрабатываемой поверхности применяют чугунные, стальные или пластмассовые притиры. Конструкция их должна обеспечивать компенсацию износа их рабочих поверхностей. Для виброабразивной доводки применяют пасты густой консистенции, так как процесс происходит при вертикальном расположении обрабатываемых поверхностей. Состав паст, %: алмазный порошок или порошок из эльбора — 50; смазка универсальная тугоплавкая ЧТ (консталин)—25; синтетический солидол — 20; олеиновая кислота — 5. В зависимости от требуемой шероховатости поверхности зернистость паст может быть М4…МЗ. Размеры абразивных зерен должны соответствовать исходной шероховатости поверхности, чтобы не было контакта между микронеровностями обрабатываемой и обрабатывающей поверхностей. Например, шероховатость поверхности с Ra — 0,08…0,16 мкм достигается применением пасты АСМ28. При давлении, равном 3 кгс/см2, длительность обработки составляет 6 мин. Реклама:Читать далее:Станки для профильного шлифованияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|