|
|
Категория:
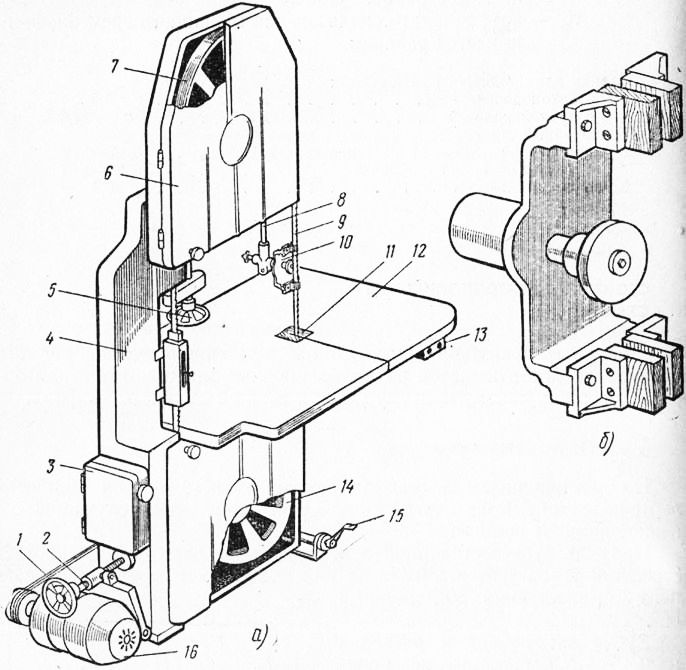
Деревообрабатывающие станки Далее: Продольно-фрезерные станки Конструкция Столярный ленточнопильный станок ЛC80-5 имеет станину (рис. 1), стол, верхний шкив и нижний, а также направляющее устройство для полотна пилы. Привод станка от электродвигателя. Станина литая, верхняя ее часть Г-образной формы. Стол крепится подвижно, его можно фиксировать в горизонтальном и наклонном положении. Шкивы служат для натяжения пилы. Нижний шкив приводной, более массивный, закреплен на валу в шариковых подшипниках и расположен ниже стола. На этом же валу размещен шкив привода, связывающий вал через клиноременную передачу с валом электродвигателя.
Рис. 1. Ленточнопильный станок ЛС80-5:
а — общий вид, б — направляющее устройство; 1 — клиноременная передача, 2 — винт механизма натяжения ремней, 3 — коробка с пусковой аппаратурой, 4 — станина, 5 — маховичок; 6 — ограждение, 7 — верхний шкив, в —кронштейн для крепления направляющего устрой, ства, 9 — пильное полотно, 10 — направляющее устройство, 11 — сменный вкладыш в столе, 12 — стол, 13 — кнопочная станция, 14 — нижний шкив, 15 — педаль тормозного устройства
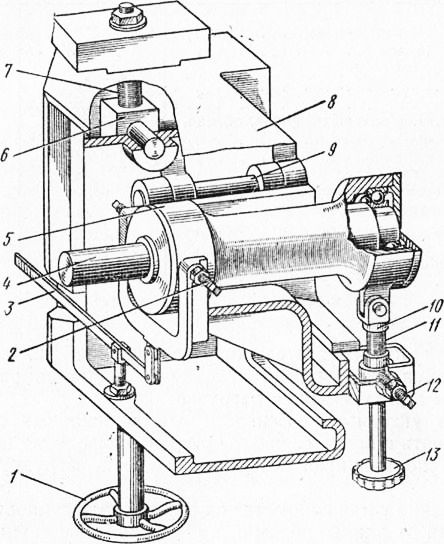
Рис. 2. Суппорт верхнего шкива ленточнопильного станка:
1 — маховичок механизма подъема суппорта, 2 — винт поворота оси шкива в горизонтальной плоскости, 3 — рычаг, 4 — ось шкива, 5 — корпус подшипников, 6 — гайка подъема суппорта, 7 — винт подъема суппорта, 8 — кронштейн суппорта. 9 — ось шарнирного крепления корпуса подшипника, 10 — серьга поворота оси в вертикальной плоскости, 11 — винт, 12 — шарнир, 13 — маховичок
Относительно тяжелый нижний шкив работает и как маховик. При резко возрастающем усилии резания он воспринимает часть нагрузки за счет уменьшения запаса кинетической энергии, которая восполняется при снижении усилий резания. Легкий верхний шкив при увеличении усилия резания быстро снижает частоту вращения, так как имеет небольшой запас кинетической энергии. Следовательно, тяжелый нижний и относительно легкий верхний шкивы ленточно-пильного станка обеспечивают требуемую жесткость рабочей ветви полотна пилы при переменной нагрузке. Эти конструктивные особенности ленточнопильных станков позволяют избежать в процессе работы рывков, ослабления полотна пилы и обеспечить нормальную, без резких скачков загрузку электродвигателя. Верхний шкив устанавливается на специальном суппорте (рис. 2). В зависимости от длины полотна пилы положение суппорта изменяют по высоте с помощью механизма, включающего маховичок, винт и гайку, закрепленную на суппорте. Устойчивое положение полотна пилы в процессе работы обеспечивается изменением наклона оси верхнего шкива в горизонтальной и вертикальной плоскостях. Ось винтами может несколько поворачиваться в горизонтальной плоскости; поворот оси в вертикальной плоскости осуществляется винтом с маховичком. Для постоянного натяжения пилы корпус подшипников поднимается рычагом, на конце которого установлен груз. В ленточнопильных станках направляющие устройства воспринимают значительную часть усилия подачи. Одна из конструкций такого устройства приведена на рис. 1, б. Ленточная пила тыльной кромкой опирается на ролик, препятствующий ее смещению на шкиве даже при значительных усилиях подачи. Направляющие устройства устанавливают так: одно ниже плоскости стола, другое выше распиливаемого материала на 10 — 15 мм. Выбор режима работы Столярные ленточнопильные станки обычно работают при ручной подаче, скорость которой должна соответствовать скорости резания, особенно при выпиловке заготовок толщиной 60 — 100 мм. Чтобы избежать перегрева электродвигателя и обрыва полотна пилы, станочник должен при падении скорости резания прекратить подачу, дождаться восстановления нормальной работы двигателя и снизить скорость подачи. Настройка станков При затуплении пилы или ее обрыве сменяют пильное полотно в следующей последовательности. Отключают электродвигатель, маховичком опускают верхний шкив, ослабляя пилу. Открывают дверки ограждений, снимают пилу с верхнего, затем с нижнего шкивов. Очищают рабочие поверхности шкивов от опилок. Выбирают пилу. Для выпиливания прямолинейных заготовок (или близких к ним по контуру) применяют полотно пилы шириной 40 — 50 мм, криволинейных — 10— 15 мм. Надевают пилу вначале на верхний шкив, затем на нижний. Маховичком поднимают шкив, натягивая пилу. Основное внимание следует уделять натяжению полотна пилы. Сильное натяжение может привести к обрыву полотна, недостаточное — к буксованию на нижнем шкиве и нагреву. Кроме того, слабо натянутое полотно колеблется, в результате чего поверхность распила получается волнистой. В процессе натяжения проворачивают вручную нижний шкив. Если при этом полотно пилы, находясь на середине шкивов, не меняет положения, считается, что оси шкивов установлены правильно. Если при проворачивании шкивов пила смещается, маховичком (см. рис. 124) изменяют положение оси верхнего шкива и пила смещается в сторону приподнятого конца оси. Натянув пильное полотно, устанавливают ограждения, закрепляют направляющее устройство на 10 — 15 мм выше верхней плоскости обрабатываемых заготовок и производят пробный пуск станка. Выпиливают заготовки на ленточнопильных станках, пользуясь шаблонами, приспособлениями или по предварительной разметке. Настройка ленточнопильного станка заключается лишь в установке стола или закреплении на нем соответствующего приспособления. В зависимости от вида обработки стол станка устанавливают горизонтально или под углом (до 45°). На наклонном столе обрабатывают заготовки, у которых стенки пропила и пласть должны быть расположены под углом, отличным от прямого. Работа на станках При выпиливании по разметке на заготовку укладывают шаблон и обводят его карандашом, нанося нужный контур. При разметке необходимо стремиться возможно рациональнее использовать площадь распиливаемой заготовки или щита и следить, чтобы в контур, очерченный на заготовке, не попали места с недопустимыми пороками древесины. Станочник должен таким образом направлять заготовку на режущий инструмент, чтобы линия распила прошла по контуру. Для подачи прямолинейных заготовок иногда применяют автоподатчики. На рис. 3 показано приспособление, с помощью которого выпиливают круг. Заготовку укладывают в приспособление и зажимают вращением маховичка между дисками, подвижно укрепленными на корпусе приспособления. Устанавливают приспособление на столе станка так, чтобы ось вращения дисков отстояла от зубьев пилы на расстоянии радиуса выпиливаемого круга. Вращая заготовку, выпиливают круг.
Рис. 3. Приспособление для выпиливания на ленточнопильном станке заготовок:
1, 4 — зажимные диски, 2 — заготовка, 3— полотно пилы, 5 — кронштейны, 6 — маховичок зажимного механизма, 7 — винт, 8 —основание
Надвигают заготовку на пилу после того, как пила достигнет рабочей скорости, подавать заготовки нужно равномерно, не допуская перегрузки станка, возникающей при чрезмерном увеличении скорости подачи. Не следует применять большое усилие подачи. При затуплении зубьев пилу заменяют. В случае обрыва полотна, а также появления шума надо немедленно отключить привод и тормозом остановить станок. Предохранительный футляр нисходящей части ленты следует устанавливать настолько низко, насколько позволяет толщина обрабатываемого материала. Ленточнопильные станки обязательно снабжают переставными приспособлениями, направляющими движение пилы, а восходящую часть нижнего пильного шкива —щеткой. Шкивы должны быть отбалансированы, подающие вальцы ограждены щитками; быстродействующий тормоз сблокирован с пусковым устройством. Реклама:Читать далее:Продольно-фрезерные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|