|
|
Категория:
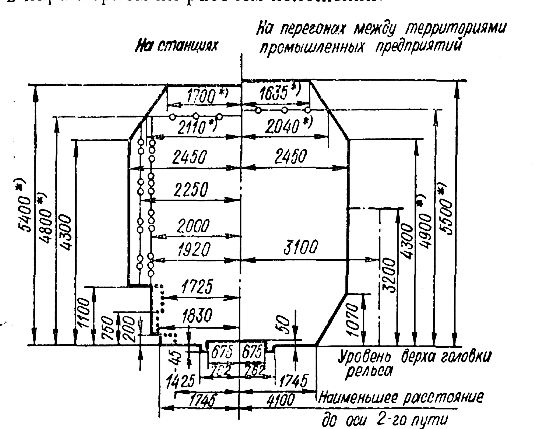
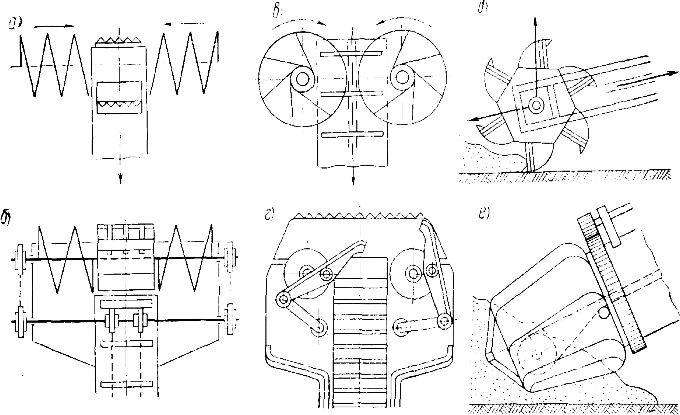
Шлифовальные станки Внутришлифовальные станки могут быть разделены на две основные группы. 1. Станки, у которых вращается обрабатываемая деталь и шлифовальный круг, а продольная и поперечная подачи осуществляются перемещением шлифовального шпинделя или передней бабки. В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 1 показаны различные схемы базирования. На рис. 1, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (а), в патроне по торцам (б), 3 втулке по наружному диаметру с зажимом по торцам (е).
Рис. 1. Схема базирования деталей при внутреннем шлифовании: 2. Станки, на которых обрабатываемая деталь, обычно крупная по размеру и массе, устанавливается неподвижно на столе станка, а шлифовальный круг осуществляет планетарное движение, вращаясь одновременно вокруг своей оси по стрелке и вокруг оси отверстия по стрелке. Продольная и поперечная подачи осуществляются перемещением шлифовального круга соответственно по стрелке. Такие станки называются «планетарными», могут быть как с вертикальным, так и с горизонтальным расположением шпинделя и имеют очень ограниченное применение.
Рис. 2. Схема внутреннего шлифования с планетарным вращением круга В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы. Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК- Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели 3K230B, оснащены торцешлифовальными приспособлениями.
Рис. 3. Общий вид внутришлифовального станка модели ЗК227В Слева от станка расположен бак для охлаждающей жидкости с электронасосом и магнитным сепаратором, сзади — насосная станция, электрошкаф с пультом управления, а также масляный пневмоагрегат, подающий масляный туман к опорам шпинделя. Работу станка рассмотрим по кинематической схеме. Привод главного шлифовального шпинделя, установленного в шариковых подшипниках, осуществляется от асинхронного электродвигателя. Привод шпинделя торцешлифовального приспособления осуществляется также от асинхронного электродвигателя. Продольная и поперечная подачи осуществляются шлифовальной бабкой, смонтированной на мосту. Для осуществления продольной подачи стол с мостом и шлифовальной бабкой перемещается по направляющим станины, одна из которых плоская, вторая — V-образная. Направляющие станины обеспечены надежной лабиринтной защитой и смазываются от отдельной смазочной станции с тонкой фильтрацией смазки.
Рис. 4. Кинематическая В станках предусмотрен механизм колебательного движения стола, обеспечивающий улучшение качества обработки, особенно-при шлифовании глухих отверстий. Поперечная подача может также осуществляться как автоматически, так и вручную. Автоматическая подача управляется гидроприводом и осуществляется прерывисто на одинарный или двойной ход. Храповое колесо, поворачиваясь на предварительно установленное число зубьев, через систему зубчатых колес, смонтированных в механизме подачи, передает вращение винту с гайкой качения, чем осуществляется перемещение в поперечном направлении шлифовальной бабки. Ручная подача осуществляется вращением маховика через механизм. Величину подачи настраивают с-помощью кнопки, расположенной на механизме. Передняя бабка установлена на мосту. Корпус ее выполнен за одно целое с плитой, на которой смонтирован электродвигатель постоянного тока, обеспечивающий бесступенчатое вращение шпинделя детали. Шпиндель смонтирован со стороны патрона в двухрядном роликоподшипнике, а со стороны шкива в двух радиально-упорных сдуплексированных шарикоподшипниках. Торцешлифовальное приспособление выполнено в виде самостоятельного узла и смонтировано на корпусе передней бабки. Для наладки маховиком перемещают штангу, несущую хобот с торцешлифовальным шпинделем. Поворот хобота в рабочее положение и возврат в исходное положение осуществляется от гидроцилиндра через систему рычагов. Подача круга на врезание осуществляется перемещением торцешлифовального шпинделя в шариковой втулке с помощью маховика. Для правки предусмотрено приспособление. Торцешлифоваль-ный круг правят вручную путем качательного движения оправки с алмазом. На универсальных станках установлены измерительные приборы для визуального контроля. Лапка прибора, настроенного по эталону, заводится в шлифуемое отверстие и по мере снятия припуска действует на индикатор, что позволяет следить за ходом шлифования и прекращать обработку по достижении размера. На станках могут быть также установлены приборы активного контроля.
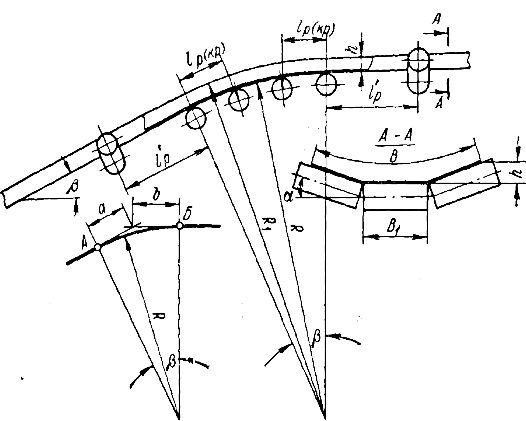
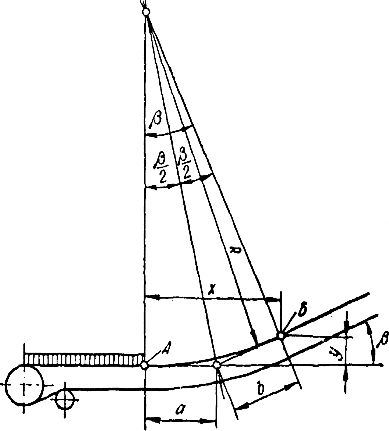
Рис. 5. Схема компенсации износа шлифовального круга при работе до упора
Рис. 6. Механизм компенсации износа круга Реклама:Читать далее:Бесцентровые внутришлифовальные станкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|