|
|
Категория:
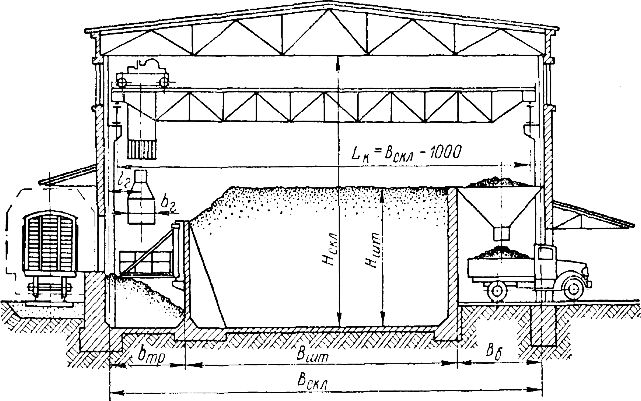
Шлифовальные станки Для шлифования желобов широко применяют автоматические и полуавтоматические станки. На полуавтоматах установка и снятие детали производятся вручную, а выполнение переходов рабочего цикла — автоматически. Соответственно назначению желобо-шлифовальные станки делятся на три группы: для шлифования желобов наружных колец (внутреннее шлифование), для шлифования желобов внутренних колец (круглое наружное шлифование) и для шлифования желобов упорных колец. Желобошлифовальные станки изготовляют в специальном исполнении (все модели ЛЗ) и на базе оборудования, предназначенного для внутреннего и круглого шлифования цилиндрических или конических поверхностей (модели 3474, 3475, 3484, 3485), меняется только прибор правки и корректируются электро- и гидросхемы. Желобошлифовальный автомат ЛЗ-191А предназначен для шлифования методом врезания желобов наружных колец шарикоподшипников с базированием на жестких опорах. На станине станка сверху размещается шлифовальная бабка, стол с установленными на нем бабкой изделия, механизмом правки, устройством жестких опор и механизмом загрузки (на общем виде не показан) и электрошкаф. Внутри станины смонтирован механизм подачи и блок гидроуправления.
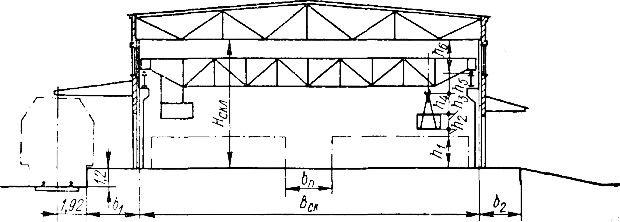
Рис. 1. Общий вид станка модели Л3-191A: Станина представляет собой жесткую коробчатую отливку прямоугольной формы. Стол перемещается по станине на роликовых направляющих в направлении рабочей подачи. Рабочая подача осуществляется следующим образом. На рабочем столе жестко закреплена гайка, а винт, закрепленный на станине, вращается, перемещая стол. Один конец винта упирается в неподвижный упор станины, а другой жестко связан с механизмом подачи через муфту. Бабка изделия имеет литой корпус, в расточке которого смонтирована гильза со шпинделем изделия, установленным на п’адиально-упорных шариковых подшипниках. Гильза перемещается в корпусе в осевом направлении. При бесцентровом способе базирования на шпиндель изделия устанавливают магнитный патрон. Бабка изделия может поворачиваться в горизонтальной плоскости на 40°. Механизм загрузки и выгрузки представляет собой лотковую систему, состоящую из верхнего, среднего и нижнего разгрузочных лотков, отсекателей и съемника. На разгрузочном лотке смонтирован демагнитизатор для размагничивания колец. Механизм подачи собран в сварном корпусе и установлен на станине. Он состоит из редуктора, органов управления и устройства для компенсации износа шлифовального круга. Блок гидроуправления размещен в нише станины и состоит из плиты, четырех золотников и дросселя. Желобошлифовальные автоматы 3474ГВ и 3475ГВ предназначены для шлифования методом врезания желобов внутренних колец шарикоподшипников с базированием на жестких опорах по желобу или борту. Основное отличие этих моделей от ранее описанных конструкций круглошлифовальных станков состоит в следующем. Шлифовальная бабка с гидродинамическим шпинделем смонтирована неподвижно на станине станка. Быстрый подвод и рабочие подачи осуществляются поворотом бабки 5 изделия вокруг оси А, расположенной под шлифовальным кругом. В связи с этим станки имеют два механизма компенсации; один для подвода алмаза к шлифовальному кругу для его правки, другой для подвода бабки изделия, чтобы скомпенсировать износ шлифовального круга. Загрузка и выгрузка колец осуществляется автоматически с помощью поворотной руки. Рабочие подачи и все вспомогательные движения автомата гидрофицированы.
Рис. 2. Общий вид станка модели 3474ГВ:
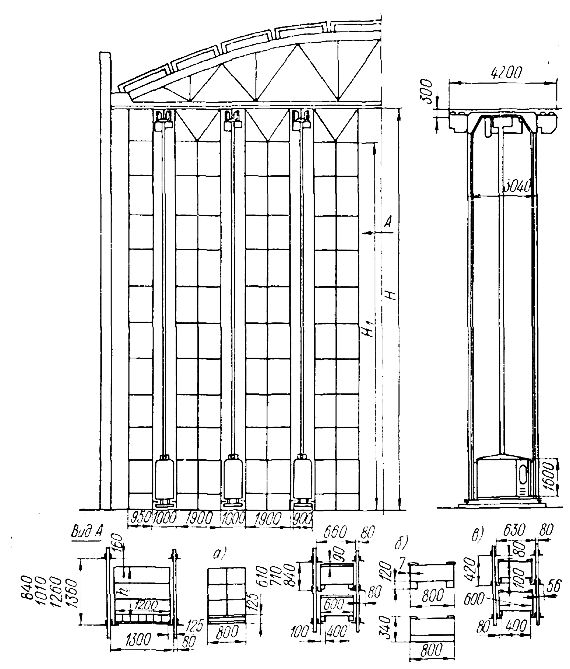
Рис. 3. Гидравлическая схема желобошлифовального станка модели 3474ГВ Цикл работы автоматов. Все желобошлифовальные автоматы для обработки желобов внутренних колец предусматривают примерно одинаковое построение рабочего цикла: ускоренная подача «до касания» или «набора мощности» — черновая подача — чистовая подача — выхаживание—правка круга через несколько колец. Частота правки устанавливается по количеству циклов или по времени чернового шлифования, последнее позволяет учитывать съем припуска между правками. Желобошлифовальные станки для внутреннего шлифования (т. е. обработки желобов наружных колец) предусматривают построение рабочего цикла с правкой круга в конце цикла на каждое кольцо или через несколько колец, а также правку круга в середине цикла: ускоренная подача — черновая подача — выхаживание — правка круга — чистовая подача. В зависимости от конкретных условий обработки построение рабочих циклов может несколько меняться: исключают ускоренную подачу или вводят ее дополнительно после правки круга в середине цикла, предусматривают две черновые подачи или выхаживание не в середине, а в конце цикла и другие изменения. Современные желобошлифовальные станки, работающие методом врезания, обеспечивают высокую точность желоба по диаметру 15—25 мкм без применения контрольно-управляющих приборов (шлифование «до упора»). Поэтому для колец подшипников общего назначения, у которых допуск на диаметр желоба нормируется ±0,025 мм, в большинстве случаев шлифование производится без приборов. Для корректировки диаметра желоба в процессе наладки или работы на станках предусматривают дополнительные устройства— гидроцилиндр 15 корректировки размера. Реклама:Читать далее:Прибор для правки и устройство для установки и вращения колецСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|