|
|
Категория:
Помощь рабочему-инструментальщику На машиностроительных предприятиях широко используются восстановленные концевые меры длины. В цеховых условиях могут быть исправлены такие их дефекты, как забоины на углах и гранях, незначительная коррозия на измерительных поверхностях. Забоины можно устранить с помощью твердого мелкозернистого бруска. Величина фаски на ребрах при этом может быть немного увеличена. После удаления забоин концевая мера должна быть доведена до восстановления притираемости. Коррозию на измерительных поверхностях устраняют обезжириванием их в бензине с последующей тонкой доводкой. В процессе доводки измерительных поверхностей концевых мер длины с целью устранения повреждений и восстановления способности притираться размер их понижается на 0,2…0,4 мкм, что, однако, не отражается на их точности. Поясним это на следующем примере. Диапазон размеров концевых мер длины 2-го класса точности от 0,5 до 3 мм имеет допуск на размер плитки ±0,001 мм. Следовательно, концевая мера с минусовым допуском на размер может быть восстановлена 3 раза, а с плюсовым допуском — 6 раз. По условиям контроля допускается замена 10% концевых мер, вышедших по размерам из данного класса точности. В этом случае концевые меры пополняются новыми.
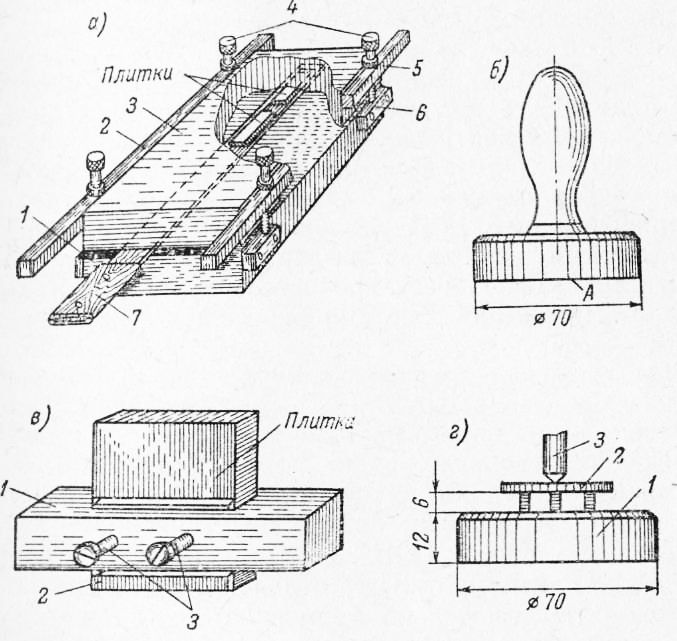
Рис. 1. Приспособление для доводки концевых мер длины.
Для переделки (или восстановления) на низший размер (до 1,5 мм) выбирают концевые меры, у которых размер на 0,05 мм выше заданного. Это необходимо для того, чтобы при шлифовании можно было снять старую маркировку. Концевые меры размером более о мм восстанавливают путем равномерного хромирования с одной стороны. Предварительно поверхность уменьшают на 0,01—0,02 мм, а затем на нее наносят слой хрома толщиной 0,04—0,07 мм. После хромирования плитки шлифуют и доводят. Не соответствующие по условиям контроля концевые меры длины 2-го класса переводят в 3-й класс, где допуск на размер плитки составляет ±0,002 мм. Вели-ина этого допуска позволяет восстанавливать концевые меры 3 раза. Доводку их производят тонкой пастой ГОИ (1—2 мкм) чугунными или стеклянными притирочными плитами. Грубую и окончательную доводку концевых мер длины до 2,5 мм осуществляют в приспособлении, которое состоит из двух плит с наклеенными на них стеклянными листами толщиной 4…5 мм. В качестве клея используют менделеевскую замазку или свинцовый глет, разведенный в глицерине. С боков верхней плиты прикреплены две планки, в которые ввернуты четыре регулировочных винта с контргайками. Винты оканчиваются со-осным со средним диаметром резьбы центром, который упирается в планки с гнездами, прикрепленными к нижней плите. Параллельность между рабочими плоскостями двух плит выдерживается по доводимой плите с помощью регулировочных винтов и контргаек. Доводимая плита приводится в движение пластиной с рукояткой. На таких же приспособлениях, но без стеклянных листов, производят грубую обработку концевых мер при переводе их из одного размера в другой. Предварительную правку плит со стеклянными листами осуществляют на чугунных притирочных плитах размерами 500X500 мм наждачным порошком, а окончательную— пастой ГОИ 20—40 мкм. После этого притирочные плиты протирают и доводят стеклянными листами, затем тщательно промывают и удаляют с них крупные частицы, оставшиеся в порах. Рабочие поверхности плит необходимо предохранять от попадания на них крупных частиц наждака или пыли. Микронную пасту для чистовой доводки плит разводят керосином, при этом использовать можно только верхние слои раствора. Пасту наносят на плиты каплями, разравнивают ее по поверхности гигроскопической ватой и растирают специальным грибком, рабочая плоскость А которого закалена и доведена. Острые кромки грибка удаляют с поверхности плиты излишнюю пасту и посторонние частицы. При доводке концевых мер длины необходимо иметь три приспособления: одно — для абдирки при переделке на меньший размер, второе — для чистовой доводки и третье (со стеклянными листами)—для окончательной доводки. Концевые меры размером от 6 до 20 мм доводят на открытой плите, а размером 200 мм и выше — с помощью обоймы, которая состоит из текстолитовой рамки, вкладыша и вннтов. Контроль восстановленной концевой меры осуществляют на вертикальном оптиметре. На его столик устанавливают подставку, на которой размещают концевую меру, контролируемую с помощью наконечника оптиметра. Опытный слесарь-инструментальщик за 16 рабочих часов может восстановить набор концевых мер длины из 83 плиток. Реклама:Читать далее:Ремонт измерительных инструментовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|