|
|
Категория:
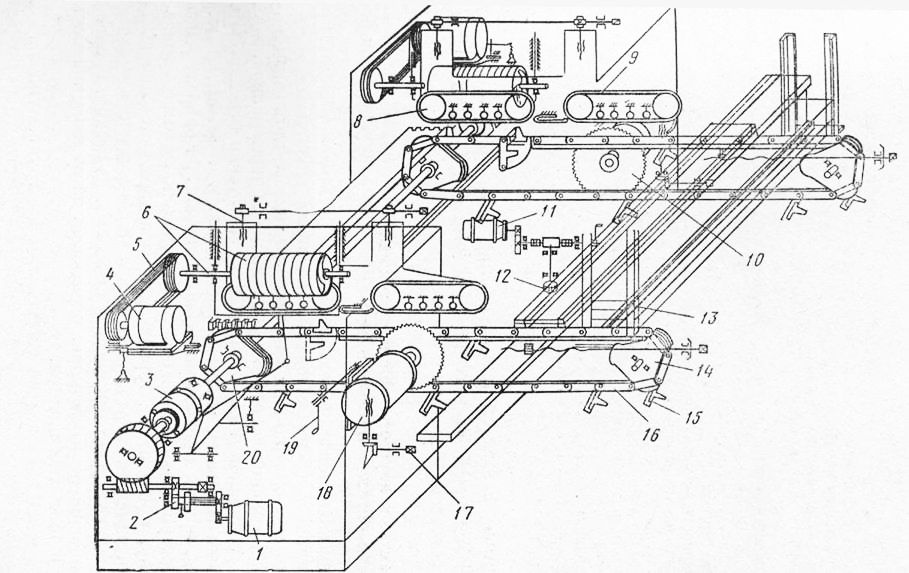
Деревообрабатывающие станки Конструкция Двусторонний шипорезный станок Ш2ПА-2 (рис. 1) предназначен для зарезки прямых ящичных шипов одновременно с двух сторон. На низкой длинной станине станка установлены две колонки. Одна из них неподвижна, вторая может перемещаться вдоль станины. Движение колонки сообщается от электродвигателя, через редуктор и шестеренно-реечную передачу. На колонках смонтированы узлы: торцовки заготовок, зарезки шипов, механизма подачи и прижимных устройств. Каждый торцовочный узел включает электродвигатели, на валу-шпинделе которых крепятся дисковые пилы. Электродвигатели крепятся к колонке на суппортах и при настройке могут перемещаться винтовыми механизмами в вертикальной и горизонтальной плоскостях. Рабочие движения суппортам в вертикальной плоскости сообщаются копиром.
Рис. 1. Кинематическая схема станка Ш2ПА-2:
1 — элетродвигатель механизма подачи. 2 — редуктор. 3 — копир. 4 — электродвигатель шипорезного узла. 5 — клиноременная передача, 6 — шпиндель шипорезного узла, 7 — винтовой механизм настройки прижимов. 8 – шкив, 9 — ремень прижимного устройства, 10 — пила, 11 — электродвигатель механизма перемещения колонки, 12 — шестеренно-реечный механизм перемещения колонки, 13 — стойка магазинного питателя, 14 натяжной туер, 15 — упор, 16 — цепь, 17, 19 — винтовые механизмы настройки торцовочных узлов, 18 — электродвигатель торцовочного узла, 20 — приводной туер
На цепях механизма подачи заготовок шарнирно закреплены упоры. Цепи надеты на рабочий и натяжной туера. Приводятся цепи.от электродвигателя через редуктор. Прижимные устройства при настройке могут перемещаться в вертикальной плоскости и выполнены в виде ремней, натянутых на два шкива. Нижние ветви ремней с тыльной стороны опираются на подпружиненные ролики. Заготовки подаются в станок магазинным питателем, стойки 13 которого крепятся к обеим колонкам. Заготовки вручную загружают в магазин, откуда они (по одной или пачками высотой до 80 мм) поступают на цепи механизма подачи и упорами цепей перемещаются в направлении торцующих пил. Оторцованные заготовки передвигаются к шипорезным головкам, упоры цепей утопляются. Заготовки останавливаются, будучи прижатыми к направляющим. Копир сообщает возвратно-поступательное движение в вертикальной плоскости шипорезному узлу, при этом на торцах заготовок зарезаются шипы. По возвращении шипорезных устройств в исходное положение заготовки вновь перемещаются упорами цепей и выносятся из станка, после чего из магазина на цепи поступает следующая заготовка (или пачка заготовок), и цикл повторяется. На цепях механизма подачи установлены две группы упоров. Одна группа находится в рабочем состоянии на участке от натяжного туера до зоны шипорезного узла, вторая от шипорезного узла до приводного туера. При таком устройстве во время зарезки шипов заготовки при непрерывном движении цепей находятся в неподвижном состоянии. Координируется движение механизма подачи копировальным устройством, вал которого одновременно служит и приводным валом туеров цепей. В схеме управления станков предусмотрены две блокировки: одна обеспечивает невозможность включения двигателя подачи при отключенном любом электродвигателе торцовочных и шипорезных узлов, вторая — невозможность включения привода перемещения колонки при включенном приводе механизма подачи, Настройка станка При настройке станка Ш2ПА-2 соблюдается такая последовательность операций. Сначала включают электродвигатель и, перемещая подвижную колонку, устанавливают ее в положение, соответствующее длине заготовок. Затем, при отключенном электродвигателе уточняют положение подвижной колонки, передвигая ее вращением вручную. После установки подвижной колонки настраивают торцовочные узлы, для чего их перемещают винтовыми механизмами в вертикальной и горизонтальной плоскостях до полной симметричности положения пильных дисков при расстоянии между ними, соответствующем длине оторцованных заготовок (плюс 1 мм на разводку зубьев пил). Торцующие пилы должны быть установлены так, чтобы их верхние зубья были расположены выше направляющих механизма подачи на величину толщины заготовки (или пачки заготовок) плюс 10—15 мм. При настройке шипорезного узла устанавливают фрезы-крючья, имеющие одинаковые размеры. Для настройки применяют шаблон или ранее обработанную деталь. Перемещая шипорезные узлы винтовыми механизмами по шаблону, устанавливают их на нужную длину шипов. Установив шипорезные узлы, при помощи гаек с винтами регулируют положение прижимных устройств, добиваясь такого их положения, при котором обеспечивается требуемый зажим заготовок. Настроив станок, проверяют установку ограждений и работу эк-сгаустерной сети, после чего включают станок и обрабатывают несколько заготовок, чтобы убедиться в правильности настройки станка. Следует периодически проверять размеры заготовок, чтобы не Допустить брака. Работа на станке Станок обслуживают двое рабочих. Станочник кладет заготовки в магазинный питатель и следит за работой станка. Второй рабочий принимает обработанные заготовки и укладывает их в штабель. Нельзя работать на станке при отключенной эксгаустерной установке. Реклама:Читать далее:Ящичные шипорезные станки для зарезки «ласточкин хвост»Статьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|