|
|
Категория:
Машиноведение Далее: Валы и оси Заклепочные соединения применяются для неразъемного скрепления деталей (рама машины, мосты и т. п.). В заклепочных соединениях детали соединяют «внахлестку» (друг на друга) или с помощью дополнительных накладок «встык». Для этого размечают места для заклепок, просверливают или пробивают отверстия.
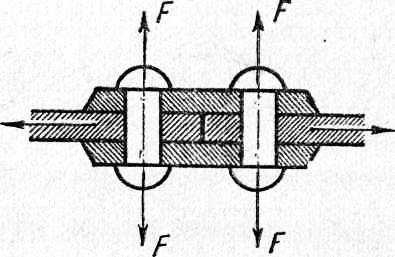
Рис. 1. Заклепочпые соединения. В отверстия закладывают заклепки — цилиндрические стержни из мягкой стали, меди или алюминия в зависимости от материала склепываемых деталей и требований к прочности соединения. Головки заклепок могут быть полукруглыми, потайными или полупотайными. Заклепка должна быть такой, чтобы ее конец выступал над поверхностью склепываемых деталей на длину, равную примерно полуторам диаметрам заклепки. Это необходимо для того, чтобы расклепыванием образовать вторую, «замыкающую» головку. Крупные стальные заклепки (диаметром более 10—12 мм) предварительно нагреваются и расклепываются в горячем виде. Заклепки малых размеров или изготовленные из мягкого материала расклепываются без нагревания. В процессе клепки под головку заклепки, вставленной в отверстие, подставляют поддержку — стержень с углублением по форме головки, опирающийся на массивную и прочную опору, например стальную плиту. Затем наносят равномерно удары молотком по выступающему концу заклепки и образуют предварительную форму головки. Окончательную форму замыкающей головке придают с помощью специальной оправки-обжимки, которая имеет полукруглое углубление. При большомобъеме работ по клепкевместомолотка применяют механизированные инструменты: пневматические молотки или электрические клепальные машины. Место полученного заклепочного соединения называют швом. Если соединяемые части должны выдерживать большую нагрузку (мосты, здания и т. п.), то шов делается прочным. Там, где требуется не только большая прочность, но и высокая герметичность соединения (паровые котлы, цистерны, баллоны, содержащие газ или жидкость под давлением), применяют прочноплотные швы. Заклепка в шве подвергается боковым сдвигающим усилиям (Р), которые могут срезать заклепку, если будут достаточно большими. Кроме того, если заклепка ставится в горячем виде, на нее действуют и растягивающие силы (F), так как она при остывании делается короче и сильно сжимает склепываемые части. При выполнении заклепочных соединений надо правильно выбрать форму шва, расположение и количество отверстий, размеры и материал заклепок, чтобы соединение выдерживало испытываемые нагрузки. Заклепочные соединения имеют ряд недостатков: процесс их выполнения довольно трудоемкий (разметка, сверление отверстий, склепывание), требующий сравнительно сложного оборудования; сами соединения недостаточно прочны, так как отверстия ослабляют сечение материала; соединения получаются громоздкими и тяже-дыми. Поэтому вместо склепывания все шире применяются сварные соединения.
Рис. 2. Усилия в заклепочном соединении. Сварные соединения выполняются гораздо быстрее, чем заклепочные, и с применением довольно простой,аппаратуры. Прочность сварных швов значительно выше швов заклепочных при том же расходе материала. Поэтому применений сварки позволяет получать конструкции более легкие и прочные, чем при склепывании. Реклама:Читать далее:Валы и осиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|