|
|
Категория:
Шлифование и полирование стекла Характеристика инструментов. Для механической обработки стекла (шлифования края и дна, нанесения алмазных граней) используют алмазный инструмент. Обработка стекла алмазно-абразивным материалом представляет собой процесс скоростного микроцарапания обрабатываемой поверхности совокупностью единичных алмазных зерен, равномерно распределенных по всей рабочей поверхности инструмента. Инструмент из природных (А) и синтетических (АС) алмазов изготовляют из порошков, полученных дроблением исходного сырья с последующей классификацией по размеру и форме зерен. Алмазные порошки представляют собой совокупность зерен алмаза в виде монокристаллов различной величины и формы, его осколков и поликристаллов. Синтетические алмазы, т. е. полученные искусственным путем, обладают некоторыми преимуществами по сравнению с другими абразивными материалами и даже с природными алмазами. Благодаря развитой шероховатой поверхности и резко очерченным ребрам их режущая способность несколько выше режущей способности природных алмазов. Алмазный круг состоит из металлического или пластмассового корпуса, на рабочую кромку которого нанесено алмазоносное кольцо с алмазным слоем толщиной 3…16 мм, состоящим из зерен природного или синтетического алмаза, связки и наполнителя. Концентрация алмазов в алмазоносном слое характеризуется массовым содержанием алмазов в единице объема алмазоносного слоя. За 100%-ную концентрацию условно принято содержание 4,4 карата в 1 см3 алмазоносного слоя или 0,88 г/см3, что соответствует 25% по объему (1 карат равен 0,2 г). Отечественная промышленность выпускает алмазные круги с концентрацией алмазов 12,5; 25; 50; 75; 100; 125; 150; 175; 200%. Для обработки стекла в основном применяют круги с низкой и средней концентрацией от 25 до 100%. Зернистость алмазоносного слоя, показывающая размеры основной фракции алмазных зерен, обозначают дробью, числитель которой соответствует наибольшему, а знаменатель — наименьшему размеру зерен в мкм. Например, зернистость 160/125 означает, что наибольший размер зерен в таком инструменте 160 мкм, а наименьший— 125 мкм. Алмазный инструмент выпускают на органических керамических и металлических связках. При изготовлении алмазных кругов для обработки стекла наиболее широко применяют металлические связки Ml, С22, МЗ, М5-2, М04, М07, М08, МЖ, Ж1. Они представляют собой различные композиции на основе меди, олова, алюминия, никеля, цинка, железа. Из них чаще используют связки из оловянистых бронз, которые изготовляют из порошков меди и олова с различными легирующими добавками в виде тонкоизмельченных порошков оксидов. Круги на металлических связках обладают повышенной механической прочностью и значительной износостойкостью.
Рис. 1. Алмазный круг:
1 — корпус, 2 — алмазоносный слой
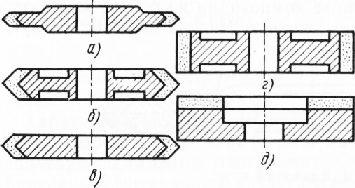
Основные показатели работы алмазного инструмента: производительность, удельный расход алмазов и качество получаемой после обработки поверхности. Производительность характеризует режущую способность алмазного круга. Она измеряется количеством материала, снятого за единицу времени. Удельный расход алмазов определяется износом алмазного круга и количеством алмазов, израсходованных на снятие определенного количества обрабатываемого материала. Качество обрабатываемой поверхности характеризуется шероховатостью поверхности и глубиной «трещиноватого» слоя. При обработке любых материалов между инструментом и материалом возникает сила взаимодействия, которая называется силой резания. Эта сила — результат упругих деформаций материала, трения алмазных зерен и связки об обрабатываемый материал, а также отделения «стружки» от основного материала и ее удаления. Сила резания — важная технологическая единица. Так как значения нормальной и тангенциальной составляющих силы резания определяют производительность шлифования, износ инструмента, температуру на рабочей кромке круга, шероховатость обработанной поверхности, то, зная закономерности изменения сил резания, можно выбирать режим, обеспечивающий наивысшую производительность обработки и при этом пониженную износостойкость инструмента. Маркировка шлифовальных кругов из алмазов расшифровывается следующим образом: например, А2П-125Х10X5X32V Х90 — АС 15 50/40 М1-100-24-1200-1985-ТЗАИ — А2П — тип круга (алмазный, плоский с двусторонним коническим профилем); 125 —наружный диаметр, мм; 10 — ширина алмазоносного слоя; мм; 5 —толщина алмазного слоя, мм; 32 — диаметр посадочного отверстия, мм; 90 —угол профиля круга, град; АС 15 — вид алмаза (алмаз синтетический высокой прочности) ; 50/40—зернистость по ГОСТ 9206—80; Ml— связка металлическая; 100 — концентрация алмазов, ; 24 — содержание алмазов в алмазном слое, карат; 1200 — номер круга; 1985 — год изготовления; ТЗАИ — завод-изготовитель. В паспорт на круги из синтетических алмазов также вносятся данные, указывающие допустимую рабочую окружную скорость алмазного круга, м/с; маркировка 2723—0201 А 50/40 100 М ГОСТ 17007— 80 обозначает: 2723—0201 — плоский круг формы 6А2Т, А —из порошков природных алмазов зернистостью 50…40 с относительной концентрацией алмазов 100, на металлической связке марки М. Промышленность выпускает алмазные круги различных профилей. Для декоративной обработки стекла применяют плоские круги с двусторонним коническим профилем типа А2П (рис. 2, а…в), плоского прямого профиля АПП (рис. 2, г), плоские с выточкой АПВ (рис. 2, д). Последние используют также для шлифования дна и краев изделий из сортового и художественного стекла. Для обработки несерийных изделий изготовляют специальные круги. Тонкостенные изделия обрабатывают кругами с большим углом заточки (110°), толстостенные — с малым (90°). При обработке изделий из стекла алмазными кругами обязательно применяют смазочно-охлаждающие жидкости (СОЖ)-Они интенсивно охлаждают изделие и круг, что предотвращает образование трещин и прижогов на обрабатываемой поверхности, облегчает нанесение грани. Правка инструмента. При механической обработке стекла режущие грани абразивных зерен стачиваются и затупляются.
Рис. 2. Профили плоских алмазных шлифовальных кругов:
1 — с двусторонним коническим профилем: а — формы I4EEIX, б —формы 1EEIX, в — формы 1EIX, г — прямого профиля формы 1AI, д — с выточкой, формы 6А2
Кроме того, грани абразива выкрашиваются. Это происходит потому, что при повышенных температурах, возникающих в зоне контакта абразивного круга и изделия, прочность и твердость алмазных зерен понижаются. Чтобы снять требуемый слой стек-па сточенным зерном, нужно приложить большее усилие. В результате зерно, крепко удерживаемое связкой, раскалывается и V него появляются новые острые вершины. Таким образом режущая способность зерна восстанавливается. При этом сила резания уменьшается до нормальной. Это свойство абразивных зерен восстанавливать свои рабочие свойства называется самозатачиванием. Через некоторое время самозаточившееся зерно вновь притупляется, зерно разрушается вторично и снова начинает нормально работать вновь образовавшимися вершинами. Этот процесс разрушения вершин абразивного зерна и восстановление режущей способности происходит до тех пор, пока высота, на которую зерно выступает из связки, не станет настолько незначительной, что дальнейшему дроблению зерно не поддается, но в то же время связка продолжает удерживать зерно. В результате зерно перестает работать и круг начинает с большой силой тереться об обрабатываемую поверхность, вызывая прижоги, трещины и даже разрушая изделия. На износ круга влияют диффузионные и адгезионные процессы, протекающие в зоне контакта круга и изделия. Диффузия, т. е. проникновение частиц одного материала в другой, увеличивается с повышением температуры и при давлении одного тела на другое. Именно такие благоприятные для диффузии условия возникают на границе «круг — изделие». Поэтому часть абразива диффундирует, т. е. проникает в обрабатываемую поверхность изделия из стекла, а часть материала изделия переносится в круг. В результате материал изделия налипает на абразивные зерна круга, который как бы разделяет зерно, способствуя разрушению ранее монолитного абразивного зерна. Диффузионный износ, сопровождаемый адгезионным, является наибольшим по величине при обработке поверхностей химически родственных с данным абразивом материалов, (абразив и стекло силикатные материалы). О затуплении круга судят по ряду признаков: усиливается шум при обработке, появляется вибрация, возрастает усилие, которое необходимо приложить к изделию при обработке ухудшается качество кромки образуемого прореза. Затупившийся инструмент правят. Правка — восстановление заданной геометрической формы и режущей способности рабочей поверхности инструмента. Машинное время работы абразивного инструмента с момента установки на станок нового или правленого инструмента, в течение которого он сохраняет заданные свойства, называется стойкостью инструмента. Шлифовальные круги правят тремя способами: обтачивают алмазным инструментом, обкатывают p0i ликом и шлифуют кругами из карбида кремния. В процессе правки удаляется минимальный слой отработанных зерен абразивного материала и связи шлифовального круга. В качестве алмазного инструмента применяют алмазно-металлические карандаши, алмазные зерна в оправах, пластины и ролики.
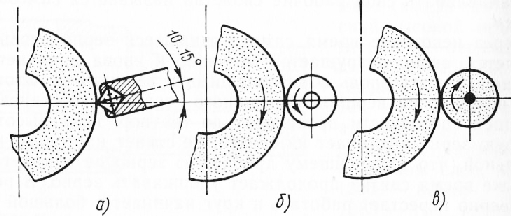
Рис. 3. Способы правки шлифовальных кругов:
а — алмазным инструментом, б — роликом, в — шлифовальным кругом из карбида кремния
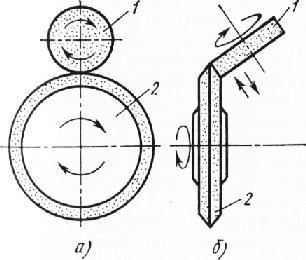
Ролики для правки изготовляют из твердого сплава или из зерен твердого сплава на латунной связке, а также из черного карбида кремния на керамической связке. Шлифовальные круги используют наиболее твердые — марок ВТ и ЧТ. Правка алмазных кругов заключается в удалении части алмазоносного слоя, содержащей затупленные алмазные зерна, и формировании новой режущей поверхности круга за счет обнажения острых зерен. В некоторых случаях инструмент правят, чтобы устранить биение рабочей поверхности круга. После его закрепления на шпинделе станка или придать рабочей поверхности круга соответствующую форму. Наиболее распространенные методы правки алмазных кругов основаны на воздействии связанного или свободного абразива на режущую поверхность: шлифование абразивными кругами или брусками; притирка абразивным порошком на плите; правка в процессе шлифования заготовок за счет того, что в зону резания подсыпают абразивный порошок; абразивно-жидкостная правка с применением ультразвука. Плоские рабочие поверхности кругов АПВ, работающих торцом при обработке краев сортовой посуды правят притиркой свободным абразивным зерном на чугунных или стеклянных плитах. Абразивные зерна, свободно передвигающиеся по поверхности алмазного круга, изнашивают связку, что приводит к удалению затупившихся и обнажению новых острых зерен круга Чтобы предотвратить контакт алмазных зерен с плитой, зернистость порошка выбирают несколько большую, чем зернистость алмазного круга. Самый распространенный метод правки алмазных кругов — шлифование кругами. При этом алмазный круг либо оставляют на шпинделе станка, либо снимают со станка и закрепляют на оправке или в приспособлении, которые устанавливают на заточном станке. Метод шлифования обычно применяют на заводах сортовой посуды для правки кругов с двусторонним коническим профилем АПП и А2П (рис. 4, а, б).
Рис. 4. Схемы правки методом шлифования алмазных кругов:
а — АПП, б — А2П; 1 — правящий круг, 2 — алмазный круг
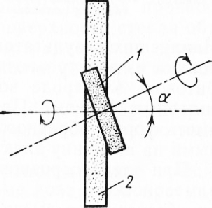
При правке алмазного круга методом обкатки (рис. 5) правящий круг вращается за счет контакта с алмазным кругом.
Рис. 5. Схема правки алмазных кругов методом обкатки:
1 — правящий круг, 2 —алмазный круг АПП
Для правки алмазных кругов на металлических связках при меняют круги из зеленого карбида кремния зернистостью 25…40 твердостью СМ2—С2 на керамической связке. Для правки алмазных кругов также используют электроэрозионный метод. При электроэрозионной правке алмазный круг соединяется с положительным, а правящий (инструмент-электрод)—с отрицательным полюсом генератора импульсов. Алмазный и правящий круги помещают в жидкую диэлектрическую среду (например, трансформаторное масло, керосин). Между электродом и токо-проводящей связкой круга образуются разряды. Под действием высокой температуры, развивающейся в зоне разряда, происходит эрозия связки. Алмазные круги для правки устанавливают на электроискровые прошивочно-ко-пировальные станки, (ЛK3-183, Л КЗ-190, 4723, 4723М, ЧЕ723) или оставляют на рабочих станках, снабжая их дополнительными приспособлениями. Этим методом правят и профилируют фасонные круги.
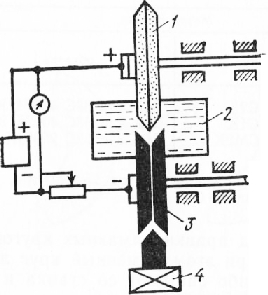
Рис. 6. Схема правки алмазных кругов электроэрозионным методом:
1 — алмазный круг, 2 — диэлектрическая среда, 3 — графитовый ролик- С электрод, 4 — профилирующий резец из твердых сплавов В качестве электродов применяют графит, медь, бронзу, чугун. Наилучших результатов достигают, используя электроды в виде ролика из электроэрозионного графита. Форма профиля на графитовом электроде восстанавливается механическим твердосплавным резцом. При правке графитовый электроД“должен иметь форму обратного профиля круга с размерами, уменьшенными на величину электроискрового зазора. При электроэрозионном методе правки интенсивность съема алмазоносного слоя высока — до 500 мм3/мин. Этот метод правки обеспечивает высокую точность профилирования (в пределах 10…20 мкм). Режущая способность алмазных кругов после правки электроэрозионным методом в два-три раза выше, чем после правки шлифованием. Реклама:Читать далее:Отделение колпачка при обработке стеклоизделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|