|
|
Категория:
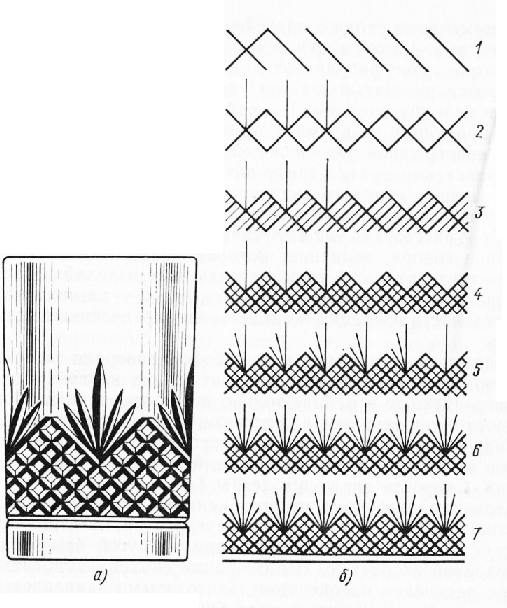
Шлифование и полирование стекла Организация производства —форма, порядок соединения труда с вещественными элементами производства в целях обеспечения выпуска высококачественной продукции, достижения высокой производительности труда на основе лучшего использования производственных фондов и трудовых ресурсов. Непременными условиями рациональной организации производства являются механизация и автоматизация производственных процессов. Механизация —это замена ручных средств труда машинами и механизмами; различают частичную и комплексную механизацию. Автоматизация — это применение технических средств, экономико-математических методов и систем управления, освобождающих человека частично или полностью от непосредственного участия в процессах получения, преобразования, передачи и использования энергии, материалов или информации. Механизация и автоматизация — важные направления научно-технического прогресса. На стекольных заводах внедряются автоматизированные системы управления процессом приготовления шихты, работой стекловаренной печи. Используются средства малой механизации при ручном выдувании изделий, конвейеры для доставки горячих изделий к отжигательным печам. Освоены технологические линии, в состав которых входят высокопроизводительные стеклоформующие автоматы. Например, технологическая линия по производству изделий методом автоматического прессования работает следующим образом. Сваренная в стекловаренной печи стекломасса подается питателем в виде порции стекла в автоматический пресс. Отформованное изделие передается конвейером в машину огневой полировки, где одновременно происходит отопка края изделия и облагораживание его поверхности. Далее конвейером изделия передаются в отжигательную туннельную печь. После отжига изделия контролируются, сортируются и поступают на склад. На такой технологической линии все стадии производства автоматизированы и механизированы. Производительность одной технологической линии достигает 50 тыс. шт. изделий в сутки. При массовом производстве изделий с травлеными рисунками используют конвейерно-поточную линию. В этой линии устанавливают технологическое оборудование для травления рисунков и конвейеры, которые транспортируют изделия для выполнения технологических операций от подогрева и нанесения защитного покрытия до упаковки готового изделия. Внедрение конвейер-но-поточного способа обработки позволяет повысить производительность труда, улучшить качество продукции, значительно сократить производственный цикл. На заводах по производству сортовых стеклоизделий лишь небольшая часть продукции, выработанной у стекловаренной печи, представляет собой законченную продукцию, поступающую непосредственно к потребителю. Это в основном изделия, которые изготовляют на прессовом оборудовании. Большая же часть изделий (получаемых выдуванием) поступает на дальнейшую обработку, сначала предварительную, затем декоративную. При этом изделия для разных операций передают из одного цеха в другой, от одного рабочего места к другому. Поэтому как сам способ передвижения изделий в процессе обработки, так и взаимное расположение оборудования внутри цеха должны отвечать требованиям целесообразности, планомерности и экономичности. На большинстве заводов механическая обработка изделий осуществляется конвейерно-поточным методом. Например, при обработке изделий алмазной гранью и номерным шлифованием поступающие в цех механической обработки изделия разделяются на два технологических потока. На один конвейер поступают изделия из свинцового хрусталя, которые должны быть декорированы алмазной гранью, на другой конвейер — номерным шлифованием. В начале каждого конвейера находится участок для разметки рисунка. Далее на первом конвейере располагаются станки, на которых производят обдирку алмазной грани. На втором конвейере изделия прежде всего поступают на станки, где происходит грубое шлифование номерных шлифов. Затем на том и другом конвейерах изделия передаются на станки, где выполняется дистировка рисунка. Первый конвейер заканчивается станками, где можно отделывать алмазную грань, наносить особо мелкие детали рисунка или производить широкоплоскостное шлифование, если это необходимо. Заканчивается механическая обработка изделий мойкой. Далее изделия поступают на третий конвейер, где они сортируются и отбраковываются. За-том все изделия передаются по ленточному подвесному конвейеру в цех химического полирования. Перед пуском конвейера в работу проверяют исправность приводной и натяжной станции, натяжение конвейерных лент. Конвейер пускают в работу только после проверки исправности оборудования дежурным электриком. Лента конвейера должна быть расположена на близком расстоянии от станков, чтобы рабочие не делали лишних движений при съеме и установке изделий. Скорость движения ленты 1,1…1,5 м/мин. Введение конвейерно-поточной системы в цехах обработки позволило создать поток с регулируемым ритмом, при котором передача изделий от одной операции к другой производится с определенной скоростью. Все операции синхронизированы. Весь процесс расчленен на операции, за которыми закреплены определенные рабочие. Каждый член бригады выполняет одну операцию. На примере нанесения рисунка № 300 алмазной грани рассмотрим, каким образом происходит обработка поверхности этого изделия конвейерно-поточным методом. Рисунок состоит из 6 клеток и 6 кустов. Исходя из этого, было определено, выполнение каких граней должно входить в каждую операцию и в какой последовательности необходимо наносить грани, чтобы сохранить симметричность, единый «почерк» и целостность рисунка. Последовательность выполнения того или иного рисунка устанавливают путем наблюдения за работой квалифицированных мастеров. Затем с помощью хронометража определяют затраты времени, необходимые для выполнения каждого элемента рисунка, после чего весь процесс нанесения резьбы разбивают на промежуточные операции, равные по затрате времени. в результате на основе проделанных наблюдений и замеров создается технологическая карта. Из карты видно, что при обработке изделия алмазной гранью № 300 первая операция состоит из нанесения 6 прямых прорезов клиновидного профиля слева направо и одной линии справа налево. Затем стакан передается по ленточному конвейеру ко второму рабочему, который выполняет следующую операцию. Вторая операция— нанесение пяти линий справа налево, при соединении которых с концами линий слева направо образуются клетки. Кроме того, тот же рабочий прорезает три центральные линии кустов. Изделие передается третьему рабочему, который наносит справа налево глубокие линии, делящие все полученные клетки пополам. Он же в каждой клетке прорезает две тонкие линии. Четвертая операция выполняется точно так же, как и третья, но слева направо. Пятая операция — наносят остальные центральные линии кустов и две линии слева от проведенной центральной линии в каждом из пяти кустов. При шестой операции прорезают две линии слева направо в шестом кусте и две линии справа налево в каждом из шести кустов. Седьмая заключительная операция включает обводку внизу вокруг всего изделия двух линий, подчеркивающих алмазную грань. Таким образом, рисунок № 300 выполняют семь рабочих.
Рис. 1. Изделие с алмазной гранью (а) и последовательность (1…7) нанесения рисунка (б)
На каждой поточной линии работает одна бригада в составе 60…80 человек. Бригада состоит из бригадира, шлифовщиков-алмазчиков высшей и средней квалификации, разметчиков и мойщиков-съемщиков. В зависимости от ассортимента в бригаду могут входить рабочие и других специальностей. Распределяет работу среди отдельных групп шлифовщиков-алмазчиков и между рабочими других специальностей бригадир. При украшении изделия рисунками алмазной резьбы каждая группа шлифовщиков формируется в зависимости от установленного расчленения приемов по нанесению рисунков. Таким образом, и при большом численном составе бригады сохраняется принцип детального разделения труда. Для объединенной бригады устанавливаются единые нормы выработки и сдельные расценки. Оплата труда производится по результатам работы бригады за определенный период времени с учетом установленной каждому рабочему тарифной ставки и фактически отработанного времени. Такая организация и оплата труда обеспечивают лучшую загрузку рабочих, работающих на конвейерных линиях, упрощает учет результатов работы, стимулируют рост производительности труда и качество продукции. В таких коллективах высокую эффективность приобретают новые формы организации труда и социалистического соревнования. Так, в бригадах шлифовщиков заводов сортовой посуды в борьбе за высокие производительность труда и качество продукции рождаются почины бездефектного изготовления продукции, сдачи продукции с первого предъявления. Реклама:Читать далее:Охрана труда в производстве стеклоизделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|