|
|
Категория:
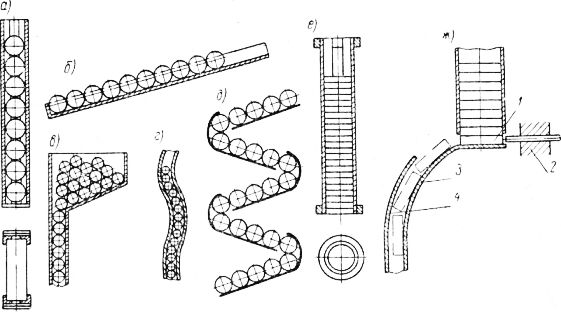
Металлорежущие станки Функциями автоматического загрузочного устройства являются: накопление штучных заготовок, ориентация заготовок относительно осей координат станка, транспортирование заготовок в рабочую зону, подача заготовок в зажимное приспособление и удаление из зажимного приспособления обработанных деталей. Накопители заготовок могут быть разбиты на три основные группы: магазины, транспортеры- накопители и бункера. В магазины детали укладываются в определенном ориентированном положении, обычно вплотную друг к другу. Магазины имеют ряд направляющих поверхностей, которые обеспечивают перемещение деталей по направлению к рабочей зоне в зафиксированном при загрузке положении. Перемещение заготовок в магазинах в большинстве случаев происходит под действием собственного веса, реже — с помощью дополнительных транспортирующих устройств. Заготовка может поступать в зажимное приспособление непосредственно из магазина, однако в большинстве случаев для передачи заготовки используется автооператор той или иной конструкции. Для поштучной выдачи заготовок из магазина применяются отсекатели. Функции отсекателя может выполнять также автооператор или другие элементы загрузочного устройства. Так как соответствующая ориентация заготовок достигается при ручной укладке, то необходимость в ориентирующих устройствах, изменяющих ориентацию, принятую при перемещении заготовки в магазине, возникает лишь в тех случаях, когда для укладки в магазин выгоднее использовать положение заготовки, отличное от того, которое необходимо для загрузки заготовки в зажимное приспособление. Переориентация деталей происходит либо в процессе транспортирования, либо с помощью автооператора. Транспортеры- накопители могут быть подразделены на две основные группы: транспортеры- накопители с индивидуальными ориентирующими устройствами для каждой заготовки циклического действия и транспортеры – накопители непрерывного действия. В первом случае каждая- заготовка устанавливается вручную в индивидуальное ориентирующее устройство и при циклическом перемещении транспортера подается в зону обработки в строго ориентированном положении. В зажимное приспособление деталь, как правило, передается с помощью автооператора. На транспортерах-накопителях непрерывного действия заготовка обычно лишается только одной степени свободы и для обеспечения правильного поступления деталей в зону обработки в ряде случаев приходится пропускать детали через направляющие и ориентирующие устройства и магазины. Бункера представляют собой емкости, куда детали загружаются навалом без всякой ориентировки, а соответствующие механизмы извлекают отдельные заготовки из общей массы, ориентируют и, как правило, направляют их в магазин, откуда они поступают описанным выше порядком в зажимное приспособление. Удаление деталей из зажимного приспособления происходит различными способами. В простейшем случае освобожденная деталь выпадает из зажимного приспособления под действием собственного веса. Чаще деталь удаляется из приспособления выталкивателем. Деталь либо падает в корыто станка, либо направляется ловителем в приемник. В ряде конструкций для удаления обработанной детали используется специальный или загрузочный автооператор, который передает ее в приемник. Магазины. Различные магазины могут быть подразделены на две основные группы: шахтные и лотковые. Шахтные магазины представляют собой вертикальную или наклонную шахту с поперечным сечением, обеспечивающим необходимую ориентацию заготовок: магазины для цилиндрических заготовок типа валов, дисков, втулок, имеют прямоугольное поперечное сечение. Шахтные магазины для цилиндрических заготовок имеют сравнительно небольшую емкость, так как с увеличением емкости необходимо увеличивать высоту магазина, что создает неудобства при загрузке магазинов заготовками. С целью увеличения емкости применяют штабельные магазины с воронкообразным расширением. Заготовки, уложенные в воронкообразном расширении слоями, могут зависать, образуя своды. При этом питание магазина заготовками, поступающими из воронкообразного расширения, прекращается. Для устранения указанного явления применяют различного рода ворошители или вибраторы, разрушающие своды.
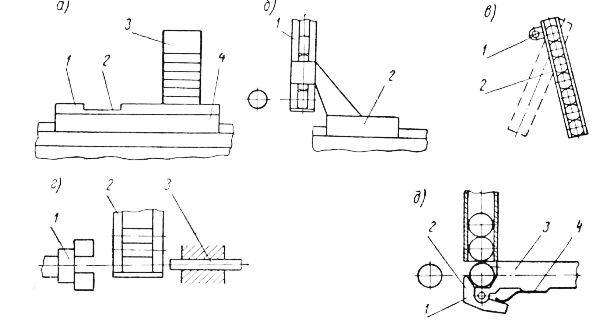
Рис. 1. Магазины. Тонкие и длинные заготовки могут перекашиваться в канале магазина. Для устранения перекашивания заготовок каналу магазина придают волнообразную форму. Весьма удобны для загрузки лотковые магазины, которые могут иметь значительную емкость. Однако с увеличением емкости возрастает длина лотка, из-за чего может возникнуть необходимость в увеличении площади, на которой размещается станок. Значительной емкостью и компактностью обладают змееобразные лотковые магазины. Значительную емкость имеют трубчатые шахтные магазины для дисковых заготовок, в которых торцы заготовок располагаются в горизонтальной плоскости. При использовании подобных магазинов в ряде случаев возникает необходимость в переориентации заготовки при передаче ее в рабочую зону. Один из простейших вариантов ориентирующего устройства представлен на рис. 1, ж. Заготовка выталкивается из магазина толкателем, который проходит через окно в стенке магазина. Вытолкнутая заготовка попадает на лоток с козырьком. Двигаясь по лотку, заготовка занимает вертикальное положение и попадает в короткий шахтный магазин, имеющий форму, представленную на рис. 1, а. Передача заготовки из магазина в зажимное приспособление осуществляется различными способами. В отдельных случаях удается осуществить непосредственную передачу заготовки в зажимное приспособление. Зажимное приспособление с гнездом перемещается вместе с кареткой, совершающей возвратно-поступательное движение. При совмещении гнезда, освобожденного от обработанной детали, с магазином очередная заготовка выпадает в гнездо. При обратном движении каретки верхняя плоскость приспособления отсекает заготовки, находящиеся в магазине, а заготовка, попавшая в гнездо, зажимается и подается к режущему инструменту. Подобная схема может быть использована на фрезерных и сверлильных станках. Эта же схема пригодна для многопозиционных станков. При этом гнездо совмещается с магазином при повороте многопозиционного стола. При загрузке деталей, получающих в процессе обработки вращательное движение, ось заготовки перед загрузкой должна быть совмещена с осью шпинделя. В отдельных случаях магазин может постоянно занимать такое положение, при котором ось нижней заготовки совмещена
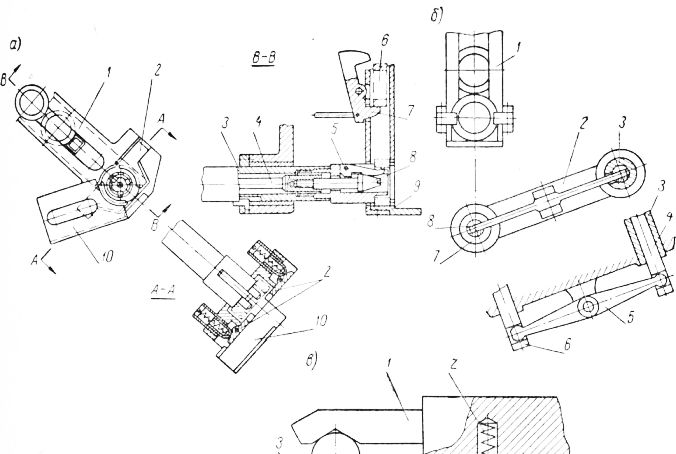
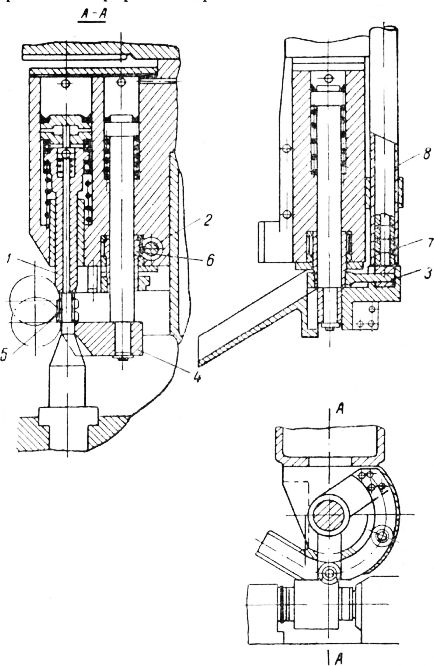
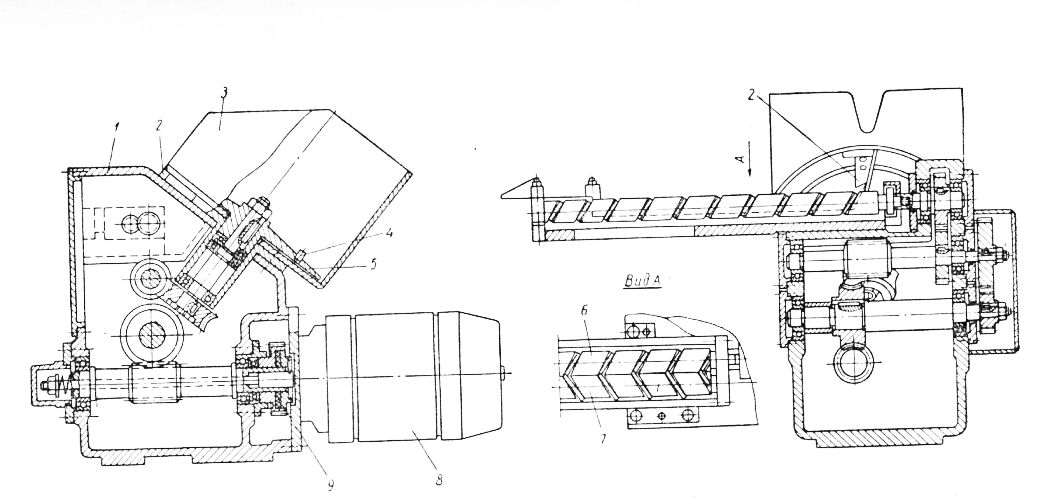
Рис. 2. Транспортирование деталей из магазина в зажимное приспособление. с осью шпинделя. Такое положение магазина характерно для многошпиндельных многопозиционных токарных автоматов, у которых одна позиция является загрузочной. Если магазин не может занимать описанное положение, то заготовку необходимо транспортировать на линию оси шпинделя станка. Транспортирование может быть осуществлено перемещением самого магазина. Лотковый или шахтный магазин устанавливается на подвижных салазках, при перемещении которых ось нижней заготовки совмещается с осью шпинделя. Магазин может быть выполнен также качающимся. В этом случае совмещение оси заготовки с осью шпинделя осуществляется поворотом магазина вокруг оси. После совмещения оси заготовки с осью шпинделя заготовка выталкивается из магазина выталкивателем в зажимное приспособление. Такая схема передачи заготовки из магазина в зажимное приспособление может быть использована при консольном закреплении детали, в тех случаях, когда по характеру выполняемой операции магазин может быть расположен достаточно близко к зажимному приспособлению. При закреплении детали в центрах возникает необходимость в автооператоре для передачи заготовки на линию центров. Заготовка выпадает в желоб автооператора, совмещенный с магазином. При движении влево автооператор выносит заготовку на линию центров, при этом верхняя плоскость автооператора отсекает заготовки, находящиеся в магазине. Деталь зажимается между центрами. При обратном ходе автооператора лапка 2 под действием заготовки, зажатой между центрами, поворачивается вокруг оси и не препятствует отходу автооператора. В первоначальное положение лапка возвращается плоской пружиной. Описанные выше простые решения могут быть использованы далеко не всегда. Во многих случаях конструкция автооператора значительно усложняется. В качестве примера рассмотрим конструкцию автооператора для колец, закрепляемых в патроне. Автооператор представляет собой зажимный патрон с тремя качающимися кулачками, закрепленный на конце подвижной трубы. Внутри трубы проходит штанга с конусом, которая приводит в движение кулачки. Заготовки располагаются в канале магазина и выпускаются поштучно качающимся отсекателем. Очередная заготовка, выпущенная отсекателем, попадает в нижнюю часть магазина. Труба вместе с зажимным патроном и штангой перемещается вправо до тех пор, пока кулачки не войдут в отверстие кольца. Вслед затем движение трубы прекращается, а штанга продолжает перемещаться вправо и конус разжимает кулачки, которые захватывают заготовку. После того как заготовка будет зажата, возобновляется движение трубы, которая двигается вместе со штангой. При движении трубы вместе с заготовкой последняя разводит лапки и подается в зажимный патрон шпинделя станка. После зажима заготовки в зажимном патроне шпинделя станка штанга вместе с конусом отходит влево, при этом задний буртик конуса действует на выступы кулачков, которые освобождают заготовку, после чего происходит совместное движение влево трубы и штанги. Происходит поворот шпиндельного блока, и в загрузочную позицию подается очередной шпиндель с обработанной деталью. Труба вместе со штангой перемещаются вправо до тех пор, пока кулачки не войдут в отверстие обработанной детали. Труба останавливается, и при дальнейшем перемещении штанги кулачки под действием конуса зажимают изнутри обработанную деталь. Зажимный патрон шпинделя освобождается. Автооператор перемещается вправо до тех пор, пока торец детали не придет в контакт с лапками. Труба останавливается, а штанга продолжает перемещаться и освобождает обработанную деталь. При дальнейшем совместном движении трубы и штанги лапки снимают обработанную деталь, которая падает в приемный желоб. Срабатывает отсекатель. Нижняя лапка отсекателя выпускает очередную заготовку, а верхняя — задерживает следующую заготовку в канале магазина. Затем повторяется описанный выше процесс загрузки.
Рис. 3. Автооператоры. В описанной конструкции магазин занимает такое положение, что ось транспортируемой из магазина заготовки совмещена с осью шпинделя. Если по условиям работы станка магазин должен занимать иное положение, то характер движений автооператора усложняется. При расположении магазина и оси шпинделя, показанном на чертеже, может быть использован маятниковый автооператор. Зажимный патрон автооператора, подобный описанному выше, смонтирован в головке качающегося рычага, закрепленного на полой оси, совершающей поворот и возвратно-поступательное движение. Поворотом оси зажимный патрон автооператора совмещается с нижней заготовкой, находящейся в магазине. Автооператор вместе с осью получает осевое перемещение и кулачки зажимного патрона автооператора вводятся в отверстие заготовки. Кулачки захватывают заготовку. Ось перемещается в обратном направлении и заготовка выводится из магазина. Поворотом оси заготовка совмещается с осью шпинделя и продольным перемещением оси вводится в зажимное приспособление шпинделя.
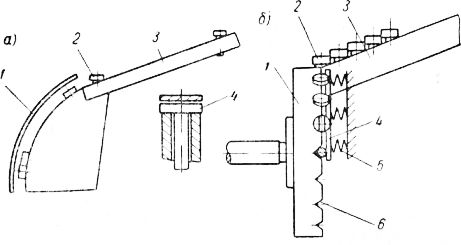
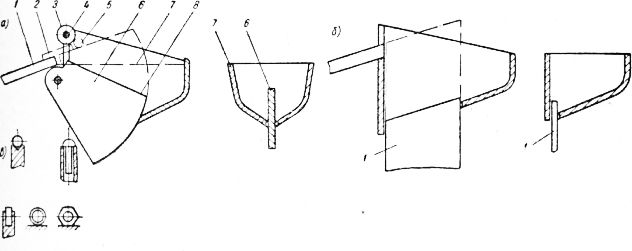
Рис. 4. Лотковый магазин для деталей со шляпкой. Для уменьшения осевой длины автооператора штанга с конусом получает движение от штанги, которая связана со штангой рычагом. Для передачи заготовок типа валиков автооператоры снабжаются клещами, захватывающими заготовки. Заготовка зажимается между неподвижной и подвижной губками. Подвижная губка может замыкаться под действием пружины или получать движение от специального привода. Для деталей с головками типа болтов, винтов, клапанов используются щелевые лотковые магазины. Стержень детали располагается между щеками магазина, а головка опирается на верхние кромки. Если в рабочей зоне заготовка должна занять горизонтальное положение, то на выходе стенкам магазина придается дуговая форма и на этом участке устанавливается козырек. Заготовка, движущаяся по дуговому участку, удерживается козырьком и изменяет вертикальное положение на горизонтальное. Деталь, выпускаемая из канала магазина отсекателем, захватывается клещевым автооператором. В отдельных случаях деталь непосредственно из магазина поступает в зажимное приспособление. Такой принцип подачи заготовок из щелевого лоткового магазина используется на станках для непрерывного фрезерования шлицев винтов. Очередной винт, поступающий из магазина, попадает в V-образный вырез непрерывно вращающегося диска и увлекается им. В V-образ-ных вырезах винты удерживаются планкой, прижатой пружинами. По пути движения винтов расположена фреза, фрезерующая шлицы. За пределами планки винты выпадают из V-образных вырезов. Транспортирование дисковых заготовок, загружаемых в трубчатый шахтный магазин, осуществляется как поступательно-движущимися, так и маятниковыми автооператорами. Заготовки зубчатых колес, загружаются в трубчатый магазин. По окончании обработки очередная пара заготовок, установленных на оправке, и прижатых полым штоком поршня пневматического цилиндра, освобождается, и снимается съемником, закрепленным на штоке поршня другого пневматического цилиндра. Затем рейка, нарезанная на штоке третьего пневматического цилиндра, перемещается в плоскости, перпендикулярной чертежу, и поворачивает реечную шестерню, на ступице которой закреплен сектор. Сектор захватывает пару заготовок, поступающих из магазина в дуговой желоб, и транспортирует их к оправке. Ось заготовок совмещается с осью оправки. Полый шток пневматического цилиндра опускается вниз и надевает заготовки на оправку. Заготовки удерживаются в процессе обработки давлением сжатого воздуха. Заготовки, подаваемые к оправке, сбрасывают готовые детали в желоб, по которому они поступают в приемник. Для дисковых заготовок, имеющих центрирующее отверстие, в последнее время стали применяться штыревые магазины, представляющие собой вертикально расположенный валик, на который заготовки одеваются центрирующим отверстием. При использовании подобных магазинов возникает необходимость в автооператорах сравнительно сложной конструкции. Автооператор с зажимным патроном, перемещающийся в вертикальном направлении, в момент получения заготовки должен быть совмещен с магазином. По’мере уменьшения числа заготовок в магазине величина вертикального хода автооператора должна изменяться. Автооператор должен совершать движения, необходимые для транспортирования заготовки к зажимному приспособлению
Рис. 5. Магазин для дисковых деталей. Штыревые магазины используются в автоматических линиях для обработки дисковых деталей.
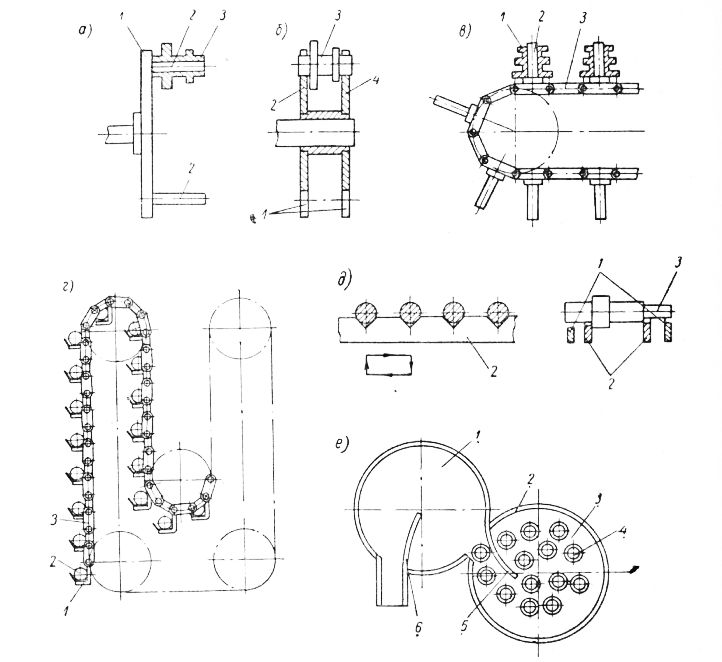
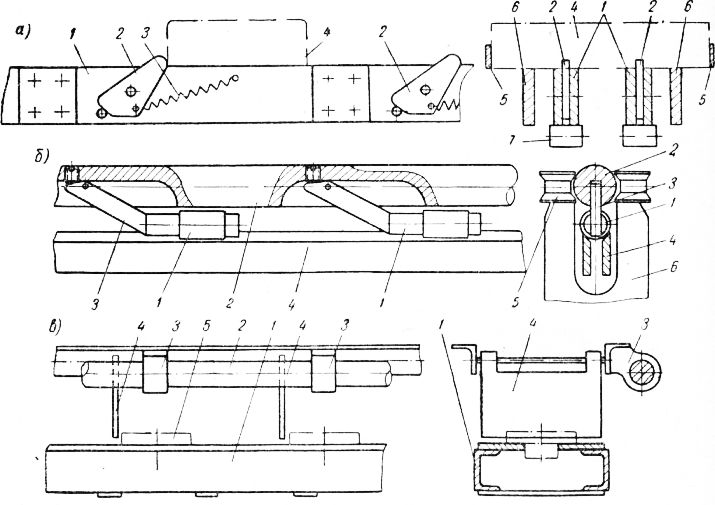
Рис. 6. Транспортеры-накопители заготовок. Транспортеры-накопители. Транспортеры-накопители с индивидуальными ориентирующими устройствами применяются в первую очередь для заготовок, которые не могут быть надлежащим образом ориентированы в магазинах. Известным распространением пользуются дисковые и барабанные транспортеры- накопители. Дисковый транспортер с центрирующими оправками используется для накопления и транспортирования заготовок с отверстиями. Центрирующие оправки располагаются с равными интервалами. При загрузке на оправки надеваются заготовки. По окончании обработки очередной детали транспортер поворачивается на величину шага между оправками и вводит в рабочую зону следующую заготовку. Передача заготовки в зажимное приспособление обычно осуществляется автооператором, который снимает заготовку с оправки и транспортирует ее в зажимное приспособление. Для заготовок, не имеющих отверстия, применяются дисковые и барабанные транспортеры с гнездами. Барабан, образованный двумя дисками, имеет гнезда, расположенные с равными интервалами, в которые закладываются заготовки. Передача заготовок в зажимное приспособление происходит так же, как в предыдущем случае. Емкость транспортеров накопителей описанного типа сравнительно невелика. Большую емкость могут иметь цепные транспортеры-накопители. Цепной транспортер с центрирующими оправками предназначается для деталей с отверстиями. В транспортерах этого типа могут быть использованы как специальные, так и стандартные цепи. Большую емкость имеют цепные транспортеры элеваторов. К звеньям двух параллельно движущихся цепей подвешены люльки, в которые закладываются заготовки. Такие транспортеры накопители удобны при заготовках типа валиков. Для увеличения емкости цепи образуют ряд петель. Транспортеры-накопители этого типа применяются в автоматических линиях для обработки валов. В отдельных случаях применяются грейферные транспортеры накопители. Заготовки 3 лежат в V-образных вырезах двух неподвижных планок. Две подвижные планки с V-образными вырезами осуществляют транспортирование заготовок. При транспортировании заготовок планки приподнимаются вверх и, подхватывая заготовки своими V-образными вырезами, выводят заготовки из V-образных вырезов неподвижных планок. Далее планки перемещаются на один шаг в продольном направлении и опускаются вниз, оставляя заготовки в V-образных вырезах неподвижных планок, после чего подвижные планки возвращаются в исходное положение (путь движения заготовок показан на фигуре стрелками). При цепных и грейферных транспортерах-накопителях заготовки, поступающие в рабочую зону, передаются в зажимное приспособление с помощью автооператоров. Рассмотренные транспортеры работают циклически, синхронно с обслуживаемым станком. За время одного цикла транспортер перемещается на один шаг. Транспортеры-накопители непрерывного действия преимущественно применяются на станках для непрерывной обработки при простой конфигурации обрабатываемых деталей. Дисковый, непрерывно вращающийся транспортер, применяется для подачи заготовок на непрерывно вращающийся магнитный стол карусельно-шлифовального станка. Заготовки укладываются на поверхность транспортирующего диска, расположенного внутри кольца. При вращении диска заготовки, увлекаемые силой трения, поступают в канал, образованный перегородкой и кольцом и попадают на стол карусельно-шлифовального станка. В рабочей зоне заготовки притягиваются электромагнитами к столу и шлифуются торцовыми кругами. По выходе из рабочей зоны заготовки освобождаются и сбрасываются перегородкой в лоток. Более сложное транспортирующее устройство, являющееся транспортером-накопителем непрерывного действия, применяется на бесцентрово-шлифовальных станках. Заготовки колец опираются на конический и цилиндрический валики, получающие вращение от соответствующего привода. При вращении валиков возникает составляющая силы трения, направленная вдоль оси валиков, перемещающая заготовки к шлифовальным кругам бесцентрово-шлифовального станка. Как указывалось выше, механизмы автоматических загрузочных устройств могут получать движение от различных видов приводов. Выбор приводов загрузочных устройств в значительной мере связан с выбором приводов рабочих органов станка. На станках-автоматах с кулачковыми приводами для привода загрузочных устройств преимущественно используются кулачковые механизмы, на станках с гидроприводами — поршневые гидравлические приводы. В качестве приводов автоматических загрузочных устройств значительное применение находят пневматические поршневые приводы. Выбор системы управления автоматическими загрузочными устройствами зависит от системы управления общим автоматическим циклом работы станка. При центральной системе управления с кулачково-распре-делительным валом механизмы автоматических загрузочных устройств получают движение от кулачков, установленных на кулачково-распре-делительном валу. При централизованной и децентрализованной системах управления общим автоматическим циклом работы станка для упра-ления механизмами автоматической загрузки используется местное самоуправление с кулачковыми механизмами, путевое управление и управление в функции времени. Бункеры. Конструкции бункеров чрезвычайно многообразны. Классификацию бункеров представляется целесообразным построить исходя из принципов отделения и ориентации заготовок, извлекаемых из бункера. Соответственно различные конструкции можно подразделить на следующие группы Бункеры с подвижными захватывающими, и ориентирующими шиберами и лотками. Наибольшим распространением пользуются бункеры с подвижными шиберами. В бункер навалом насыпаются заготовки. Через щель бункера проходит качающийся шибер. Поверхность шибера представляет собой лоток. При подъеме шибера в лоток западают заготовки. Положение различных заготовок в лотке шибера представлено на рис. 7, в. При верхнем положении шибера заготовки соскальзывают и поступают в неподвижный лоток, по которому направляются в рабочую зону. В лоток проходят только те заготовки, которые занимают правильное положение в лотке шибера. Например, при подаче цилиндрических Заготовок типа валиков заготовки проходят в лоток, а заготовки, занимающие неправильное положение, сбрасываются вращающимся роликом, получающим принудительное движение от валика. Вместо сбрасывающего ролика на шибере может быть установлен козырек, который не пропускает неправильно лежащие заготовки. Наряду с качающимися шиберами применяются поступательно движущиеся шиберы. Шиберы могут располагаться как посередине, так и у боковой стенке бункера. Шиберы обычно получают движение от кривошипно-шатунного механизма, связанного соответствующими передачами либо с общим приводом станка, либо с независимым электродвигателем. Следует заметить, что поступательно движущие шиберы используются для отделения заготовок, загружаемых в магазин с воронкообразным расширением. Шибер при своем движении обеспечивает стабильное поступление деталей синхронно с работой станка. Недостатком бункеров с подвижными шиберами является перемещение всей массы загруженных заготовок при каждом ходе шибера, что приводит к появлению более или менее значительных нагрузок, а в ряде случаев и к повреждению заготовок. Достоинством подобных бункеров является сравнительная простота конструкции. Бункеры этого типа находят значительное применение для подачи пальцев к бесцентровошлифовальным станкам, винтов и блотов, гаек и других деталей. Бункеры с вращающимися, захватывающими и ориентирующими устройствами. Бункеры этой
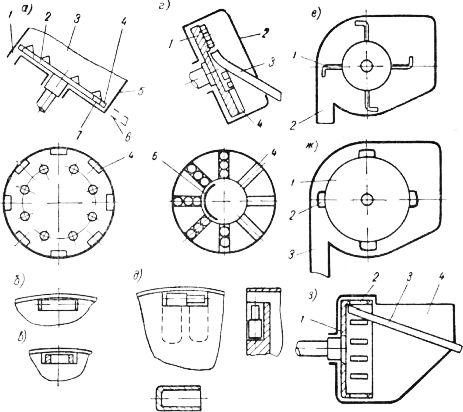
Рис. 7. Бункеры с захватывающими шиберами. группы в отличие от предыдущей имеют несколько захватывающих и ориентирующих устройств, из которых каждое захватывает одну деталь или небольшую группу деталей. Значительным распространением пользуются относящиеся к этой группе бункеры с вращающимся днищем. Вращающееся днище имеет ряд гнезд и ворошители. В процессе вращения днища, заготовки загруженные в бункер, перемещаются и западают в гнезда. В верхнем положении гнездо совмещается с каналом и заготовка, находящаяся в гнезде, выпадает в канал и направляется в зону обработки. Бункера этого типа могут быть использованы для подачи заготовок типа гладких и ступенчатых валиков, роликов, втулок и колпачков. В отдельных случаях, придавая гнездам фасонный профиль, удается добиться правильной ориентации заготовок сложной формы. Для правильной ориентации заготовок с центром тяжести, смещенным вдоль оси, вращающееся днище снабжается дополнительными радиальными пазами, совмещенными с каждым из гнезд. Вместо канала бункер снабжается в этом случае каналом. В верхнем положении заготовки, лежащие на ножевой опоре, образованной двумя смежными радиальными пазами, переворачиваются и падают в один из пазов тяжелым концом вниз. В нижнем положении заготовки выходят из паза и поступают в канал. Такой метод ориентации может быть использован для ступенчатых валиков, колпачков и других заготовок. Однако такой метод ориентации не может быть рекомендован, так как более простое решение может быть получено при установке аналогичного ориентирующего устройства на входе в канал. Бункер с вращающимся днищем, представленный на рис. 8, г, имеет несколько групповых захватывающих и ориентирующих пазов. В днище имеется центральное углубление, в которое входит лоток и дуговой козырек. При вращении днища заготовки, расположенные в бункере, западают в пазы. В процессе поворота днища заготовки, находящиеся в пазах, удерживаются козырьком. Когда очередной паз совмещается с вертикальной плоскостью, то заготовки выскальзывают из паза и поступают в канал. Бункер может быть использован для заготовок типа дисков, гаек и т. д. При подаче заготовок типа колпачков, втулок в качестве захватывающих устройств могут быть использованы крючки.
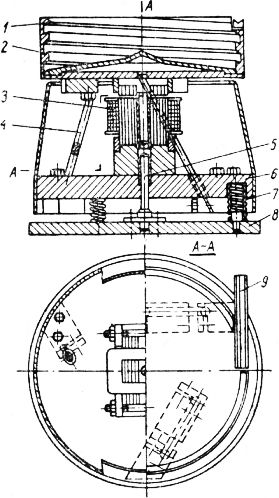
Рис. 8. Бункеры с вращающимися захватывающими и ориентирующими устройствами. Когда крючок занимает вертикальное положение, заготовка, захваченная крючком, соскальзывает и поступает в канал. Аналогично протекает работа захватывающего устройства с карманчиками. При вращении диска карманчики захватывают заготовки. Когда очередной карманчик занимает горизонтальное положение заготовка выскальзывает из карманчика и поступает в канал. Захватывающие и ориентирующие гнезда могут быть расположены в стенках полого барабана, вращающегося внутри бункера. В процессе подъема заготовки удерживаются дугообразным козырьком в гнездах, а достигнув верхнего положения выпадают в лоток. Захватывающие карманчики, крючки могут быть также расположены на бесконечной цепи, охватывающей звездочку, помещающуюся внутри бункера. Один из вариантов конструкции бункера с вращающимся днищем представлен на рис. 9. Цилиндрический кожух бункера приварен к фланцу, который прикреплен к коробке привода. Днище с ворошителями получает вращение от независимого электродвигателя через систему зубчатых и червячных передач. Фрикционная муфта предохраняет привод от поломки.
Рис. 9. Бункер с вращающимся днищем. Центральный стержень пропускает в трубчатую часть воронки, только кольца, лежащие на боку. Через трубчатый канал заготовки направляются в зону загрузки. Аналогичный бункер может быть использован и для подачи заготовок типа роликов, в частности конических. В этом случае необходимость в центральном стержне отпадает. Гравитационный бункер имеет вращающийся барабан с лопастями. Барабан выполняет функции элеватора. Лопасти захватывают заготовки и поднимают их наверх. Сверху заготовки падают на лоток 2. Заготовки, занимающие на лотке правильное положение, проходят в зону загрузки, а остальные сбрасываются вращающимся роликом, получающим движение от шкива. Заготовки, которые не попали на лоток, попадают назад в бункер. Вибрационный бункер. Бункер представляет собой чашку цилиндрической формы, на внутренней стенке которой расположен винтовой лоток 2. Чашка получает винтообразное колебательное движение с большой частотой. Заготовки попадают на винтовой лоток и благодаря колебательному движению начинают подниматься по лотку вверх. Последний виток винтового лотка сопрягается с внешним лотком 9, по которому заготовки поступают в зону загрузки. В лоток 9 проходят только те заготовки, которые заняли правильное положение, остальные заготовки удаляются и поступают назад в бункер. Бункер установлен на трех наклонных стержнях на плите. В колебательное движение бункер приводится электромагнитом. При включении электромагнита якорь, прикрепленный к бункеру, притягивается, при этом стержни деформируются. Бункер опускается, совершая винтообразное движение. При выключении электромагнита стержня выпрямляются и бункер возвращается в исходное положение. Электромагнит питается от сети переменного тока через селеновый выпрямитель, таким образом, бункер совершает 50 колебаний в секунду. Амплитуда колебаний бункера зависит от напряжения в сети питания, которое регулируется реостатом. В свою очередь, величина амплитуды определяет скорость движения деталей в винтовом лотке. Плита бункера установлена на пружинах на основании и центрируется стержнем, чем обеспечивается гашение вибраций. Вторичная ориентация и селекция заготовок. Так как заготовка не всегда может быть загружена в магазин или в канал бункера в нужном положении, то возникает необходимость в переориентации заготовок или в селекции заготовок, поступающих в неправильном положении. В ряде случаев переориентация достигается путем изменения направления лотка или канала. Выше были приведены схемы переориентации дисковых заготовок, поступающих из трубчатого шахтного магазина, и заготовок со шляпками, поступающих по щелевому лотковому магазину. Для переориентации заготовок канал, по которому движутся заготовки, может быть извернут, как это показано на рис. 11, а. При такой форме канала дисковые заготовки могут переходить из вертикального положения в горизонтальное или наоборот.
Рис. 10. Вибробункер. Для переориентации заготовок со смещенным вдоль оси центром тяжести используют способность заготовки опрокидываться относительно средней плоскости. С подобным методом переориентации мы уже сталкивались выше.
Рис. 11. Ориентирующие и селекционные устройства. Для переориентации ступенчатых заготовок используется канал со специальным приемником. В боковых стенках воронкообразного расширения канала имеются пазы, ширина которых соответствует диаметру меньшей ступени заготовки. На входе в канал в стен— ках сделаны призматические углубления, на которые ложится поступающая из бункера заготовка. Конец заготовки с меньшим диаметром проходит через щель и заготовка опрокидывается тонким концом независимо от того находится ли утолщенная часть справа или слева. Для переориентации колпачков используется также устройство, представленное на рис. 11, в. Колпачки, движущиеся донышком вперед, отскакивают от штифта и направляются донышком вниз в канал. Колпачки, движущиеся открытым концом вперед, занимают положение, показанное на чертеже, и, опрокидываясь относительно штифта, также направляются донышком вперед в вертикальный канал. В ряде случаев для переориентации заготовок приходится использовать более сложные устройства. Заготовки, движущиеся по каналу поступают в пазы периодически поворачивающегося диска. В центральную выточку диска входит выступ крышки с пазом. При совмещении очередного паза диска с каналом заготовки, занимающие правильное положение, проскальзывают в канал и поступают в канал, по которому они направляются в зону загрузки. Заготовки, занимающие неправильное положение, удерживаются в пазу диска и попадают в канал при совмещении с ним паза диска в перевернутом положении. При поступлении заготовок с несимметрично расположенной выточкой, заготовка в момент совмещения ее с пазом удерживается в пазу диска откидной собачкой и транспортируется диском до момента совмещения с каналом. Заготовка, занявшая правильное положение, выскальзывает в паз, откуда и попадает в канал. При подаче колпачки, занимающие правильное положение, выскальзывают в паз, а колпачки, занимающие неправильное положение, удерживаются выступами и транспортируются дальше до совмещения с каналом. При селекции, заготовки, занимающие неправильное положение, удаляются из транспортирующего устройства и в зону загрузки попадают только те заготовки, которые занимают правильное положение. Для удаления заготовок, занимающих неправильное положение, часть правой стенки лотка вырезана, а на нижней поверхности лотка сделан скос. Заготовки, занимающие правильное положение, проходят через участок с вырезанной стенкой, заготовки же опрокидываются и падают в приемник. Селекция заготовок широко применяется при использовании вибробункеров. На рис. 11, е показан ряд заготовок колпачков, занимающих на винтовом лотке различное положение. Правильное положение занимает только заготовки. Заготовка будут сброшены сбрасывателем. Для сбрасывания заготовки нижняя поверхность лотка снабжена вырезом. Заготовка, совместившись с вырезом опрокидывается и падает назад в бункер. Реклама:Читать далее:Транспортирующие и загрузочные устройства автоматических линийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|