|
|
Категория:
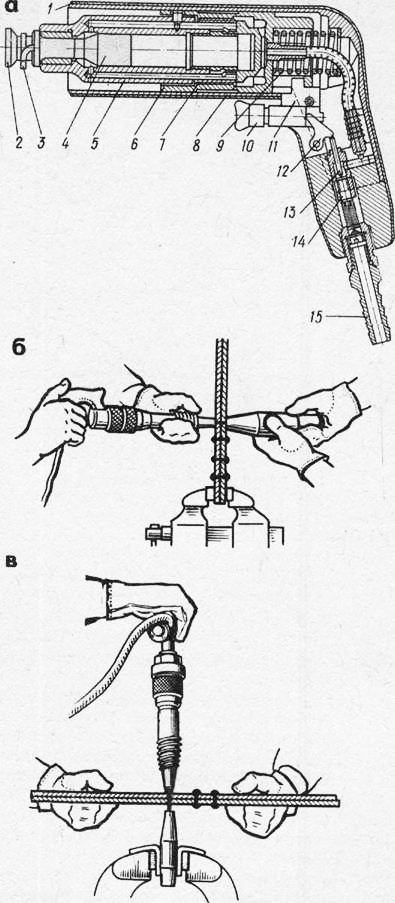
Клепка Заклепочные швы не могут быть абсолютно непроницаемыми, что объясняется наличием неровностей и шероховатостей на поверхности склепанных листов, вследствие чего в шве остаются воздушные прослойки и каналы, через которые может проходить жидкость или газ. Поэтому для абсолютной плотности и непроницаемости стыки заклепочных швов и головок уплотняют. Способ обработки металла давлением, при котором на заготовку наносят неглубокий рельеф сильным нажатием инструмента, имеющим выступы (чеканом), называется чеканкой. Кромки толщиной менее 5 мм не зачекани-вают, так как такая тонкая кромка не уплотняется, а выпучивается. Если в клапанной конструкции, выполненной из листовой стали толщиной менее 5 мм, необходимо добиться непроницаемости, то между листами прокладывают уплотнительную прокладку, а затем листы склепывают. В качестве прокладки применяют полосу парусины, пропитанную жидким суриком. Если уплотняемая среда разъедает сурик (например, нефть), применяют тонкую стальную сетку, которую обмазывают специальной замазкой (шеллак и белила на древесном спирте). На рис. 1, а показан вид кромки, обработанной одним острокромочным чеканом, и сам инструмент. Первый раз кромку проходят, придерживая чекан так, чтобы тупой угол бойка был обращен к нижнему листу. При этом в кромке выбивается канавка и металл отжимается к нижнему листу, заполняя зазор (если он есть) и усиливая контакт склепанных листов на полосе шириной п. Затем этот чекан поворачивают тупым углом вверх и обрабатывают им подчеканенную кромку, подбирая (поджимая) ее нижний край и окончательно уплотняя зазор. При этом увеличивается ширина полосы плотного контакта и верхний лист начинает пружинить, с силой прижимая участок кромки к нижнему листу (рис. 1, б). Этот способ имеет два недостатка: его выполнение требует большой аккуратности и внимательности, так как возникает опасность повреждения нижнего листа при первой и особенно при второй операции, когда к этому листу чекан обращен острым углом; ширина уплотнительной полосы незначительна. Повреждения листа при зачеканивании в виде зарубов, насечек и забоин сглаженного (плавного) и резкого характера (рис. 1, б), кажущиеся на первый взгляд весьма незначительными, в действительности резко снижают надежность и прочность изделия. Несмотря на то, что повреждения расположены только на отдельных участках и глубина мала по сравнению с толщиной листа, опасность этих повреждений велика. Всякие поверхностные повреждения являются очагами коррозионного разъедания, еще больше ослабляющими металл. Во многих изделиях повреждения листов в процессе зачеканивания совершенно не допускаются и изделия бракуются. Поверхностные повреждения заваривать нельзя.
Рис. 1. Способы зачеканивания кромки:
а — острокромочным чеканом, б — повреждения поверхности листа (зарубы), в — тупокромочным чеканом,-1 — нижний лист, 2 — верхний лист, 3 — острокромочный чекан, 4 — чекан с закругленным бойком, 5 — чекан с тупыми кромками; п — ширина уплотнения при зачеканивании
Зачеканиваемая двумя тупокромочными чеканами кромка и применяемый инструмент показаны на рис. 1, в. В первый раз кромку обрабатывают чеканом с закругленным бойком и в нижней его части выбивают вогнутую канавку. При этом металл кромки отжимается к нижнему листу и несколько вдоль его. Последнее обстоятельство позволяет получить более широкую полосу плотного контакта кромки с нижним листом. Ширина полосы плотного контакта при тупокромочном способе зачеканивания на одну треть больше, чем при острркромочном способе. Это объясняется очень малым наклоном чекана к горизонтали (рис. 1, е). Второй проход кромки выполняют Чеканом с плоским бойком, которым окончательно уплотняют отжатый к листу металл. Преимуществом тупокромочного способа зачеканивания является: более широкая полоса плотного контакта кромки, а также полное отсутствие опасности повредить нижний лист, что особенно важно для плотнопрочных швов. Безопасность труда при клепке. При клепке следует выполнять общие требования техники безопасности (работать исправным инструментом, на рабочем месте не должно быть ничего лишнего ит. д.). Для защиты от шума при клепке пневматическими молотками применяют противошумные наушники.
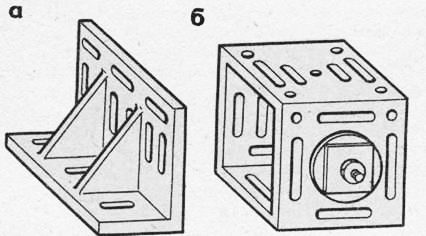
Рис. 2. Разметочные приспособления:
а — угольник, б — кубик
Реклама:Читать далее:Приспособления для пространственной разметкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|