|
|
Категория:
Слесарно-инструментальные работы Доводка режущего инструмента необходима для повышения его стойкости. Наиболее производительной считается механическая доводка быстрорежущего инструмента абразивными кругами, изготовленными из зеленого карбида кремния зернистостью 170—220. на бакелитовой связке с твердостью С1-С2, и доводка твердосплавного инструмента пастой из карбида бора на чугунных притирочных дисках с механическим приводом. Доводка быстрорежущего инструмента абразивными кругами осуществляется рабочими-заточниками на тех же универсально-заточных станках, что и заточка. Доводка же твердосплавного инструмента на механических притирочных дисках произво дится или заточниками, или слесарями-инструментальщиками.
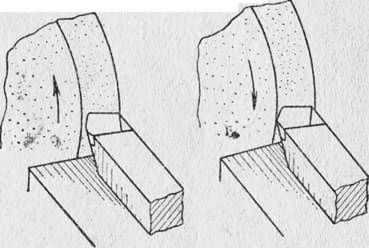
Рис. 1. Направление вращения круга при обработке твердого сплава.
В ряде случаев доводка твердосплавных инструментов выполи ется ручными приемами при помощи абразивных брусков или при тирочных плит. К доводке абразивными брусками прибегают, гла ным образом, для придания плавности сопряжения режущих кр мок чистовых инструментов. Такая доводка производится, наприме у разверток и некоторых видов протяжек и для получения заднего угла на скруглениях режущих кромок этого инструмента. Однако ручную доводку применяют и в случае доводки инструмента по пе редним « задним поверхностям главных режущих кромок.
Рис. 2. Ручная доводка:
а — передней поверхности; б — задней поверхности.
Абразивные бруски выбираются с большей твердостью, чем шлифовальные круги. Тоже самое нужно сказать и в отношении зернистости доводочных брусков. Поэтому для ручной доводки режущего инструмента наиболее подходящими будут абразивные бруски с зернистостью 220—320 и твердостью СТ1—СТ2. Для доводки быстрорежущего инструмента бруски могут быть изготовлены из нормального или белого электрокорунда; для доводки твердосплавного инструмента бруски должны быть выполнены из карбида кремния. Доводка быстрорежущего инструмента исчерпывается механической доводкой абразивными кругами и ручной доводкой абразивными брусками, тогда как для обработки твердосплавных инструментов, кроме доводки абразивными брусками, применяются доводка на притирочных дисках и ручная доводка на притирочных плитах. Оба способа доводки твердосплавного инструмента осуществляются астами, приготовленными из карбида бора или карбида кремния. П Доводочная паста представляет собой хорошо перемешанную застывшую массу, состоящую из 70—83%; карбида бора или карбида кремния и 15—30% расплавленного парафина. Зернистость бразивных материалов, применяемых для приготовления паст, выбирается в пределах 170—325. Растворителем паст при нанесении их на притирочную поверхность является керосин. Доводка пастой на прити рочных дисках может быть осуществлена на станке, изображенном на рис. 68. Его доводочный диск шаржируется пастой и, вращаясь с небольшой скоростью (1,5—2,5 м/сек), истирает абразивными зернами неровности и растрескавшийся дефектный слой поверхности. Вращение диска в отличие от заточки направляется от державки на режущую кромку. Гакое направление дает хорошее качество режущей кромки и предотвращает ее выкрашивание абразивными зернами пасты. Следует иметь ввиду, что процесс доводки с большей производительностью и лучшей чистотой поверхности осуществляется более мелкозернистыми пастами. Давление на диск при доводке не превышает 0,15—0,2 кг/см2. Доводка притирочными дисками требует тщательной установки инструмента относительно поверхности диска. Для этой цели используются поворотные подручники. Установка инструмента должна производиться на несколько меньший угол, чем при заточке. Если угол установки при доводке будет на 15—30’ меньше угла заточки, это даст возможность доводить не всю поверхность пластинки, а только ее некоторую часть, расположенную у режущей кромки, и, следовательно, сократить время доводки. Иногда высокая точность твердосплавного инструмента не позволяет довести его на станке.
Рис. 3. Слесарная доводка режущего инструмента на притирочной плите:
1 — направляющий кубик; 2 — инструмент; 3 — притирочная плита.
Реклама:Читать далее:Калибры — измерительный инструмент особого родаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|