|
|
Категория:
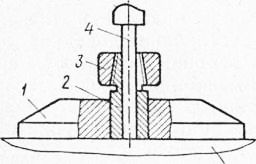
Токарное дело Далее: Классификация приспособлений Небрежное обращение, хранение и использование контрольного и измерительного инструмента приводит к его быстрому износу и даже поломкам. Но и при соблюдении всех правил эксплуатации они изнашиваются. Соответствие их стандартам проверяют в измерительной лаборатории, где составляют дефектную ведомость и дают заключение о степени пригодности инструмента. На ремонт инструмента существуют особые технические условия. Если в процессе ремонта не удается восстановить первоначальный класс инструмента, то допускается его перевод в более низкий класс с соответствующим оформлением документов. После ремонта на инструментах допускаются незначительные забоины, царапины, следы от коррозии, вмятины, которые не препятствуют измерению и не превышают 20% общей измерительной площади. Следы рихтовки должны удаляться шлифованием, зачисткой или декоративным покрытием. Для определения основных дефектов и их контроля в процессе ремонта используют высокоточные измерительные средства — концевые меры, поверочные линейки, высокоточные штангенциркули. При ремонте измерительных инструментов широко используют различные методы ручной слесарной размерной обработки (опиливание, рихтовку, доводку и др.). Для штангенциркулей наиболее распространенными дефектами являются износ измерительных поверхностей и затупление острых краев губок; износ и деформация рабочих поверхностей штанг и рамки; перекос основной рамки; неправильная установка нониуса; износ резьбы винта и гайки микрометрической подачи. Перекос губок выявляют, измеряя размер концевой меры в различных по длине губок положениях. Разность показаний позволяет судить о величине отклонения от параллельности губок. Несовпадение нулевых штрихов основной и нониусной шкал указывает на износ измерительных поверхностей губок. При определении износа губок, предназначенных для измерения внутренних размеров, между губками для наружных измерений помещают концевую меру. Точным штангенциркулем определяют расстояние между измерительными поверхностями внутренних губок. Оно должно равняться размеру концевой меры. Износ и отклонение от плоскостности штанги определяют поверочной линейкой или с помощью поверочной плиты по краске. Отклонение от параллельности губок устраняют рихтовкой. Плоскостность, параллельность и одинаковый размер между губками достигают притиркой губок. Для этого штангенинструмент закрепляют в тиски. Губки доводят до соприкосновения с притиром, рамку закрепляют стопорным винтом, плоскопараллельный притир перемещают между губками с небольшой силой. После доводки губок следует совместить нулевые штрихи нониуса и основной шкалы. С этой целью губки сдвигают до соприкосновения и зажимают подвижную рамку. Затем, освободив нониус, передвигают его в требуемое положение и закрепляют. Если торец нониуса упирается в рамку и не может быть передвинут в нужное место, его подпиливают. Затем распиливают отверстия под винты, ставят нониус в нужное положение и закрепляют его. Искривление штанги устраняют правкой в тисках. Неравномерный износ штанги устраняют доводкой на притирочной плите. Вмятины и забоины зачищают бархатным напильником, оселком и мелкой шкуркой в масле. В случае поломок неподвижных губок инструмент отжигают, изношенный или поломанный конец губки отрезают. Заготовку новой губки вставляют в профрезеро-ванный паз ножки, совместно сверлят два или три отверстия и склепывают. Губки опиливают на требуемые размеры, закаливают и доводят их измерительные поверхности. При поломке обеих губок их заменяют целиком. Поломанные губки рамки заменяют целиком. Для этого удаляют заклепки, снимают негодную губку, на ее место приклепывают новую заготовку. После этого ее опиливают, закаливают и доводят на притирочной плите. Ремонт микрометрических инструментов производят при износе ихизмерительных поверхностей. При небольном износе измерительных поверхностей небольших микрометров их доводят одновременно мерными притирами. Для раздельной притирки пятки и винта применяют различные по конструкции приспособления, которые сохраняют в процессе притирки перпендикулярное положение оси притираемого изделия относительно поверхности притира. Такое приспособление для притирки торца микрометрического винта состоит из плиты, цанги и зажимного кольца (рис. 12.8). Нижнюю плоскость плиты делают строго перпендикулярной относительно оси отверстия. Микрометрический винт вставляют в цангу приспособления и закрепляют так, чтобы его конец возвышался над плоскостью плиты на 0,03— 0,04 мм. Аналогичное по принципу действия приспособление применяют и при доводке пятки. При несовмещении нулевого деления барабана с делением шкалы на стебле головку микрометра отворачивают на 1—2 оборота. Затем, потянув барабан в сторону скобы, снимают его с корпуса и устанавливают в требуемое положение. Поворотами головки микрометра барабан вновь стопорят в правильном положении на микрометрическом винте. Проворот трещотки вхолостую на некоторых участках указывает на большой износ микрометрического винта. В таком случае его следует заменить или исправить. При отсутствии нового винта изношенный притирают специальным резьбовым притиром.
Рис. 1. Приспособление для притирки торца микрометрического винта
Зазор микрометрического винта обычно ощущается рукой. Устраняют его поворотом конусной гайки, навернутой на гайку винта. Ослабление пружины трещотки нарушает стабильность показаний микрометра. Такую трещотку следует разобрать и пружину слегка растянуть или заменить новой. В случае необходимости опиливают скос собачки и зубья трещотки. Калибры и скобы восстанавливают шлифованием и доводкой до ближайшего большего или меньшего размера. Изношенные поверхности измерительных инструментов восстанавливают также методом электролитического хромирования. У концевых мер в цеховых условиях устраняют забоины на гранях и углах и незначительную коррозию. Для удаления забоин применяют твердые абразивные бруски. Коррозию удаляют промывкой концевой меры в авиационном бензине. После устранения таких дефектов концевые меры доводят, чтобы восстановить их притираемость. Реклама:Читать далее:Классификация приспособленийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|