|
|
Категория:
Слесарно-инструментальные работы В производстве взаимозаменяемых деталей не все калибры играют одинаковую роль и имеют не одно и то же назначение. Для проверки цилиндрических деталей рабочими и контролерами применяются рабочие калибры: проходной Р-ПР и непроходной Р-Не. Для приемки изделий заказчиком от завода-поставщика применяются приемные калибры, т. е. изношенные до известных пределов рабочие калибры. Их соответственно обозначают приемный проходной (П-ПР) и приемный непроходной (П-НЕ). Проверка калибров осуществляется контрольными калибрами. Впереди их условного обозначения всегда стоит буква К, а следующие буквы повторяют название тех калибров, для которых они применяются. Так, например, обозначение К-РП относится к проходному контрольному калибру, предназначенному для контроля вновь изготовленного проходного рабочего калибра; К-ИЕ — обозначение проходного контрольного калибра для контроля рабочего непроходного калибра. К-И — это непроходной контркалибр для контроля износа проходной стороны рабочих и приемных калибров. Существуют еще калибры К-П. Это — проходные контркалибры для приемного проходного калибра. Если контркалибр К-П входит в проходные стороны рабочих калибров, то они могут быть переведены в приемные калибры, как достаточно изношенные для этой цели. Описанный порядок применения калибров установлен системой допусков для предельных калибров по ОСТ. Кроме него данная система устанавливает размеры новых калибров и контркалибров, допуски на их изготовление, размеры, при которых калибры должны браковаться по износу, и схему расположения всех этих величин относительно номинальных размеров производственной детали. Допуски на неточность изготовления калибров обычно задаются так, чтобы тело проходной стороны имело припуск на будущий износ. Расположение полей допусков для калибров и контрольных калибров по ОСТ дано на рис. 1. Заштрихованные поля вдоль показывают расположение допусков на износ, а заштрихованные поля наклонно — допуски на изготовление. Как видно из фигуры, допуски . на изготовление и большая часть допусков на износ у рабочих калибров-пробок лежат в плюс от номинального размера калибра, т- е. проходная сторона несколько больше, чем наименьший размер отверстия. У калибров-скоб эти допуски располагаются в минус от номинального размера, т. е. скоба несколько меньше, чем наибольший размер вала. Такое расположение допусков увеличивает долго* вечность калибров при наименьшем отклонении их размеров от но минальных. Для непроходных калибров допуски на износ не устанавливаются, так как такие калибры не входят в деталь, и, следовательно, изнашиваться не должны.
Рис. 1. Допуски гладких калибров (схема для классов 1—3).
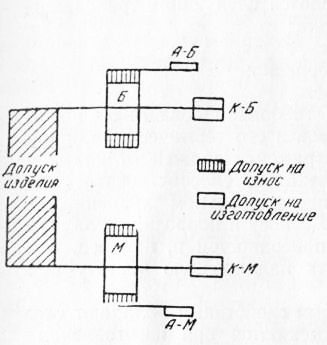
Номинальные размеры калибров определяют по таблицам ОСТ 1010—1015, 1022—1025, 1042—1043 и 1069; числовые же значения допусков на износ и изготовление могут быть взяты из ОСТ 1201—1220. ^ Несколько по-иному строится система предельных калибров для глубины и высоты детали. Эта система установлена ГОСТ 2534—44. Согласно этой системе, та сторона рабочих предельных калибров, которая соответствует наибольшему предельному размеру, обозначается буквой Б (большая), соответствующая меньшему предельному размеру — буквой М (меньшая). Поля допусков на изготовление и износ располагаются симметрично относительно предельных размеров детали. Поля, указанные буквами А-Б и А-М, изображают поля допусков калибров, применяемых в спорных случаях. Предельные отклонения всех типов калибров для длины и высоты выбираются из таблиц ГОСТ 2534—44, охватывающих допуски деталей от 4 по 9 классу точности. ГОСТ 2534—44 предусматривает и систему контрольных калибров или выработок, соответственно обозначаемых К-Б и К-М. Каким же образом устанавливаются допуски на комплексные калибры? Государственного стандарта системы допусков на комплексные калибры нет и во многих случаях эти допуски устанавливаются в зависимости от условий производства. В последние годы были разработаны соответствующие проекты ГОСТ, которыми и пользуются для назначения допусков.
Рис. 2. Допуски листовых калибров для длины и высоты.
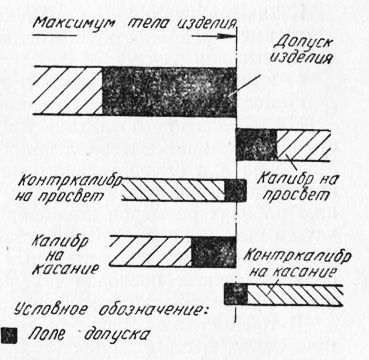
Рис. 3. Поля допусков у профильных калибров.
Допуски на калибры для перпендикулярности, соосности-и для межосевых расстояний устанавливаются по специальным таблицам в зависимости от допуска на детали. Существует 8 рядов точности подобных калибров. Таким же, приблизительно, образом устанавливаются и допуски на шлицевые калибры. Система допусков на профильные калибры предусматривает допуски для двух видов калибров: для калибров, контролирующих на просвет, и для калибров, контролирующих на касание. Более распространен первый вид калибров. Калибры первого вида выполняются с профилем обратным профилю детали и признают ее годной, если зазор между профилями изделия и калибра не превышает определенной величины, оцениваемой на глаз или с помощью щупа. Калибрами же, работающими на касание, пользуются следующим образом: их накладывают на деталь и, совмещая профили, сравнивают последние линейкой. Схемы расположения допусков и одного, и другого вида калибров приведены на рис. 3. Как видно из фигуры, в качестве номинальных размеров калибров служат наибольшие размеры детали. Допуски калибров для контроля на просвет и калибров, работающих на касание, направлены в тело калибра и, следовательно, их знаки (+ или —) противоположны для каждого из видов калибров, даже в том случае, если ка-либры предназначаются для одного и того же профиля детали. Величины допусков определяются по таблицам и у линейных и угловых размеров приблизительно равны 10%, для радиусов 20—40% допуска детали. Реклама:Читать далее:Технические требования к качеству калибровСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|