|
|
Категория:
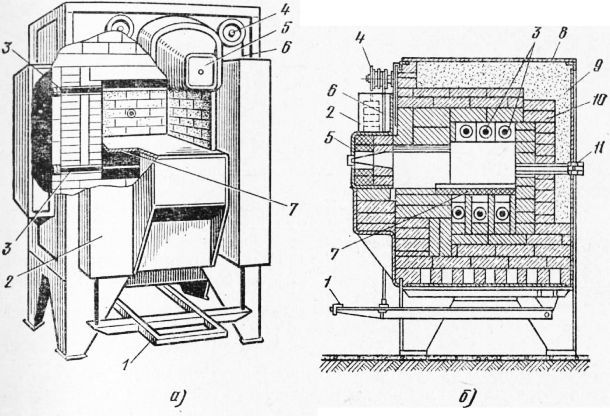
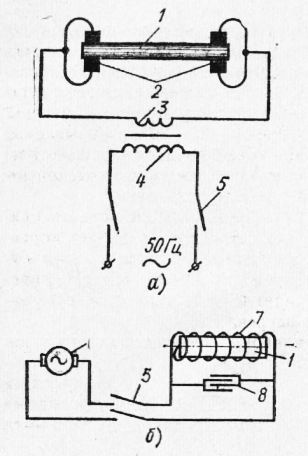
Ковка на молотах и прессах Электрическая нагревательная печь сопротивления устроена так же, как пламенная нагревательная, но у нее вместо горелок или форсунок в рабочем пространстве смонтированы элементы сопротивления, служащие нагревателями. Ввиду отсутствия дымовых газов такая печь не имеет каналов для их отвода. При пропускании электрического тока тепло от нагревателей передается стенкам печи и заготовкам. В печах с температурой нагрева заготовок до 1300 °С применяют карборундовые нагреватели, в печах для нагрева заготовок до 900 — 950 °С — металлические нагреватели в виде ленты или проволоки, свернутой в спираль. Размещение электронагревательных элементов в таких печах может быть разнообразным — ло стенкам, под сводом и под подом. В электропечи карборундовые стержни расположены под одом и подом печи. Такие печи с подом площадью до 1 м2 имеют мощность до 50 кДж/с (50 кВт) и производительность до 130 кг/ч. Установки для контактного нагрева сопротивлением применяют для нагрева длинных заготовок диаметром от 15 до 75 мм. Они имеют понижающий до 4—16 В трансформатор с входным напряжением 220 или 380В. В первичной обмотке трансформатор имеет несколько ступеней регулирования, что позволяет изменять напряжение, а следовательно, и силу тока во вторичной цепи, т. е. в заготовке. Нагрев на таких установках осуществляется весьма быстро: стальные заготовки диаметром 50 и 70 мм До температуры 1250 °С нагреваются соответственно за 62 и 120 с.
Рис. 1. Электрическая камерная нагревательная печь Г-30 с карборундовыми нагревателями: Индуктируемый в заготовке переменный ток распределяется по ее сечению неравномерно. В наружных слоях заготовки плотность тока всегда наибольшая. Глубина проникновения индуктированного тока в заготовку зависит от частоты тока. Чем меньше частота подаваемого тока, тем на большую глубину в заготовку проникает индуктированный в ней ток. Заготовки диаметром 15—40 мм нагревают обычно током с частотой 8000 Гц, диаметром 30—120 мм — током частотой 2500 Гц и диаметром свыше 150 мм — током промышленной частоты. На индукционный нагрев 1 кг стали затрачивается 1,4— 1,8 МДж (0,4—0,5 кВт-ч).
Рис. 2. Схемы установок электроконтактного нагрева заготовок сопротивлением (а) и индукционного нагрева (б): Установки для индукционного нагрева по принципу действия подразделяются на установки периодического действия и методические. Процесс подачи заготовок в индуктор, нагрев до требуемой температуры и выгрузка заготовок из индуктора в нагревательных установках автоматизированы. Реклама:Читать далее:Преимущества и недостатки электрического нагрева заготовокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|