|
|
Категория:
Химическая обработка Далее: Лесохозяйственная наука Наиболее современной ступенью развития химико-механического метода является электро-химико-механическая обработка. Еще в 30-х годах было установлено, что производительность химико-механического метода зависит от химической природы обрабатываемого материала и прочности защитного слоя, возникающего под действием раствора. С увеличением прочности сцепления защитного слоя с основным металлом производительность снижается. По этой причине весьма активные в химическом отношении металлы и сплавы (алюминий, никель, нержавеющие стали и другие сплавы с высоким содержанием легирующих элементов) в процессе обработки в растворах электролитов легко пассивируются. Возникновение пассивной защитной пленки на поверхности обрабатываемого металла, обладающей высокой прочностью сцепления, затрудняет ее удаление и вследствие этого снижается производительность. В этих условиях необходимо применять средства, которые не нарушали бы непрерывность процесса образования и удаления химических соединений на обрабатываемой поверхности. Наложение электрического тока на химико-механический процесс с присоединением обрабатываемой заготовки к положительному полюсу (аноду) позволяет решить эту задачу. Применяя различные составы электролитов и изменяя режимы тока, возможно на обрабатываемой поверхности создавать химические соединения в виде пленок различного состава и прочности. Возможно получение совсем непрочных соединений, легко растворимых в электролите, и, таким образом, осуществление управления процессом обработки металлов. Химико-механический метод с наложением электрического тока в последние годы подвергается исследованию во многих странах и вследствие неустановившейся технологии именуется по-разному: электро-химико-механическим, анод-но-механическим и просто электрохимическим. Интенсивное развитие этого нового направления стимулируется все возрастающим применением в современной технике твердых сплавов и полупроводниковых материалов, химически стойких, жаропрочных и магнитных сплавов с высоким содержанием легирующих элементов (Cr, Ni, Ti, W, Mo, Al, Si). Легирующие элементы повышают прочность, окалиностойкость и химическую стойкость, но ухудшают обрабатываемость сплавов резанием. Соединения Si, Al, Ni, W и Ti обладают абразивными свойствами. Сочетание абразивных свойств и низкой теплопроводности ограничивает скорости резания до 5—8 м/мин при обработке быстрорежущим инструментом и до 15— 20 м/мин — при резании твердосплавным инструментом. Во многих случаях не достигаются требуемая точность размеров и качество поверхности в связи с недостаточной стойкостью инструмента. При обработке сложных профилей, например, фрезерованием с помощью фрез из быстрорежущей стали с подачей не более 20—30 мм/мин и глубине резания до 5 мм особенно увеличивается трудоемкость процесса. Кроме того, при создании машин и приборов в новейших областях науки и техники возникает необходимость получения фасонных полостей и отверстий, щелей, каналов, прорезей малых и микроскопических размеров в недоступных местах. Многие из этих работ не могут быть осуществлены без наложения тока. Сущность электро-химико-механической обработки Процесс электро-химико-механической обработки, основанный на непрерывном образовании и удалении химических соединений с обрабатываемой поверхности, осуществляют следующим образом. Металл заготовки соединяют с положительным полюсом источника постоянного тока. Заготовка, следовательно, служит анодом, а катодом — инструмент, подключенный к отрицательному полюсу источника тока.
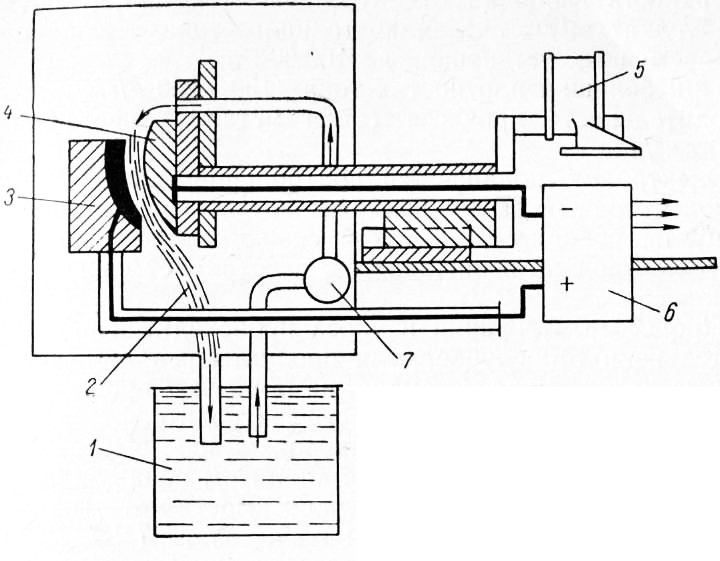
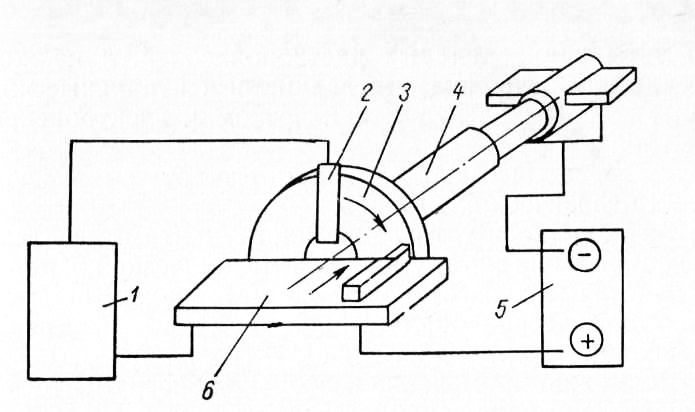
Рис. 1. Схема установки для получения фасонных полостей: В качестве катода-инструмента может служить абразивный круг либо металлический брусок, профиль которого является зеркальным отображением профиля изготовляемой детали. В том и другом случае катод-инструмент отделен от обрабатываемой поверхности (анода) зазором. В межэлектродный зазор обильно подают раствор электролита с помощью насоса. Под действием электрического тока, проходящего через электролит, непрерывно происходят процессы электрохимического (анодного) растворения и удаления продуктов реакции. В зависимости от назначения процесса продукты реакции удаляют двояким путем: 1. В процессах формообразования (получения фасонных полостей), как показано на рис. 29, инструменту-электроду придают нужную форму. При электролизе быстрее растворяются участки заготовки, находящиеся ближе к инструменту, и его профиль копируется на заготовке. Полости, образующиеся в обрабатываемой заготовке, воспроизводят форму инструмента-катода с точностью 0,1—0,15 мм. В некоторых случаях точность может быть повышена до 0,03—0,04 мм. Обрабатываемая поверхность свободна от заусенцев. Источником питания служат выпрямители постоянного тока, доходящие в современных установках до 100 000 а. При больших плотностях тока (150—250 а/см2) производительность процесса (съем металла) составляет 1000 см3/час. Электролит, подаваемый под большим давлением в межэлектродный зазор, быстрым потоком уносит в бак продукты реакции. При такой схеме процесса инструмент-электрод не изнашивается, а сохраняет свою форму и вес. Процесс растворения и уноса происходит непрерывно только в том случае, если продукты реакции, получаемые на поверхности анода, не образуют прочной защитной пленки, а растворимы в электролите. Анодное растворение сопровождается выделением газов на электродах. На аноде анализом обнаруживают кислородные соединения. В зависимости от состава электролита это могут быть окислы азота (NO, N02), СО, С02 и 02. На катоде выделяется эквивалентное количество водорода. Как показывают опыты, с увеличением концентрации электролита, как правило, усиливается газовыделение. Выделяющиеся газы, вытесняя электролит из межэлектродного зазора, влияют на производительность процесса и качество получаемой поверхности. Электро-химико-механический процесс в основном подчиняется закону Фарадея, т. е. количество растворенного металла пропорционально количеству прошедшего через электролит электричества, или скорость электрохимического растворения металла на аноде пропорциональна анодной плотности тока (а/см2). 2. В процессах точного шлифования, доводки и заточки (рис. 2) используют абразивный токопроводный круг. Выступающие из токопроводной (бронзовой или графитовой) связки корундовые или алмазные зерна размером 0,02—0,04 мм образуют щель между связкой круга и заготовкой, в которую поступает электролит. Применяемые в этом случае электролиты и режимы тока создают пассивную защитную пленку, которая препятствует процессу анодного растворения. Удаление пленки происходит механическим путем зернами абразивного круга.
Рис. 2. Схема установки для шлифования: Процесс электрохимического растворения облегчает съем металла, и вследствие этого в 2 раза повышается производительность с одновременным уменьшением износа инструмента. Достоинства и недостатки электро-химико-механической обработки Важнейшее достоинство электро-химико-механической обработки — высокая производительность. Современные установки позволяют достигнуть съема металла 200 мм3/мин, обеспечивая при этом 7—8-й классы шероховатости. Высокая производительность сочетается с применением метода для обработки любых металлов и сплавов, причем не зависит от твердости и вязкости обрабатываемого материала. При данном процессе отсутствуют какие-либо причины, которые могут вызвать износ инструмента. И действительно, при этих условиях износ круга ничтожно мал и определяется трением о мягкую анодную пленку или вовсе не наблюдается износа в случае удаления продуктов химической реакции потоком электролита. При электро-химико-механической обработке нет дуговых ‘или искровых разрядов, а, следовательно, исключаются плавление металла и образование кратеров на электродах. В качестве жидкой среды применяют электролиты в виде слабых растворов солей, а не жидкое стекло или керосин (дугогасящие и нейтральные жидкости), как при электромеханическом и электроискровом способах. Все это выгодно отличает его от химических и электрофизических методов. Затраты на изготовление инструмента в десятки раз меньше, чем на инструмент для механической обработки. Инструмент изготовляют из материалов, не требующих термической обработки. К нему не предъявляют требований по твердости и структуре. Возможно применение нескольких инструментов-электродов для одновременного получения нескольких полостей, причем инструмент используют многократно. Электро-химико-механическая обработка технологически подготовлена к автоматизации: ненужными являются сложные и громоздкие вентиляционные устройства, потому что в качестве электролитов применяют безвредные растворы. Наряду с достоинствами электро-химико-механиче-ской обработке свойственны и существенные недостатки. Необходимость применения больших плотностей тока требует мощных источников постоянного тока (500— 100 000 а). Требуются большие объемы электролита. Почти 75%’ площади цеха занимают выпрямители и бак для электролита. Общая площадь, занимаемая современными установками, доходит до 20 ж2. Возникают трудности с подачей электролита в межэлектродный зазор и обеспечением равномерного протока электролита по всему пространству криволинейного зазора. Нелегко решается задача подвижного электрода, автоматически сохраняющего постоянную величину зазора. Трудности согласования формы инструмента с требуемой формой детали и распределения давления и потока электролитического раствора в зазорах часто не позволяют обеспечить одинаковую плотность тока на всех участках поверхности. Это приводит к неравномерному съему металла, чрезмерному нагреву электролита, растравливанию отдельных участков поверхности и не позволяет в ряде случаев применять электро-химико-ме-ханическую обработку. Условия процесса На производительность процесса и качество получаемой поверхности влияют состав электролита, плотность тока, скорость перемещения инструмента-электрода, система подачи электролита, величина межэлектродного зазора и другие условия. Электролиты. Для электро-химико-механической обработки предложено большое число электролитов. Пригодность электролита определяется прежде всего его электропроводимостью: чем она больше, тем больше также допустимая плотность тока и, следовательно, выше производительность процесса. Электропроводимость, в свою очередь, зависит от концентрации и температуры электролита. Кроме электропроводимости, при выборе электролита необходимо учитывать вредное действие его на организм обслуживающего персонала, коррозийное действие электролита, возможную длительность использования, стоимость и другие условия. Из предложенных электролитов в настоящее время в производстве применяют составы на основе растворов хлористого натрия, фосфорнокислого натрия, азотнокислого калия и натрия, сернистого натрия, углекислого аммония и буры. Применением в качестве электролитов азотнокислого и азотистокислого натрия достигается наибольшая производительность процесса. Однако эти соли при повышенных плотностях тока растравливают обрабатываемую и смежную с ней поверхности.
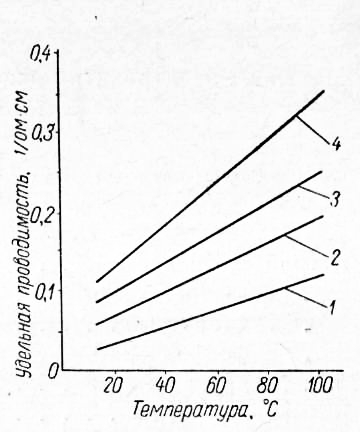
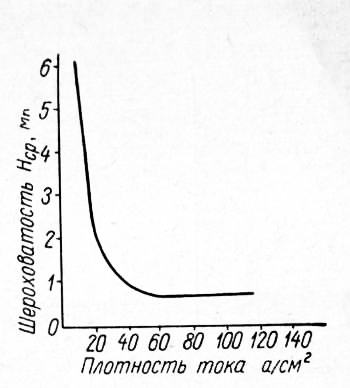
Рис. 3. Удельная проводимость электролита при различной концентрации и температуре: Применение хлористых солей натрия и аммония и сернокислых солей натрия и калия снижает производительность процесса. То же наблюдается и при использовании растворов буры. При обработке твердых сплавов электролитами образуются нерастворимые соединения, загрязняющие электролит. Поэтому в состав электролитов вводят фтористый натрий, который предотвращает образование нерастворимых соединений. Хлористые и сернокислые электролиты корродируют детали станка, соприкасающиеся с электролитом. С этой целью в состав электролитов вводят ингибитор. Не снижая производительности процесса, он уменьшает коррозийную активность электролита. Несмотря на несколько пониженную производительность, особенно заманчивым является применение раствора поваренной соли — самого дешевого и доступного электролита. Раствор поваренной соли позволяет работать при плотности тока 200 а/см2. Гидрат закиси железа, окисляясь на воздухе, переходит в гидрат окиси железа и выпадает в осадок в виде шлама. Часть шлама может попасть на поверхность катода и загрязнить его. В этом случае приходится чистить катод крацовочной щеткой. При шлифовании твердых сплавов в шламе обнаруживают выкрошенные частицы абразива и карбидов вольфрама, которые также загрязняют электролит. Анодное растворение сопровождается обильным выделением газов на электродах. На аноде анализом обнаруживаются СО, 02, С02 и окислы азота (NO; N02). На катоде выделяется эквивалентное количество водорода. Как показывают опыты, с увеличением концентрации электролита начиная с 6% (NaN02 + NaN03) усиливается газовыделение. Выделяющиеся газы влияют на проводимость раствора, вытесняют электролит из межэлектродного зазора и, в конечном счете, ограничивают производительность процесса. Чрезмерный нагрев электролита (больше 40 °С) в процессе электролиза приводит к разъеданию поверхности. Кроме того, при кипении электролита он начинает выкристаллизовываться, что быстро снижает производительность процесса. Плотность тока. Однако повышать беспредельно плотность тока нельзя по двум причинам. Прямое возрастание плотности тока вследствие сильного окисления поверхности анода уже вскоре приводит к его пассивированию. Образование пассивной электроизоляционной плохо растворимой пленки на аноде значительно замедляет процесс анодного растворения, а при чрезмерном накоплении продуктов реакции полностью прекращает его. Образование пассивной пленки не позволяет повысить плотность тока, уменьшает выход по току и резко снижает эффективность. Кроме того, следует помнить, что на нагрев электролита расходуется 80— 90% всей подведенной электрической энергии. Учитывая теплопроводность электролитов (примерно 0,9 кал/см – час • град), высокая плотность тока требует интенсивного движения электролита в обрабатываемой полости, в противном случае наступает кипение электролита. Плотность тока зависит и от природы обрабатываемого материала. Ниже приведены допустимые плотности тока для некоторых металлов: Плотность тока влияет не только на производительность, но и на шероховатость поверхности. Из рис. 5 следует, что в области повышенных плотностей тока шероховатость практически не зависит от плотности тока. Вследствие того что производительность находится в прямой зависимости от плотности тока, это позволяет в значительной степени преодолеть противоречие, свойственное механической и электрофизической обработке, в которых чем больше съем металла, тем больше шероховатость. Вместе с тем вследствие кавитации или разделения потока на обрабатываемой поверхности возникают радиальные полосы и бугры. По данным японских ученых, введение в поток углекислого газа для смещения прокачиваемого электролита устраняет этот недостаток.
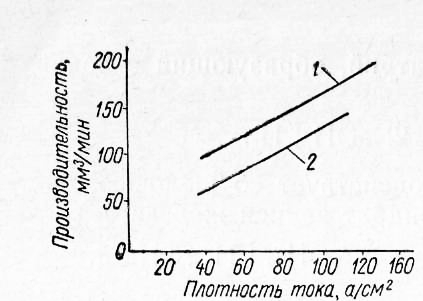
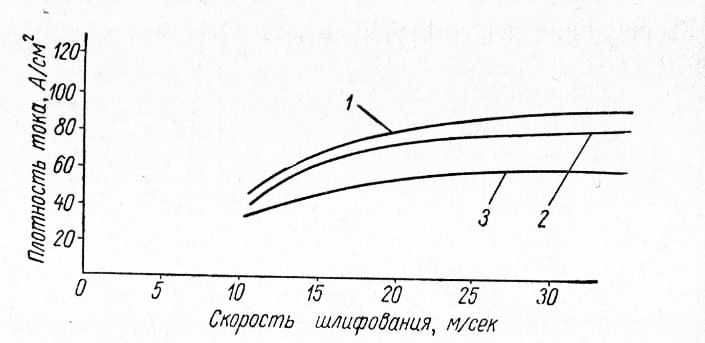
Рис. 4. Зависимость производительности от плотности тока: Напряжение. Увеличение напряжения, в свою очередь, позволяет повысить плотность тока. Однако эта зависимость быстро нарушается. Уже при напряжении примерно 12 в возникают искровые и дуговые разряды. Напряжение между электродами должно быть больше потенциала поляризации анода. Практически напряжение должно быть в пределах 8—10 в. Скорость перемещения инструмента-катода При вращающемся инструменте-катоде (абразивный электропроводный круг) с увеличением скорости быстрее удаляются продукты реакции с обрабатываемой поверхности и улучшаются условия для протока электролита. Поэтому, как следует из рис. 7, плотность тока, а с ней и производительность процесса сначала возрастают, затем при плотности тока около 80— 100 а/см2 производительность достигает своего наибольшего значения, затем остается постоянной, а за пределом скорости 25—30 м/сек несколько снижается. Учитывая огромные скорости химической реакции, было бы весьма эффективно увеличить скорость вращения шлифовальника. Для осуществления процесса с наибольшей производительностью следовало бы максимально приблизить скорость механического удаления к скорости химической реакции, чтобы своевременно освобождать обрабатываемую поверхность от продуктов реакции и подготовлять ее к новому химическому воздействию. Однако практически этому мешают центробежные силы, растущие пропорционально квадрату скорости вращения шлифовальника, которые не позволяют электролиту удерживаться на поверхности.
Рис. 5. Влияние плотности тока на шероховатость поверхности.
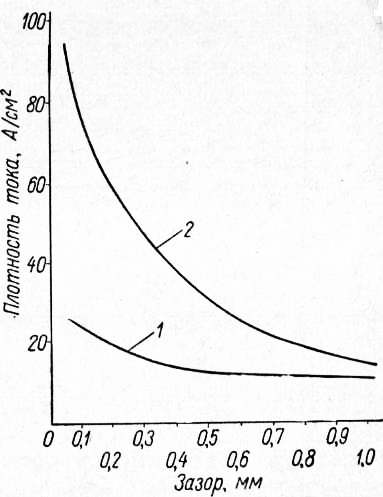
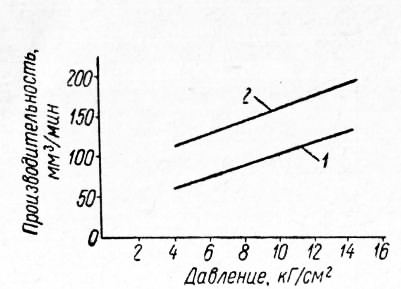
Рис. 6. Зависимость между скоростью перемещения вращающегося инструмента-катода и плотностью тока при давлениях: При поступательном движении инструмента-катода плотность тока, а следовательно, производительность определяются скоростью подачи электрода, обеспечивающего оптимальный межэлектродный зазор. Межэлектродный зазор. Увеличение зазора между анодом и катодом уменьшает сопротивление электролита, что приводит к снижению плотности тока и соответственно производительности. Поэтому необходимо постоянно сохранять заданную величину зазора, для чего достаточно поддерживать оптимальные значения величин тока и напряжения между электродами. Наиболее прогрессивной является электронная следящая система с автоматической обратной связью, которая позволяет непрерывно контролировать подачу электродов и обеспечивать необходимый зазор. Давление. Из рис. 7 следует, что с увеличением удельного давления инструмента производительность процесса возрастает. Происходит это вследствие уменьшения межэлектродного зазора с увеличением давления. Однако при давлении 15—18 кг/см2 межэлектродный зазор становится настолько малым, что могут возникнуть искровые разряды с образованием электроэрозионных лунок на заготовке и инструменте. Это приводит к быстрому износу инструмента. Оптимальное давление должно составлять 10—12 кг/см2. Подача электролита. Система подачи электролита в межэлектродный зазор должна осуществляться так, чтобы вся обрабатываемая поверхность полностью заливалась электролитом без возникновения мертвых зон и завихрений. Наличие мертвых зон приводит к разъеданию поверхности, а завихрения уменьшают скорость протока электролита, снижая производительность. Устранить завихрение можно снижением давления поступающего электролита либо закруглением углов у инструмента. Кроме того, при конструировании инструмента следует предусматривать в нем отверстия и шлицевые прорези, обеспечивающие лучшие условия для подачи электролита и высокую скорость потока. Особое внимание следует обратить на подачу электролита у самого входа в рабочую зону. Если подать электролит на поверхность вращающегося катода на некотором расстоянии от рабочей зоны, то весь электролит будет сброшен с катода под действием центробежной силы. При невращающемся катоде в случае удаления продуктов износа потоком электролита несколько улучшаются условия подачи. Однако если очертания зазора могут вызвать кавитацию, то это немедленно уменьшит площадь соприкосновения электролита с поверхностью анода, увеличит омическое сопротивление и уменьшит предельную плотность тока. Поэтому при обработке в протоке электролита необходимо избегать кавитации, что может быть достигнуто при расстоянии между катодом и анодом не более 0,5 мм. Оптимальная ширина зазора — 0,3 мм.
Рис. 7. Зависимость между зазором и плотностью тока при скоростях подачи электролита: Станки. В настоящее время в СССР и за рубежом созданы оригинальные модели станков для обработки электролитами. Наибольший интерес представляют полуавтоматы АГЭ-2 и ЭХО-1. Полуавтомат модели АГЭ-2 предназначен для электрохимической обработки профиля пера лопаток турбин и компрессоров. Процесс двусторонней обработки детали (анода) осуществляется при синхронном сближении двух электродов-инструментов (катодов) за одну технологическую операцию, при этом на сторонах детали происходит негативное отображение электродов и образуется нужный профиль. Сближение электродов продолжается до получения заданных размеров профиля. Контроль за подачей электродов осуществляется электронной следящей системой. Момент окончания обработки детали (достижение заданных размеров) определяется специальным датчиком. Одновременно прекращается подача электродов (с них снимается рабочее напряжение). Износа электрода-инструмента не происходит. В качестве электролита применяется 7—10%-ный раствор поваренной соли в воде. Внедрение в производство лишь одного полуавтомата АГЭ-2 позволило снизить трудоемкость обработки комплекта в 6 раз, высвободить 13 металлорежущих станков и снизить расход инструмента и электроэнергии. На одном из предприятий Москвы создан полуавтомат ЭХО-1. Электроды-инструменты выполнены из нержавеющей стали, рабочая поверхность их является обратной копией корыта и спинки изготовляемой турбинной лопатки. Полуавтомат ЭХО-1 состоит из собственно станка, источника питания, ванны для электролита, центробежного насоса для нагнетания электролита и центрифуги. На станке ЭХО-1 применена автоматическая следящая система, позволяющая осуществлять процесс размерной обработки с постоянным минимальным межэлектродным зазором, что обеспечивает высокую производительность и точность. Для следящей системы применяется автоматическая обратная связь. Для сигнала обратной связи используют поляризацию.
Рис. 8. Влияние давления электрода на производительность процесса При внедрении электрохимической обработки в 4 раза возрастает производительность труда (по сравнению с механическом способом) и сокращается цикл обработки, в 50 раз снижаются затраты на инструмент, а также сокращается количество потребного оборудования. Создана электрохимическая установка для снятия заусенцев в деталях топливной аппаратуры (трубопроводы, корпуса). С ее помощью можно производить многопозиционную одновременную обработку деталей или многих отверстий в одной детали. Применение ее улучшает условия труда, механизирует ручной труд и повышает качество изделий. Производительность—15 деталей в час. Установка внедрена на ряде машиностроительных заводов. Все станки демонстрируются на Выставке достижений народного хозяйства СССР. Сконструирован также станок для электро-химико-механического плоского шлифования с применением алмазных кругов (модель 2-ПЭШ). Он предназначен для шлифования твердосплавных деталей торцом токо-проводящего алмазного круга. Головка станка имеет вертикальную ручную подачу, перемещение которой контролируется нониусным устройством. Рабочий стол приводится в движение гидравлической системой (продольная подача). Электролит поступает через шпиндель головки непрерывно. Источником постоянного тока служит выпрямитель напряжением 6 в при токе до 2000 а. По данным В. Ю. Веромана, этот станок в 8— 10 раз повышает производительность шлифования алмазным кругом и во столько же раз уменьшает износ алмазного круга. В станках для обработки электролитами применяют стандартные комплектующие изделия, выпускаемые отечественной промышленностью: Из зарубежных моделей представляет интерес крупный станок, разработанный фирмой «Цинциннати». На нем могут обрабатываться детали размерами до 900 X 900 X 900 мм. Станок предназначен для обработки специальных материалов, которые не могут быть обработаны иными методами. По данным фирмы, он обеспечивает обработку отверстий с точностью до ± 0,04 мм, при этом поверхности свободны от заусенцев и напряжений. Станок имеет три рабочие головки с дистанционным направлением. Скорость их подачи изменяется бесступенчатым регулированием от 0,5 до 15 мм!мин на длине хода 560 мм. Привод головок осуществляется от гидромотора посредством шариковых ходовых винтов по роликовым направляющим. Каретки головок имеют вертикальное перемещение (по колонне) 700 мм и горизонтальное (по траверсе) 900 мм. Деталь внутри камеры может быть перемещена на расстояние 610 мм и повернута на поворотном столе на угол 36°. Для выполнения экспериментальных работ камера имеет 9 патрубков для электролита и 40 вводов для электрических цепей. Для предотвращения коррозии все детали и узлы, соприкасающиеся с электролитом, выполнены из коррозийно стойкого материала. Направляющие покрыты защитными чехлами. Для наблюдения за ходом процесса в камере имеются 3 окна и внутреннее освещение. Станок занимает площадь 46 м2, половина которой занята системой подачи и фильтрации электролита. Кроме указанного станка, фирма выпускает серию станков для электрохимической обработки с величиной рабочего тока от 1000 до 10 000 а. Электронная система управления сигнализирует на главный пульт о положении электродов и может осуществлять их отвод при достижении заданной позиции. Источник питания постоянным током обеспечивает силу тока в 10 000 а. Электролит подается в зону обработки под давлением 24 атм из бака емкостью около 4000 л. Расход электролита составляет 567 л/мин. Рабочая зона станка заключена в закрытую камеру с целью предотвращения разбрызгивания. Несмотря на то что остается еще много нерешенных вопросов, некоторые разновидности электро-химико-механической обработки внедряются в производство. В настоящее время на ряде заводов осуществляют: Реклама:Читать далее:Лесохозяйственная наукаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|