|
|
Категория:
Технология миниатюрных изделий Далее: Очистка миниатюрных изделий Перспективным методом обработки конструктивных элементов малых размеров, основанном на непосредственном использовании электрической энергии, является электрохимическая размерная обработка. Она основана на явлении анодного растворения металла в среде электролита под действием электрического тока. При этом плюс источника тока присоединен к обрабатываемому изделию, а минус— к инструменту. Процесс анодного растворения является весьма сложным и связан с массо- и теплопереносом. Электрохимическую обработку применяют для получения в высокопрочных труднообрабатываемых металлах и сплавах глубоких, наклонных отверстий, щелей, прорезей, пазов, полостей, имеющих сложную форму, а также отверстий с большим соотношением глубины к диаметру отверстия порядка 150—200; профилирования канавок, полирования тонких пластин, заточки и заострения инструмента. В качестве рабочей среды при электрохимической обработке используют водные растворы нейтральных солей: хлористого натрия, азотнокислого натрия, хлористого калия, сернокислого натрия, а также комбинации из этих солей. При применении для электрохимической обработки электролитов на основе нитрита натрия, который, как известно, хороший пассиватор1, облегчаются условия борьбы с коррозией. Кроме указанных в качестве электролитов применяют также водные растворы кислот. Концентрация солей в электролите равна 5—15%, а кислоты не более 5—10%. Производительность обработки характеризуется объемом снимаемого материала в единицу времени на один ампер подведенного тока. Так, при использовании в качестве электролита раствора хлористого натрия производительность равна 2,2 мм3/мин-А, а при использовании раствора азотнокислого натрия — 1,1 мм3/мин-А. В некоторых случаях за счет применения электролита, состоящего из 3—4 компонентов, можно значительно повысить съем материала и улучшить качество обрабатываемой поверхности. Учитывая, что все электролиты, используемые для обработки, химически активны, с целью уменьшения их коррозионного воздействия как на само изделие, так и на оборудование принимаются специальные меры по борьбе с коррозией. Между электродом-инструментом и обрабатываемой поверхностью должен выдерживаться межэлектродный торцовый и боковой зазоры, заполняемые электролитом. Величина торцового зазора пропорциональна рабочему напряжению и обратно пропорциональна скорости подачи инструмента. Торцовый зазор равен 0,01—0,075 мм. Боковой зазор также изменяется в этих же пределах и зависит от электропроводности электролита, конструкции электрода-инструмента и режимов процесса анодного растворения. При электрохимической обработке практически отсутствует износ инструмента. Этим она выгодно отличается от механической и электроэрозионной обработки, износ инструмента при которых значителен. Точность прошивания отверстий достигает 0,1—0,15 мм, а при профилировании полостей ±0,13 мм. Прошивание отверстий и полостей. Прошивание отверстий и изготовление полостей производят на станках со следящими системами и без них. Электрохимическое прошивание отверстий (без применения следящих систем) при постоянной подаче катода-инструмента происходит в процессе саморегулирования, т. е. в направлении движения катода-инструмента устанавливается такая плотность тока, при которой скорость анодного растворения материала становится равной подаче. При электрохимическом прошивании отверстий малых размеров к электроду-инструменту предъявляют следующие требования: а) он должен обладать достаточной жесткостью, для того чтобы не деформироваться и не вибрировать под действием сил, возникающих в процессе обработки; б) рабочая часть электрода должна способствовать ламинарному потоку электролита с наименьшим перепадом «живых» сечений в зоне обработки; в) нерабочие поверхности электрода-инструмента должны быть надежно изолированы.
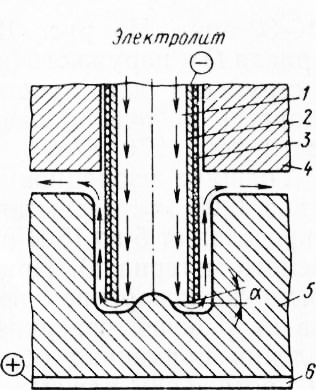
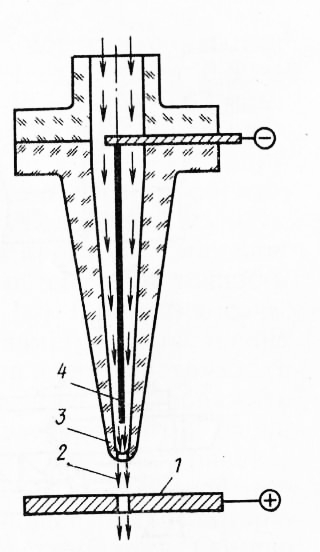
Рис. 1. Схема электрохимической обработки малых отверстий
Для получения отверстий используют трубчатые электроды. Наличие внутреннего канала позволяет осуществлять прокачку электролита. Типовая схема обработки глубоких отверстий (диаметром 0,76 мм и глубиной 305 мм в турбинных лопатках) приведена на рис. 1. Поток электролита прокачивается под давлением через канал трубки-электрода, подключенной к отрицательному полюсу источника тока. Трубку изготавливают из химически стойкого материала (титана, нержавеющей стали) и покрывают электроизоляционным слоем. В качестве электрода-инструмента можно с успехом использовать медицинские иглы. Покрытие должно быть нанесено ровным слоем, строго концентрично с диаметром трубки и иметь необходимую механическую прочность. Благодаря применению заточки торцовой части электрода-инструмента под углом а= 10° улучшаются условия прошивания. Толщины стенки трубки и слоя изолирующего покрытия должны быть достаточны для того, чтобы пропустить требуемое количество электролита, подводимый ток и обеспечить соответствующий боковой зазор. Изделие 5 подключают к положительному полюсу источника тока через контактную пластину. Для обеспечения направления перемещения электрода-инструмента предусматривается кондукторная втулка. В тех случаях, когда необходимо обработать сразу несколько отверстий, оси которых параллельны друг другу или расположены под некоторым углом, необходимо применение кондукторных втулок. Одним из важнейших факторов, влияющих на возможность применения электрохимической обработки, ее экономичность, точность и качество получаемой поверхности, является надежность диэлектрического покрытия инструмента. Для электрохимической обработки толщина диэлектрической пленки на нерабочей поверхности электрода должна быть 0,03—0,1 мм. Покрытия должны обладать высокими электроизоляционными свойствами, иметь малую толщину, обеспечивать надежную адгезию с материалом электрода-инструмента, быть теплостойкими и технологичными. В качестве защитного покрытия при прошивании отверстий могут быть использованы керамические эмали 17Т, 174Р, 405А и лаки на основе полиэтилфениленэтила и др. составы. Для электроизоляции деталей приспособления и защиты его от коррозии используют быстротвердеющий пластик — стирак-рил, который затвердевает при нормальной температуре в течение 40—80 мин. На рис. 120 приведены соотношения внутреннего (кривая 1) и наружного (кривая 2) диаметров трубчатого электрода-инструмента для прошивания отверстий в никелевом сплаве. Скорость рабочей подачи в этом случае 1,4 мм/мин при плотности тока 270 А/см2. Толщина изоляционного покрытия на электроде-инструменте равна 0,05 мм. Применяемый диапазон рабочих напряжений — в пределах от 5 до 15 В (в зависимости от электролита и обрабатываемого материала). При работе на верхнем пределе напряжения возможно испарение электролита и осаждение побочных продуктов на рабочей поверхности электрода. Для исключения такого явления применяют обратную полярность в течение 0,3—0,4 с на протяжении каждых 8—20 с процесса обработки. Применение в качестве электролитов при электрохимической обработке водных растворов кислот обеспечивает меньшее засорение межэлектродного зазора, так как продуктами растворения в этом случае являются не хлопьевидные гидроокислы металлов, а их ионы. В процессе работы ввиду испарения и электролиза содержание кислот в водных растворах уменьшается, вследствие чего электролит нуждается в периодической корректировке. Важным фактором, определяющим процесс электрохимической обработки, является температура электролита. С ростом температуры размер отверстия увеличивается, а при определенном значении начинается испарение электролита в межэлектродном зазоре, что приводит к резкому падению тока в рабочей зоне и к короткому замыканию. При чрезмерном повышении температуры возможно повреждение диэлектрического покрытия. Разработаны полуавтоматические электрохимические установки для прошивания отверстий в различных изделиях. Например, для прошивания контровочных отверстий в гайках. Установка состоит из двух агрегатов: собственно станка и блока энергопитания. Она имеет три секции, представляющие собой отдельные рабочие позиции с независимым циклом работы и индивидуальным управлением. Блок управления каждой позиции размещают в нижней части станины и подключают штепсельными разъемами. Рабочее движение электрода-инструмента осуществляется снизу вверх. Это позволяет обеспечить свободный доступ в рабочую камеру. Инструмент закрепляют в силовой головке, имеющей электромеханический привод. При этом обеспечивается получение трех -скоростей рабочего хода и столько же холостых ходов. Блок энергопитания совмещает в себе бак с электролитом, источник питания и насосную установку. Бак снабжен коллектором, для слива осевших продуктов растворения, и холодильником. Выпрямитель по трехфазной однополупериодной схеме собран на силовых диодах ВКД-200. Мощность источника питания 2 кВт. Насос для подачи электролита шестеренчатого типа выполнен в антикоррозийном исполнении и снабжен устройством для автоматической выборки торцового зазора. Производительность- установки 96 гаек в час.
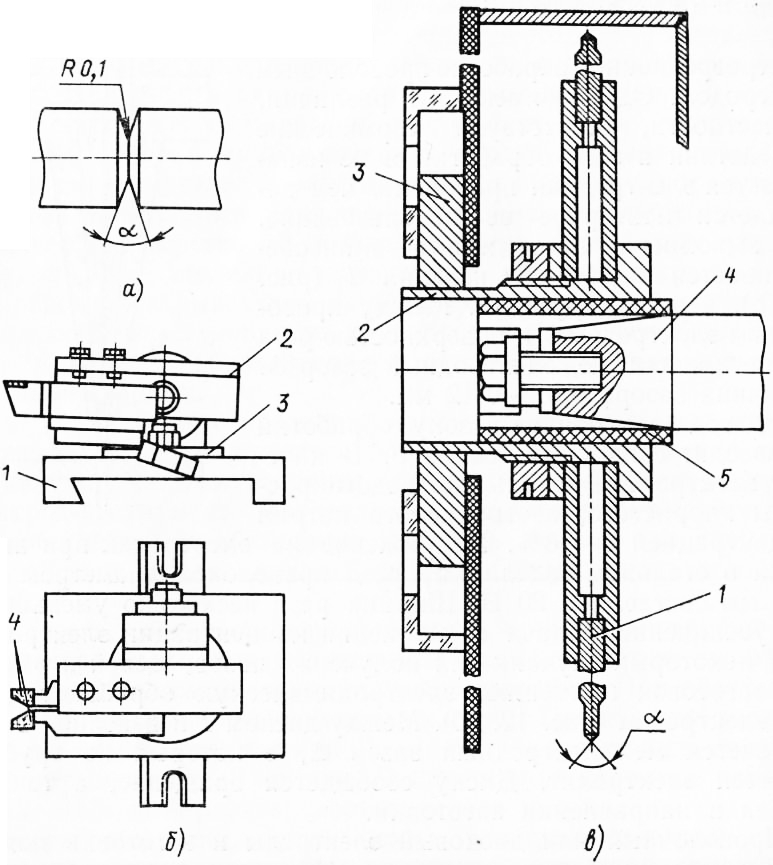
Рис. 2. График зависимости диаметра трубки от диаметра отверстий
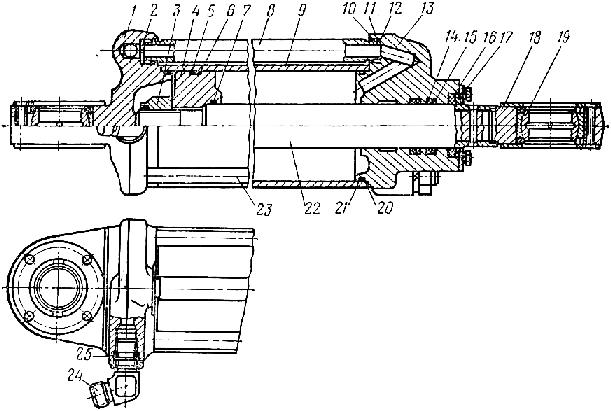
Рис. 3. Приспособление для прошивания отверстий
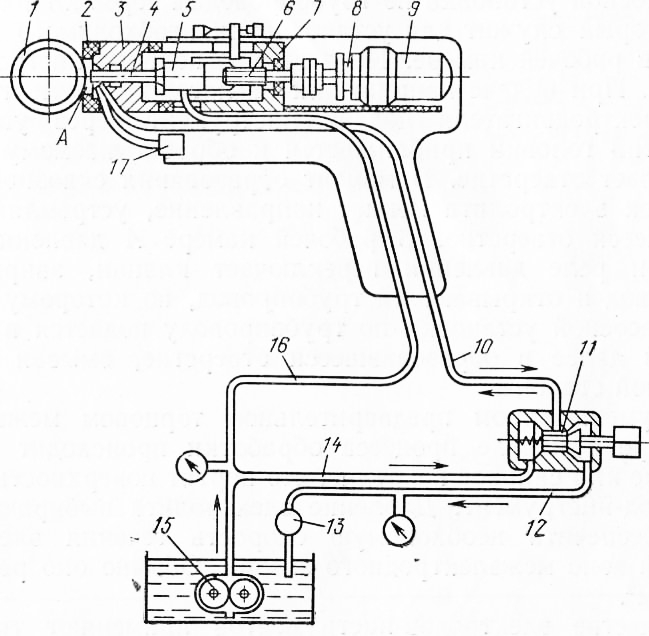
Для прошивания отверстий диаметром 0,8 мм и более в тонкостенных трубопроводах (толщина стенки 0,3—0,5 мм) с подачей электрода-инструмента, равной скорости растворения материала, служит электрохимическая установка УЭТ-1, рабочая головка которой выполнена в виде ручного пистолета. На корпусе закреплена головка со сферической рабочей поверхностью и с уплотняющим наконечником, электродвигатель подачи с редуктором и винтом, связанным со штоком, в котором закреплен электрод-инструмент, и реле давления. Для обеспечения подачи электролита служит гидравлическая система, состоящая из насоса, трубопроводов, двухпозиционного электромагнитного клапана, дросселя. Для получения отверстий головку через уплотнительный наконечник прижимают к поверхности изделия. Между изделием и сферической поверхностью, заготовки образуется рабочая камера А, которая заполняется электролитом по трубопроводу от насосной установки. Электролит сливается из рабочей камеры в бак насосной установки по трубопроводам через клапан и дроссель, который служит для установления необходимого давления подпора в рабочей камере. На давление подпора настроено реле давления. При подаче напряжения на катод-инструмент и включении электродвигателя подачи инструмент через уплотнение в отверстии головки приближается к обрабатываемому изделию и прошивает отверстие. В момент образования сквозного отверстия поток электролита меняет направление, устремляясь в образовавшееся отверстие. В рабочей камере А давление уменьшается, и реле давления переключает клапан, закрывающий трубопровод и открывающий трубопровод, по которому электролит от насосной установки по трубопроводу подается в рабочую камеру и далее в образовавшееся отверстие, омывая электрод с наружной стороны. При уменьшенном предварительном торцовом межэлектродном зазоре в начале процесса обработки происходит короткое замыкание или сильное искрение, что портит поверхность изделия и электрод-инструмент. Давление электролита выбирают таким, чтобы обеспечить необходимую скорость течения электролита в рабочей зоне межэлектродного зазора. Обычно оно равно 10 — 25 к Гс/см2. В качестве электродов-инструментов применяют трубки из нержавеющей стали или медицинские иглы диаметром на 0,2 — 0,5 мм меньше диаметра прошиваемых отверстий. При обработке получается отверстие с небольшим уклоном. Прошивание ведется при токе 8—12 А, напряжении 12—16 В и скорости подачи электрода-инструмента 1—8 мм/мин. В качестве электролита используют 12—15%-ный раствор азотнокислого натрия. Размеры отверстий, прошиваемых электрохимическим методом, лимитируются диаметром электрода, толщиной защитного слоя, боковым зазором и т. д. Представляет определенный интерес получение отверстий диаметром 0,05—0,3 мм, когда роль электрода-катода выполняет отрицательно заряженная струя электролита, вытекающего из диэлектрического (стеклянного) сопла с высокой скоростью. Струя на определенном отрезке сохраняет форму и размеры отверстия в сопле. Для обеспечения необходимого заряда в сопло введен проводник, который подключен к источнику постоянного тока. Изделие, в котором необходимо получить отверстие, подключено к положительному полюсу. Разрезание и получение пазов. Рациональным является применение электрохимического метода для разрезки труднообрабатываемых токопроводящих материалов, получения узких пазов, точных прорезей, канавок и т. д.
Рис. 4. Безэлектродное прошивание отверстий
Однако имеются и различия. В частности, отсутствуют термические воздействия в зоне обработки и не изнашивается электродная проволока, чем допускается повторное ее использование. При выполнении пазов и вырезании обеспечивается подача изделия, а не инструмента. Между проволочным электродом и поверхностью реза обеспечивается межэлектродный зазор А. Величина зазора 0,07—0,12 мм. Подвод электролита в зону обработки производят с помощью сопла. В качестве электролита используют водные растворы хлористого, азотнокислого натрия концентрацией 8—18%. Напряжение на электродах при выполнении в стальном изделии прорези проволокой диаметром 0,2 — 0,25 мм составляет 20 В. Ширина реза несколько уменьшается при увеличении подачи и снижении концентрации электролита. В некоторых случаях для получения пазов, щелей и разрезания заготовок применяют электрохимическую обработку дисковым электродом. Между диском и изделием обеспечивается межэлектродный зазор А, в который по трубке подается электролит. Диску сообщается вращение, а также и подача в направлении заготовки. Проволочный или дисковый электроды и заготовки подключают к источнику постоянного тока. При этом полярность сохраняется прямой. Как и при размерной обработке отверстий, при выполнении узких пазов, щелей и вырезании по контуру имеет место скругление кромок. Радиус скругления несколько уменьшается при увеличении подачи. Электрохимическая обработка более производительна, чем электроэрозионная. Однако электрохимический способ дает меньшую точность. Это ограничивает область его применения.
Рис. 5. Электрохимическое прорезание пазов
Рис. 6. Электрохимическое профилирование
Прорезание узких пазов, щелей и вырезку по контуру можно производить на электрохимическом станке для фасонного вырезания МА-4429. В качестве инструмента используют латунную проволоку диаметром 0,1—0,3 мм. При этом ширина прорезаемых пазов и щелей составляет соответственно 0,6—1 мм. Вместо проволоки применяют также стержень диаметром 0,5 мм и более, что дает возможность получать криволинейные пазы шириной 0,8 мм. Получение сложного контура осуществляют с помощью копирной системы. Поток электролита, проходящий через специальное сопло, создает вокруг катода «рубашку», обеспечивающую стабильность процесса обработки. Скорость обработки может колебаться в зависимости от толщины изделия от 0,5 до 10 мм/мин. Шероховатость поверхности паза Ra ^ 2,5—0,63 мкм. Точность при выполнении прямолинейных пазов 0,02 мм, а криволинейных —0,06 мм. Профилирование. Часто возникает необходимость в образовании на изделиях профилированных канавок, полостей, фигурных выемок. При электрохимическом профилировании канавок особую трудность представляет обеспечение точности весьма малого радиуса дна канавки (R = 0,1 + 0,05 мм) в сочетании с надлежащей геометрией по углу и диаметру. Выполнение этих условий зависит от точности изготовления инструмента (диска-катода), размеры которого должны зеркально отображать профиль канавки с учетом величины межэлектродного зазора, и, кроме того, от величины его радиальных и осевых биений. Электрическая доводка диска-катода методом обратной полярности по эталонной канавке не обеспечивает получения радиуса R = 0,1 мм, так как острые кромки растворяются. Обычно при установке нового диска на шпиндель электрохимического станка он подвержен биению, которое трудно устранить ввиду большой окружной скорости вращения диска. Для устранения этих недостатков применяют следующий способ профилирования диска-катода и приспособления. Приспособление основанием устанавливают (базовой частью типа «ласточкин хвост») на столе станка, фиксируют двумя винтами и закрепляют сменными болтами и гайками. Инструмент для профилирования диска размещают в гнезде державки, которую можно регулировать в вертикальном положении, а за счет поворота кронштейна — ив горизонтальном положении. Для ускорения настройки кронштейн имеет нониус с делениями. Профилирование производят следующим образом. Предварительно обработанный на токарном станке диск-электрод из нержавеющей стали или титановых сплавов ОТ4, ОТ4-1, ВТ14 закрепляют в шпинделе электрохимического станка. Крепление диска-катода на шпинделе станка показано на рис. 124, в. Диск насаживают на медное кольцо, которое через меднографитовые щетки соединено с отрицательным полюсом источника тока. Кольцо вместе с диском изолируют от шпинделя текстолитовой втулкой, запрессованной на шпинделе станка. При вращении шпинделя вместе с диском с помощью спаренных резцов снимают припуск с углов диска. Вращение шпинделя производят вручную. Положительный полюс источника постоянного тока присоединяют к обрабатываемому диску, а отрицательный — через клемму и корпус к алмазным брускам. Так как алмазные зерна, находящиеся в алмазоносном слое брусков и выступающие из токопро-водящей связки, не проводят ток, то они создают между электродами необходимый зазор, непрерывно заполняемый электролитом. При прохождении тока через электролит происходит электрохимическое растворение, и материал с поверхности диска снимается, а продукты растворения удаляются алмазными зернами и электролитом. Доводка характеризуется практически незначительным силовым воздействием на обрабатываемую поверхность и отсутствием деформации инструмента. Низкое напряжение (2—5 В) обеспечивает течение процесса без дугообразования и бездефектную обработку. Шероховатость поверхности диска по профилю не контролируют, так как на образующей диска не остается рисок, которые при последующей электрохимической обработке могут быть полностью перенесены на деталь. Для получения острия на периферии диска-электрода технологический ток в конце обработки выключается на 5—15 с. Геометрию диска по всем параметрам без снятия его со станка проверить трудно, поэтому доводку выполняют до получения на пробной детали требуемых размеров. В окончательном виде размеры профиля диска зависят от состава электролита, электрических, гидравлических и механических режимов, а также от марки обрабатываемого изделия. Профиль диска доводится всякий раз при обработке другой марки материала, так как для этого в большинстве случаев требуется изменить состав электролита и режимы алмазной обработки. Электролит, используемый для доводки, состоит из 4—5% хлористого натрия (по весу), 4—5% калийной селитры; 1,3% бромистого калия, 0,5% сернокислого безводного натрия, остальное — вода. После окончательной доводки профиля диска электролит очищают, так как в процессе последующего профилирования, канавок на изделиях может произойти электрический контакт электродов вследствие засорения межэлектродного зазора стружкой и металлической пылью. Для облегчения процесса очистки в первом отсеке основного бака имеется небольшой, легко вынимающийся бачок. Особенно тщательно надо очищать электролит в случае изготовления диска-катода из титановых сплавов, так как они обладают малым удельным весом и их частицы медленнее скапливаются на дне бачка. Описанный способ доводки профиля диска-катода обеспечивает: требуемую геометрию и точность (при этом радиус дна канавки можно получить менее 0,1 мм, а овальность по внутреннему диаметру канавки —в пределах 0,02 мм); шероховатость поверхности канавки на титановых сплавах Ra’^ 1,25 мкм. Применив диск-катод иного профиля, можно получить новый требуемый профиль канавки.
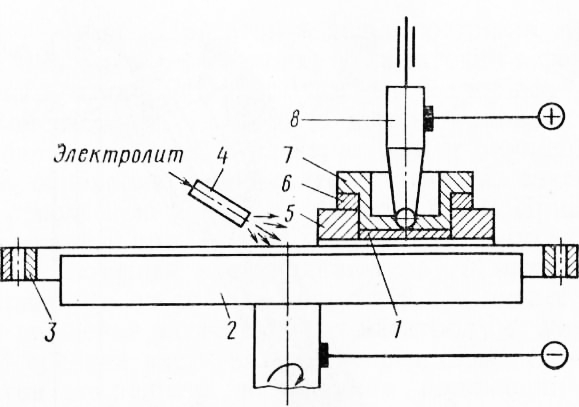
Рис. 7. Электрохимическое полирование фольги
Имеются попытки изготовления тонкой проволоки диаметром 0,03—0,05 мм из труднообрабатываемых и малопластичных материалов: титана, молибдена и др. Процесс состоит в протягивании большего диаметра проволоки (предварительно полученной обычными методами) с малым усилием через отверстие, в которое подается электролит. Обрабатываемая проволока служит анодом, а волока или дюза — катодом. Полирование тонких пластин. Для получения изделий из фольги тугоплавких сплавов толщиной в несколько микрон и точностью до долей микрона применяют электрохимическое размерное полирование. Так, например, фольга из сплава вольфрам — рений марки ВР-27ВП имеет толщину 0,02 мм с допуском на толщину порядка 0,006 мм. Поэтому для получения стабильной толщины фольги и улучшения качества ее поверхности применяют электрохимическое полирование. Режимы полирования фольги толщиной до 0,005 мм из указанного выше сплава следующие: напряжение на электродах —6 В; удельное давление, обеспечивающее прижим Держателя фольги к сетке-притиру, составляет 0,1 кГс/см2. В качестве электролита используют 1%-ный водный раствор виннокислого натрия с добавкой окиси хрома в количестве 50 г/л. Для электрохимического размерного полирования используют устройство, схема которого показана на рис. 7. Держатель фольги, состоящий из упора, обоймы и прокладки с помощью самоустанавливающегося центра 8 присоединен к положительному полюсу источника постоянного тока. Отрицательный полюс этого источника присоединен к вращающейся планшайбе, образующей вместе с сеткой-притиром катод-инструмент. Через держатель производится подвод тока к полируемой фольге. Трубка служит для подачи электролита на поверхность катода-инструмента. Вначале производят полирование держателя с применением прокладки уменьшенной высоты. При этом торцы упора и обоймы обрабатывают заподлицо, создавая поверхность, эквидистантную рабочей поверхности катода-инструмента и являющуюся технологической базой. Затем берут прокладку большей толщины. Разница в толщинах прокладок равна толщине заготовки фольги. Проведя замену прокладок, получают свободное пространство под торцом упора, куда и помещают заготовку фольги для полирования и доводки. При полировании заготовок фольги, окончательный размер которых более 0,005 мм, вместо металлических прокладок можно применять резиновые.
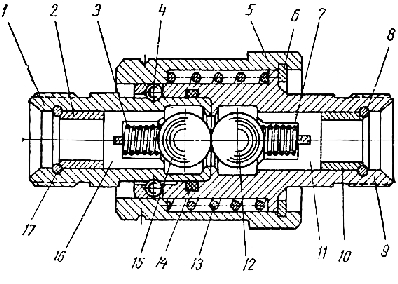
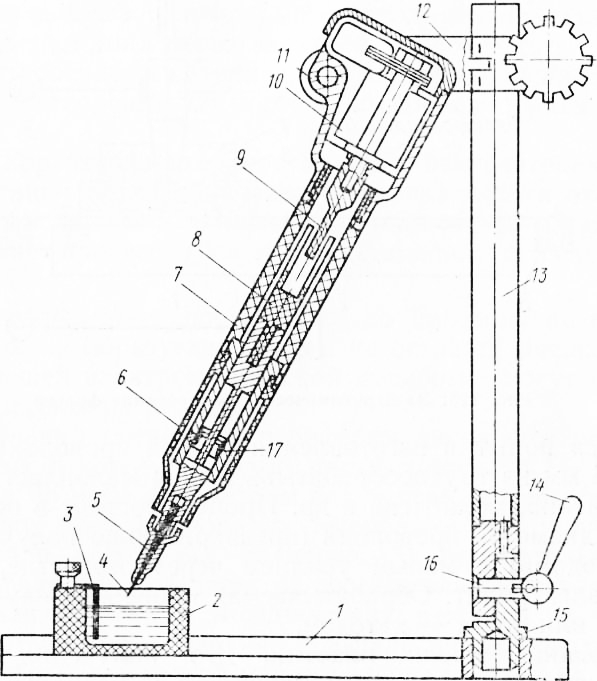
Рис. 8. Устройство для электрохимической заточки и заострения изделий
Заточка. Явление интенсивного электрохимического растворения материала с острых кромок применяют для заточки игл, электродов, наконечников и других острых предметов. Процесс основан на анодном растворении металлов в условиях неравномерного электрического поля. В качестве электролита используют водные растворы хлористого, сернокислого и азотнокислого натрия, нитрит натрия и др. солей, применяемых при электрохимической обработке. При правильно подобранных режимах и составе электролита качество поверхности затачиваемых изделий удовлетворительное. В зависимости от материала изделия и его сечения процесс ведут на режимах: напряжение 8—15 В; плотность тока 4—7 А/см2. При этом изделие постоянно перемещают, осуществляя тем самым регулировку угла заточки и форму острия. Для электрохимической заточки миниатюрных электродов служит устройство, состоящее из основания, на котором установлена ванна с электролитом и опущенным в него катодом. К основанию прикреплен штатив, соединенный со штангой с помощью оси с рукояткой. Приспособление соединено со штангой при помощи хомутика. Внутри корпуса приспособления помещен электродвигатель, который посредством закрепленного на его оси поводка соединен с валиком, передающим вращение затачиваемому электроду, укрепленному в цанге. В средней части валика посредством оси и регулировочных винтов закреплена в заданном положении втулка с кольцевой канавкой на периферии. В зависимости от требуемого угла заточки электрода регулируют угол наклона втулки, определяющий амплитуду вертикального перемещения электрода в процессе его движения. На конфигурацию затачиваемого электрода влияет угол его наклона к зеркалу электролита. Кожух 6 и футляр 7 приспособления выполнены из диэлектрика. Совместное возвратно-поступательное и вращательное движение затачиваемого электрода позволяет получить по его окружности равномерную заточку. При этом достигается соосность острия с конической и цилиндрической частями электрода. Получение отверстий в алмазах. Разновидностью электрохимического способа обработки является обработка отверстий в алмазных волоках и фильерах, основанная на явлении Пельтье — выделении тепла в месте контакта двух различных проводников в зависимости от направления электрического тока. Являясь диэлектриком, алмаз не поддается электрохимической и электроэрозионной обработке классическими методами, поэтому для разрушения его используется разложение электролита под действием электрического тока. В результате разложения электролита выделяется кислород. Расположенный в непосредственной близости от острозаточенного тугоплавкого (вольфрамового) электрода-инструмента алмаз, помещенный в оправку, вследствие высокой температуры и выделяющегося кислорода выгорает.
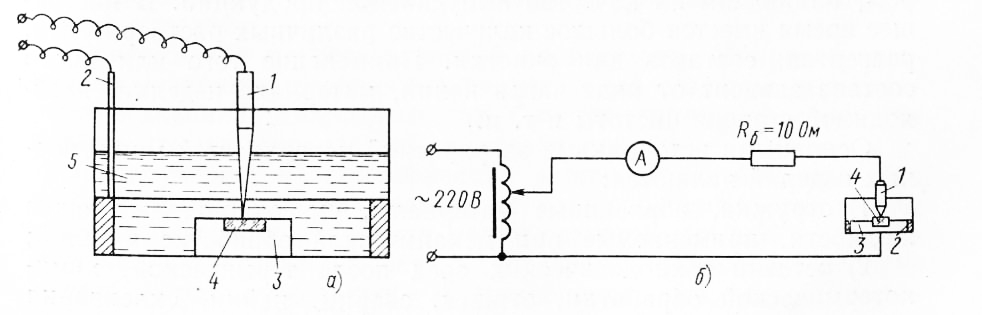
Рис. 9. Получение отверстий в алмазах
В качестве рабочей жидкости используют 1—3%-ный водный раствор азотнокислого калия. Питание на электрод-инструмент и кольцевой электрод подается от сети переменного тока через регулировочный автотрансформатор. Напряжение на электродах 220 10% В; величина тока в цепи порядка 1—2 А. На рис. 9, б приведена принципиальная электрическая схема для обработки алмаза. Уровень рабочей жидкости поддерживается на 20—30 мм выше поверхности. В процессе работы вольфрамовый электрод сгорает и изнашивается. Для прошивания лунки глубиной 0,1—0,15 мм необходимо сменить несколько электродов. Площадь кольцевого электрода должна быть во много раз больше площади электрода-инструмента. При подаче кислорода в зону обработки процесс выгорания и разрушения алмаза интенсифицируется, и производительность обработки возрастает. Процесс образования отверстий длительный и продолжается 12—20 ч. Микротрещин на алмазе обычно не наблюдают. Стойкость волок, обработанных описанным способом, выше в несколько раз по сравнению с волоками, обработанными механическим сверлением. После прожигания отверстий в алмазе необходима последующая обработка и доводка отверстия механическим методом. Реклама:Читать далее:Очистка миниатюрных изделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|