|
|
Категория:
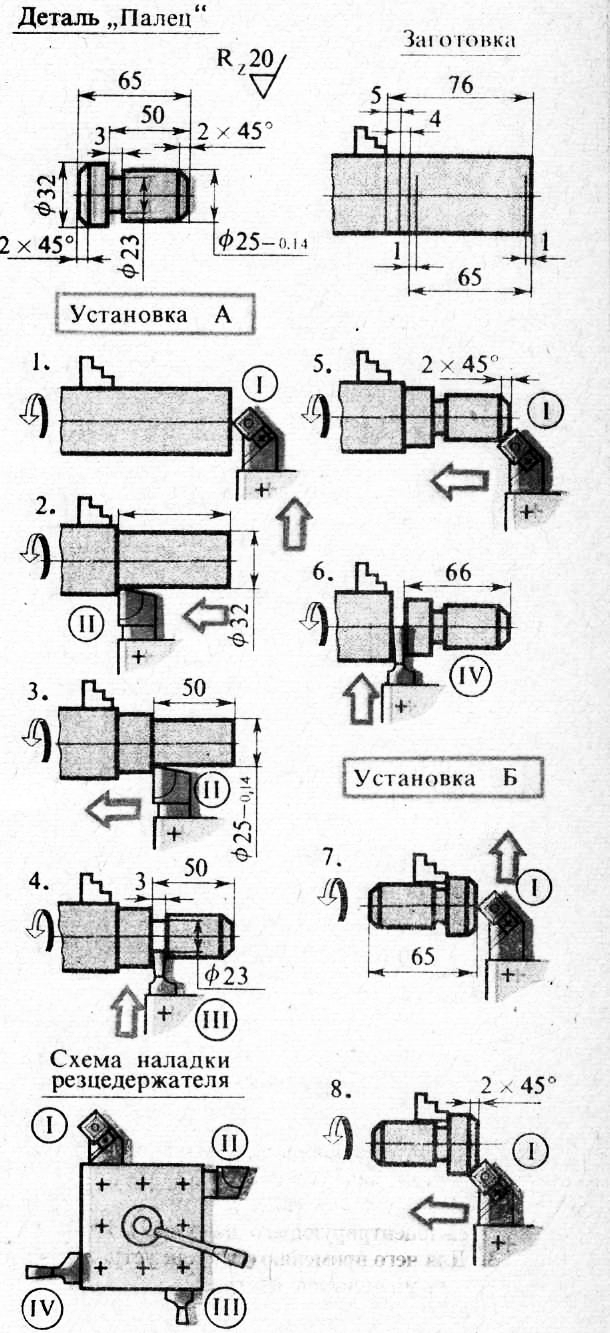
Токарное дело При изготовлении различных деталей обтачивание, подрезание торцов и уступов, прорезание канавок и отрезание выполняются обычно комплексно, в определенной последовательности . Например, при изготовлении из прутковой заготовки детали «палец» принята такая последовательность. Проходным отогнутым резцом I подрезают торец. Резцом II (проходным упорным) обтачивают наружные поверхности 032 и 0 25, резцом III (канавочным) протачивают канавку шириной 3 мм, резцом снимают фаску 2 х 45 и отрезают деталь резцом. Затем отрезанную деталь вновь закрепляют в патроне за поверхность 025, подрезают второй торец и снимают фаску резцом. Такая последовательность выполнения различных видов обработки, направленная на превращение заготовки в готовую деталь, составляет технологический процесс. «Технологический процесс — это часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.» (ГОСТ 3.1109—73). Законченная часть технологического процесса, выполняемая на одном рабочем месте, называется операцией. После снятия детали со станка и закрепления новой заготовки начинается новая операция. В приведенном примере технологический процесс обработки заготовки детали «палец» состоит из одной токарной операции. Так как выполнялось два закрепления детали (за наружную поверхность прутка и за проточенную поверхность 025), то считается, что операция выполнялась в два установа. Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок.
1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГО-ТОВЛЕНИЯ ДЕТАЛИ «ПАЛЕЦ» В УСЛОВИЯХ ЕДИНИЧНОГО ПРОИЗВОДСТВА (ЗА ОДНУ ОПЕРАЦИЮ):
1—8 — переходы: резцы: I — проходной отогнутый. II — проходной упорный. III — канавочныи, IV — отрезной
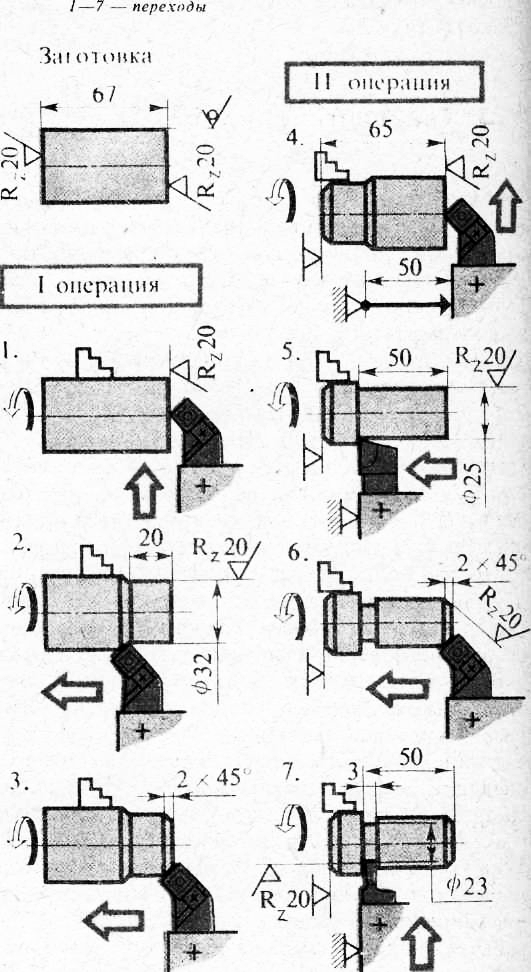
Выполняемые виды обработки (подрезание торна. наружное обтачивание, прорезание канавки и т. д.) называются технологическими переходами. Технологический переход — законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой. Таким образом, операция токарной обработки заготовки детали «палец» выполнялась за два установа, причем за первый уста-нов выполнено пять переходов, а за второй установ — два перехода. Полная обработка заготовки за одну операцию характерна для единичного производства (детали выпускаются в количестве одной или нескольких штук). В условиях серийного производства, т. е. при изготовлении детали партиями (или сериями), технологический процесс обработки расчленяют на несколько операций, которые могут выполняться последовательно на одном и том же или на разных станках. К примеру, деталь «палец» можно изготовить из предварительно нарезанных заготовок за две операции, причем каждая операция производится с наладкой станка до упора. В условиях массового производства, т. е. когда одинаковые детали производятся в больших количествах и на протяжении длительного времени, деталь «палец» целесообразно изготовлять на токарном автомате. При большом припуске на обработку переход расчленяют на несколько рабочих ходов (проходов). Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, шероховатости или свойств заготовки.
2. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ДЕТАЛИ «ПАЛЕЦ» В УСЛОВИЯХ СЕРИЙНОГО ПРОИЗВОДСТВА (ЗА ДВЕ ОПЕРАЦИИ):
Реклама:Читать далее:Заготовки деталей и припуски на обработкуСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|