|
|
Категория:
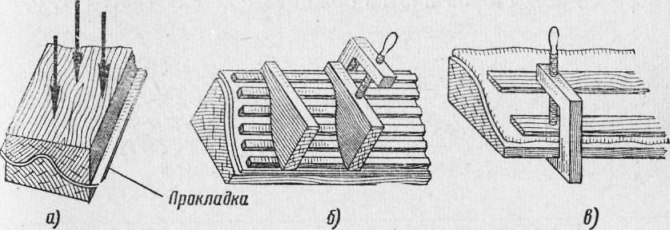
Столярное дело В прессах можно фанеровать только плоские щиты и бруски одинаковых размеров. Фанерование криволинейных и профильных деталей производится с помощью различных приспособлений. К ним относятся контрпрофильные колодки, реечные, сыпучие и гибкие цулаги, нагнетательные и вакуумные камеры, автоклавы. Фанерование с помощью цулаг. Контрпрофильные колодки. Эти колодки своим контрпрофилем должны соответствовать профилю фанеруемой детали. Так как практически трудно добиться точного совпадения контрпрофиля колодки с профилем детали, на фанеру для равномерного распределения давления накладывают прокладку из листовой резины. Колодку прижимают струбцинами, иногда наложением груза. Давление должно быть направлено перпендикулярно к фанеруемой поверхности, особенно по краям, иначе прочного приклеивания не получится. Фанерование с применением контрпрофильных колодок неудобно тем, что для каждого профиля и каждого размера нужно иметь отдельную колодку. Это связано с большими затратами труда и материала на их изготовление. Реечная цулага применяется для фанерования деталей различных профилей. Она состоит из реек одинаковых размеров, наклеенных на какую-нибудь ткань параллельно друг другу с небольшими промежутками. Давление производится при помощи струбцины через профильные бруски или наложением сыпучего груза, например мешков с песком. Обязательно применение резиновых прокладок. Реечные цулаги проще изготовить, чем контрпрофильные колодки. Сыпучие цулаги представляют собой мешки с промытым и просеянным речным песком. Мешок насыпают песком немного больше половины и завязывают так, чтобы при его наложении на деталь песок мог равномерно распределиться по поверхности профиля. Размеры мешков зависят от размеров фанеруемых деталей. Для наложения берут мешок за углы дна и за перевязанную часть; при его укладке сначала надавливают на середину наклеенной фанеры. Затем мешок прижимают к детали струбцинами через продольные рейки.
Рис. 1. Цулаги для фанерования профильных деталей:
а — в форме контрпрофильной колодки: б — реечная; г — сыпучая (мешок с песком)
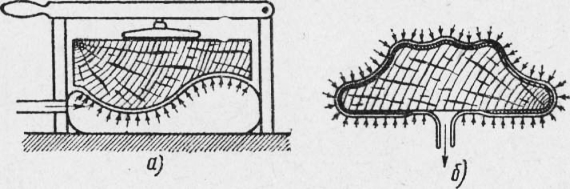
Чтобы ускорить схватывание клея и несколько подсушить наклеенную фанеру, песок подогревают до 50 — 60°. При фанеровании небольших деталей можно применять в качестве сыпучих цулаг опилки. Детали укладывают в горизонтальный ряд на дно ящика и засыпают опилками. Сверху накладывают щиток, а на щиток груз — камни, битый чугун, кусок рельса и т. п. Опилки должны быть от древесины лиственных пород, сухие, желательно подогретые. Гибкие цулаги из стальных или прочных пеньковых лент применяют для фанерования деталей, имеющих округлую форму. При помощи гибких цулаг фанеруют, например, царги и полу-царги круглых столов. Концы лент цулаг вправлены в металлические угольники, которые стягиваются винтами после того, как лентой охвачена по периметру фанеруемая деталь. Фанерование с помощью резиновых камер. Для фанерования профильных деталей применяют также нагнетательные резиновые камеры, работающие сжатым воздухом или водой подобно подушкам подушечного пресса. Камеры, сделанные в виде мешков из листовой резины, помещают в предохранительные чехлы из брезента или из прорезиненной ткани. При фанеровании укладывают камеру в специально устроенную коробку и на камере профильной поверхностью располагают деталь (рис. 2, а). Деталь закрепляют. После этого пускают в камеру через шланг сжатый воздух или воду. Полезно воздух или воду подогреть до 50 — 60°. Для фанерования профильных деталей небольших размеров применяют также вакуумные резиновые камеры, действующие под влиянием сильного разрежения в них воздуха. Деталь с наложенной на клей фанерой помещают внутрь камеры, которую затем герметически закрывают. После этого из камеры через шланг выкачивают воздух; силой атмосферного давления стенки камеры со всех сторон плотно обжимают деталь (рис. 2, б).
Рис. 2. Резиновые камеры для фанерования профильных деталей:
а — принцип действия нагнетательной камеры; б — принцип действия вакуумной камеры
Фанерование с применением автоклава. Для повышения давления на фанеру при фанеровании в вакуумной камере используют автоклав — герметически закрывающийся полый металлический цилиндр. В автоклав можно накачивать воздух или жидкость давлением до нескольких атмосфер, а также выкачивать из него воздух, создавая вакуум. Вакуумную камеру с запрессованной в ней деталью помещают в автоклав, после чего в него накачивают воздух или воду, создавая давление до 3 атм и больше. Воздух или воду полезно предварительно подогреть. Во всех случаях фанерования профильных деталей нужно обязательно увлажнить сверху наклеиваемую фанеру, этим предупреждается ее продольный излом и образование в ней трещин. Чем меньше радиус кривизны профиля, тем сильнее нужно увлажнять фанеру. Реклама:Читать далее:Возможные дефекты фанерованияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|