|
|
Категория:
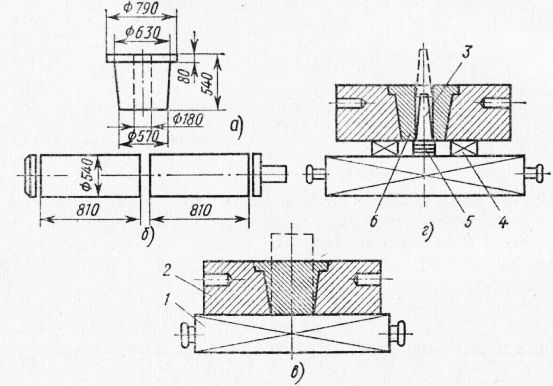
Ковка на молотах и прессах Фасонная ковка на гидравлических прессах применяется все шире. Ниже приведены примеры изготовления поковок фасонной ковкой. Поковку фланца из стали 45 изготовляют на прессе усилием 25 МН (2500 тс). В первом выносе слиток массой 4200 кг протягивают на диаметр 540 мм, отрубают донную и прибыльную части и разрубают блок на две заготовки. Во втором выносе заготовку устанавливают в рабочее кольцо (матрицу) и осаживают до полного заполнения фасонной выточки в кольце для бурта поковки. Переставив поковку вместе с рабочим кольцом на подкладное кольцо, прошивают отверстие, правят плоскость поковки и освобождают поковку из рабочего кольца.
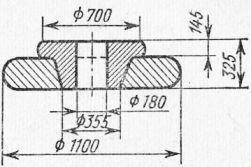
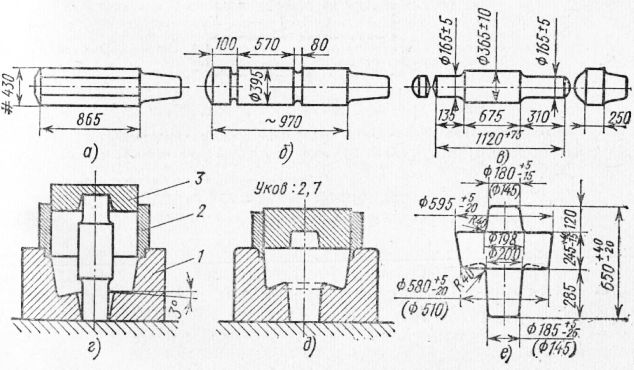
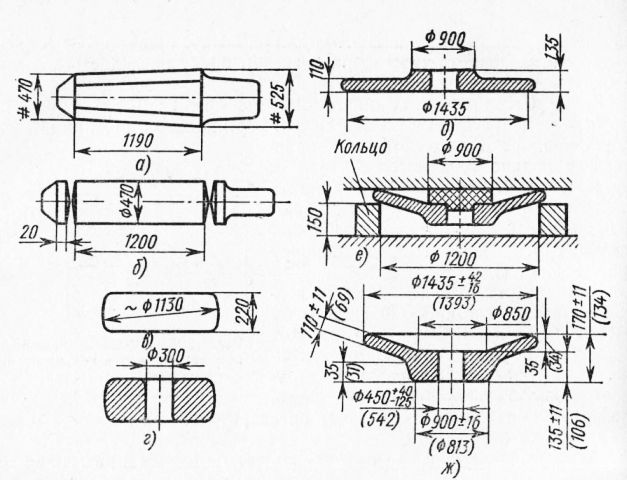
Рис. 1. Переходы изготовления поковки фланца: При малой партии поковок рабочее кольцо сложной формы изготовлять не всегда выгодно. На рис. показана поковка фланца с прошитым отверстием в кольце, изготовленном ковкой без обработки отверстия резанием. Заготовку в таком кольце осаживают до получения поковочных размеров по высоте и диаметру бурта и. не вынимая из кольца, пробивают отверстие. На рис. 3 показаны переходы ковки и штамповки колеса массой 670 кг из стали 34ХН1М. В выносе слиток массой 1200 кг протягивают на диаметр 395 мм, пережимают металл на бочку, протягивают концы заготовки на диаметр 165 мм, протягивают бочку на диаметр 365 мм и отрубают излишки. Ковку выполняют с манипулятором на прессе 30 МН (3000 тс). Во II выносе заготовку устанавливают вертикально в нижний штамп, устанавливают в его выточку направляющее кольцо, в которое заводят верхний штамп, и нажатием верхнего бойка осуществляют штамповку, после которой разбирают штамп и извлекают готовую поковку. Крышку получают ковкой на прессе усилием 30 МН (3000 тс) из слитка массой 2500 кг. Протянув цапфу под патрон, слиток подвергают биллетировке и отрубают донную и прибыльную части. Полученную заготовку осаживают предварительно до высоты 220 мм и прошивают отверстие.
Рис. 2. Полуштампованная поковка фланца в кольце после прошивки отверстия После этого осаживают заготовку до высоты 135 мм и разгоняют ее поля узким бойком, используя поворотный стол.
Рис. 3. Переходы ковки и штамповки при изготовлении поковки колеса:
Рис. 4. Переходы изготовления поковки крышки: Применяют и много других сочетаний операций ковки и штамповки для изготовления поковок таких сложных форм, как, например, колес с двумя ребордами, различных втулок с двумя фланцами, и т. п. Реклама:Читать далее:Понятие о секционной ковке и штамповке поковок крупных турбинных дисков и коленчатых валовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|