|
|
Категория:
Технология деревообрабатывающего производства Устройство станков и их характеристика. В последние годы создана технология переработки бревен, которая предусматривает одновременное получение из бревна пиломатериалов и технологической щепы. Это позволяет обеспечить полезное использование объема сырья до 80… 82% и повысить производительность труда на участке формирования сечения пиломатериалов в 1,4…2 раза, в зависимости от объема производства.
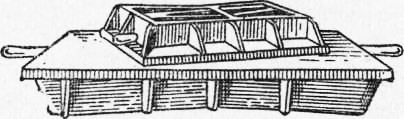
Рис. 1. Схема линии ЛБЛ150-1:
1 — зажимные штанги. 2— направляющие механизма подачи бревен, 3 — пневмоцилиндр, 4 — пильные блоки, 5 — бревно
Переработка бревен по этой технологии осуществляется на фрезерно-брусующих или фрезерно-пильных станках и агрегатах. Фрезерно-брусующие станки применяют для формирования путем фрезерования двухкантных и четырехкантных брусьев, которые затем распиливают на пиломатериалы на круглопильном или ленточнопильном станках или на лесопильной раме. Боковая зона бревен превращается в технологическую щепу.
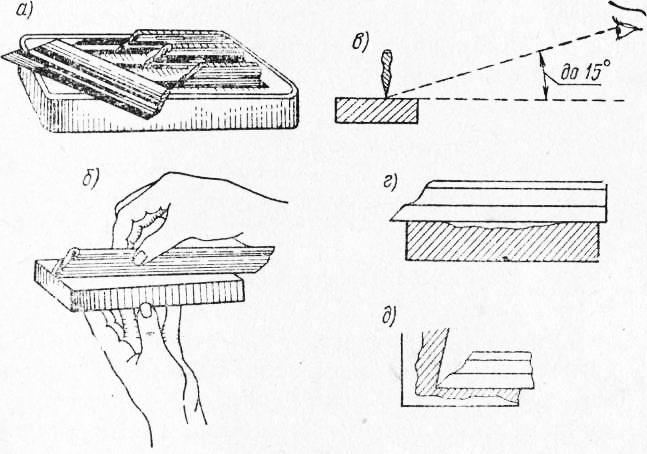
Рис. 2. Принципиальная схема работы фрезерно-пильного агрегата:
1 — нижняя головка узла первичного фрезерования, 2 — верхняя головка узла первичного фрезерования, 3, 7 — подающие вальцы, 4 — нижняя головка узла вторичного фрезерования, 5 — верхняя головка узла вторичного фрезерования, 6 — пильный узел
Станки могут быть оснащены дополнительно к фрезерным головкам и круглыми пилами. В этом случае можно получить из боковых зон бревна дополнительно по две — четыре доски. Такие станки будут называться фрезерно-пильными. Наиболее высокая степень объединения операций по формированию сечения пиломатериалов обеспечивается фрезерно-пильными агрегатами. При работе на фрезерно-пильных агрегатах бревна путем фрезерования сначала превращаются в фасонный брус, а затем раскраиваются на пиломатериалы. Фрезерно-пильный агрегат выполняет функцию четырех станков обычного лесопильного цеха: лесопильных рам первого и второго рядов, обрезного станка и руби-тельной машины. Принципиальная технологическая схема работы фрезерно-пильного станка (агрегата) показана на рис. 2. Бревно с помощью конвейерного устройства подается в узел первичного фрезерования. Здесь формируется двухкантный брус, верхняя и нижняя пласти которого имеют ступенчатый профиль. Узел первичного фрезерования включает в себя две горизонтальные головки, расположенные друг над другом в одной вертикальной плоскости. Положение нижней фрезерной головки постоянно, а верхняя крепится на подвижном суппорте, положение которого по высоте может изменяться в зависимости от диаметра пропускаемого бревна. Боковые поверхности бревна обрабатываются второй парой фрезерных головок. При этом окончательно формируется ступенчатый брус и зачищаются поверхности, сформированные первой парой фрезерных головок. Верхняя головка узла вторичного фрезерования установлена по отношению к нижней со смещением по горизонтали на 5 мм. Фрезерные головки набирают из различных по конструкции и назначению фрез. В средней части головки устанавливают шестирезцовые фрезы, предназначенные для зачистки пластей бруса, по краям головки — однорез-цовые фрезы, аналогичные установленным в первой паре фрезерных головок. Они предназначены для обработки боковых поверхностей бревна. При фрезеровании получается щепа, по размерам и форме отвечающая требованиям ГОСТ 15815—70. Привод фрезерных головок осуществляется от индивидуальных электродвигателей через карданную передачу. За узлом вторичного фрезерования в станке установлен пильный узел, состоящий из набора круглых пил, закрепляемых на валу неразъемной конструкции. Пилы по заданному поставу набирают с помощью шайб. За пилами устанавливают направляющие линейки с виброгасителями для повышения устойчивости пил. Охлаждают пилы водой. В пильном узле брус распиливается на доски (IV). Продвижение бруса в станке осуществляется системой подающих вальцов. Верхние вальцы поднимаются и опускаются при помощи гидроцилиндров по команде с пульта управления. Скорость подачи бревен в станок 24, 30 и 36 м/мин. Узлы первичного и вторичного фрезерования, пильный узел, механизм подачи и система гидроцилиндров смонтированы на общей сварной станине коробчатой формы. В комплект линии агрегатной переработки бревен (ЛАПБ) помимо фрезерно-пильного станка входит следующее оборудование: накопитель бревен, сбрасыватель-отсекатель, комлевая и вершинная тележки и перехватная тележка. Пиломатериалы от станка отводятся роликовым конвейером. Щепа и опилки удаляются пневмосистемой и ленточным конвейером на сортировочные устройства, с которых они направляются в бункера, расположенные вне цеха. Производительность станков. Производительность в кубических метрах в смену зависит от скорости подачи, размеров и объема перерабатываемых бревен. Реклама:Читать далее:Станки для продольного раскроя пиломатериаловСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|