|
|
Категория:
Технология миниатюрных изделий Далее: Пайка миниатюрных изделий Метод осаждения металлов из электролитов на металлическую и неметаллическую основу (подложки) широко используют в производстве миниатюрных изделий. Применяют этот метод для гальванического нанесения защитных, износостойких или декоративных покрытий, а также для получения изделий сложных форм и тонких металлических пленок. В первом случае покрытие остается на основе в течение всего срока службы изделия. Во втором случае нанесенный металлический слой отделяют от основы путем отслаивания или переноса на другое изделие. Метод переноса применяют для получения тонких пленок и плоских изделий. В ряде случаев изделие, изготавливаемое осаждением, имеет сложную пространственную форму. Основу при этом отделяют от покрытия. Оставшаяся металлическая оболочка и является изделием, конфигурация которого повторяет форму и конфигурацию основы. Гальванопластический метод получения тонких плоских и пространственных изделий наиболее широко применяется в элект-роннике, радиотехнике и космической технике.
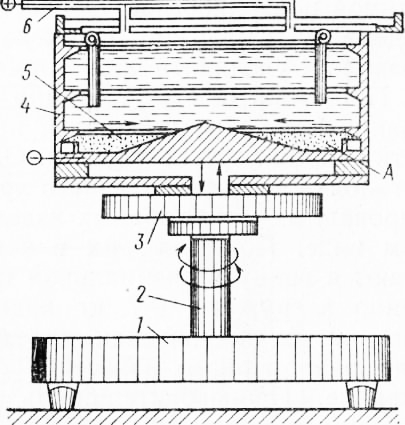
Рис. 1. Вибрационная установка для нанесения гальванических покрытии
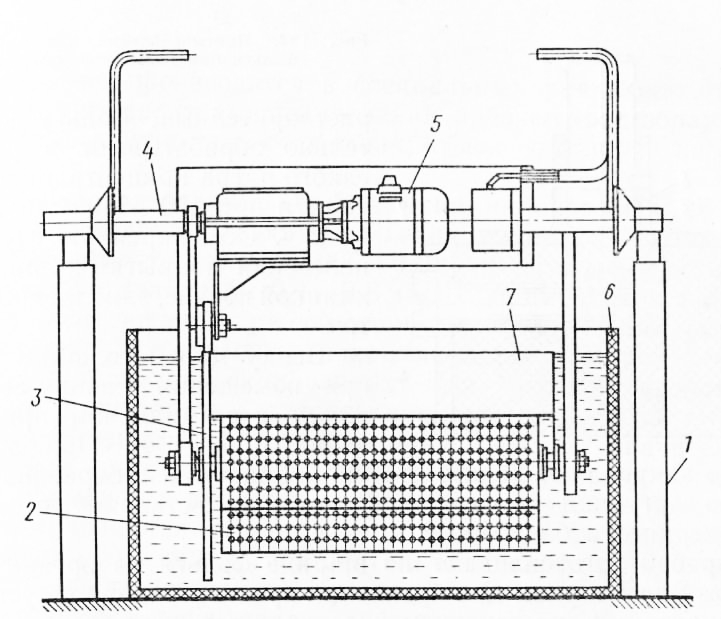
Нанесение гальванических покрытий на изделия. Особенность нанесения гальванических покрытий на миниатюрные изделия состоит в том, что обработка их ведется насыпью в колоколах, барабанах и металлических корзинах. Это затрудняет доступ к ним электролита и осаждение на их поверхности покрытия. Особенно затруднена гальваническая обработка миниатюрных изделий, имеющих малоразмерную резьбу, тонкие кромки, острия, а также изготовленных из цветных металлов с высокими требованиями к декоративности отделки. При гальванической обработке этих изделий в барабанах и колоколах нередко искажается конфигурация изделий. Для устранения указанного явления нанесение гальванических покрытий ведут с наложением вибраций. При этом за счет перемешивания раствора и перемещения изделий ускоряется процесс осаждения металла. Покрытие получается более плотным с минимальным количеством пор, и обладает повышенной твердостью и сцеплением с материалом изделия. Так, защитное никелирование миниатюрных изделий с наложением вибраций осуществляется за 8—12 мин. В качестве электролита при вибрационном никелировании используется электролит следующего состава: сернокислый никель — 200-—350 г/л; хлористый натрий — 15—30 г/л; борная кислота — 25—30 г/л; кумарин — 1 г/л; хлорамин Б-1 — 2 г/л. Процесс ведется при температуре электролита 45—50 °С и плотности тока 2—4 А/дм2. На рис. 1 показана вибрационная установка для нанесения гальванических покрытий на миниатюрные изделия. Она состоит из основания, стойки, вибропривода, камеры и токоподводов. Вибропривод сообщает интенсивные, вертикальные и горизонтальные (крутильные) колебания. В нижней части камеры расположена зона А активного перемешивания изделий и электролита. Никелирование в вибрационной гальванической установке с использованием описанного выше электролита дает возможность получать изделия с зеркальным блеском, обладающие повышенной поверхностной твердостью, хорошим сцеплением металла изделий с покрытием. Применение повышенных плотностей тока позволяет увеличить производительность установки в 1,5—2 раза. Промышленностью серийно выпускается оборудование: установки, барабаны, колоколы, корзины для гальванической обработки миниатюрных изделий. Одной из таких установок является установка для декоративного хромирования предварительно никелированных миниатюрных изделий. Изделия хромируют в насыпном виде. Помещают их в загрузочные камеры, которые опускают в ванну в специальной подвеске. В одну камеру одновременно загружают 0,7 кг изделий. В установке предусмотрен змеевик, служащий как для нагрева, так и для охлаждения. Для равномерного нанесения слоя хрома предусмотрено встряхивание. Производительность установки до 5 кг/ч. Толщина наносимых покрытий 0,0005—0,001 мм. Для нанесения гальванических покрытий изделий в насыпном виде непосредственно в гальванических ваннах служит переносной барабан БП объемом 2,8 л. Загрузка изделий в барабан по объему 1 л. Максимальный ток питания 40 А при напряжении 6—12 В. Барабан снабжен приводом, сообщающим ему 9,5 об/мин. Для гальванической обработки особо миниатюрных изделий при небольших масштабах производства и в лабораториях служат шестигранные стационарные колокола К-1, К-2,5 и К-4, полезный объем которых соответственно равен 1; 2,5 и 4 л. Колокола выполнены из коррозионностойкого токонепроводящего материала и легко снимаются с подставки. Привод, помещенный в подставке, обеспечивает частоту вращения колокола 10 об/мин. Питание колокола производят от выпрямителя, расположенного в подставке. Величина тока 30 А при напряжении 6—12 В. При серийном и массовом производстве миниатюрных изделий с нанесением на них гальванических, химических и анодизационных покрытий применяют саморазгружающийся барабан. Барабан используют в автоматических, полуавтоматических и механизированных линиях. Он представляет собой перфорированную полигональную обечайку, выполненную из винипласта или органического стекла. Для химической обработки барабан изготавливают из нержавеющей стали. Он имеет индивидуальный привод, сообщающий через зубчатую передачу частоту вращения обечайке, наполненной изделиями, 8,5 об/мин. При окончании обработки обечайка поднимается из ванны, открывается заслонка, и изделия выгружаются. Поворот барабана производится вокруг горизонтальной оси, укрепленной на стойках. Закрытие загрузочного отверстия и разгрузка барабана автоматические. Размеры отверстий в обечайке должны быть меньше сечений обрабатываемых изделий. Обычно в гальванических полигональных барабанах катоды укладывают на внутренних поверхностях граней. В некоторых случаях, с целью повышения рассеивающей способности электролита и улучшения качества покрытий, катоды выполняются в виде замкнутой металлической сетки, а перфорация граней барабана — в виде зигзагообразных щелей. Такое расположение щелей способствует обновлению электролита в прикатодном слое деталей.
Рис. 2. Саморазгружающийся барабан для нанесения гальванических покрытий
Нанесение гальванических покрытий на фольгу. Гальванические покрытия из металлов, стойких по отношению к атмосферному воздействию, придающие красивый декоративный вид или износостойкость, наносятся на пространственные миниатюрные изделия, тонкую фольгу, провода малых сечений. Обычно на фольгу и провод покрытия наносят предварительно перед их раскроем. Гальваническое покрытие (никеля, хрома) на тонкую фольгу (толщиной 0,01—0,03 мм) наносят как на предварительно осажденный подслой меди, так и непосредственно без медного подслоя. Особенностью процесса является применение «мягких» режимов предварительной обработки и нанесения покрытий ввиду малой толщины фольги и устранения опасности повреждения ее поверхности. Технологический процесс электролитического никелирования фольги включает операции очистки, обезжиривания, травления, нанесения никелевого подслоя и никелирования на необходимую толщину. Очистку ведут путем протирания поверхности фольги мягким тампоном, последовательно смоченным в бензине, фреоне и спирте. Для очистки от загрязнений, не растворяемых органическими растворителями, фольгу дополнительно обрабатывают в растворе едкого натра концентрацией 600— 700 г/л при 120—140 °С в течение 1—2 ч. Обезжиренную фольгу до нанесения покрытия хранят в стеклянной посуде, заполненной спиртом.
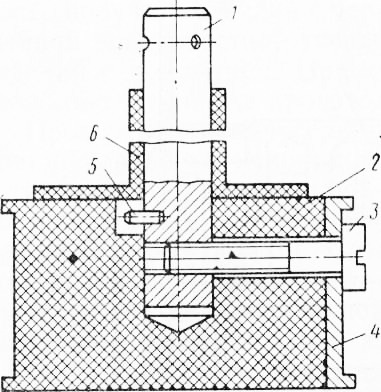
Рис. 3. Приспособление для закрепления фольги при гальванопокрытиях
Ввиду малой толщины фольги при помещении в ванну ее закрепляют в специальном приспособлении. При этом ее плотно закрепляют (с натягом по образующей барабана) с помощью латунной пластинки, которую вставляют в выточку на поверхности барабана. Барабан изготавливают по ширине фольги из органического стекла. Вал служит для крепления приспособления на установке никелирования и одновременно является катодным токопод-водом. Электрический контакт с фольгой осуществляется через латунный винт, который одновременно играет роль прижимного. Штифт является направляющим при постановке вала. Защитная фторопластовая втулка предохраняет поверхность вала от осаждения никеля и исключает затекание рабочих растворов в зазор между валом и барабаном. Травление производят в кипящей соляной кислоте в течение 1,5—2 мин. Можно подвергнуть анодному травлению в растворе, состоящем из 200—250 г/л хлористого никеля и 180—200 мл/л концентрированной соляной кислоты при плотности тока 1,5 — 2 А/дм2 в течение 2—2,5 мин. После травления на фольгу наносят подслой никеля в ванне солянокислого никелирования приведенного выше состава при следующих режимах: катодная плотность тока 8—10 А/дм2, время осаждения 3—3,5 мин. Режим осаждения: катодная плотность тока 8—12 А/дм2, температура 55—60°. Соотношение анодной и катодной поверхностей не менее 3:1. Аноды помещают в чехлы из двойной бязи. Скорость осаждения никеля составляет 0,0015—0,002 мм/мин. Выполнение операций анодного травления, нанесение подслоя никеля из солянокислого электролита и наращивание основного слоя покрытия производится в специальных установках, включающих ванны для термостатирования рабочего раствора, травления, гальванического осаждения, блок питания, насосные установки. Нанесение гальванического покрытия на проволоку. В ряде случаев необходимо нанести гальваническое серебряное или другое покрытие толщиной 0,006—0,01 мм на поверхность медной проволоки диаметром 0,1 —0,8 мм. В применяемом технологическом оборудовании, работающем в автоматическом режиме, осуществляется непрерывное покрытие проволоки во время ее движения в гальванических ваннах. Для покрытия используют цианистый электролит и повышенную плотность тока. Вместо обычного травления, которое вызывает значительные потери меди, проволока подвергается декапированию с последующей обмывкой в душевых ваннах. Начальными и конечными агрегатами являются размоточная и приемная станции. Между ними по прямой линии в горизонтальном направлении в технологической последовательности расположены ванны электрохимического процесса серебрения, снабженные системой тянущих и направляющих устройств. В автоматической установке предусмотрена специальная система взаимодействия подающего механизма с намоточными барабанами. Эта система обеспечивает постоянную скорость движения проволоки в процессе серебрения независимо от увеличения диаметра намотки на приемном барабане и полностью исключает возможность нарушения формы сечения проволоки. Вследствие постоянства скорости движения проволоки покрытие по всей ее длине производится равномерно. Расположение размоточного и приемного барабанов в два этажа позволяет одновременно покрывать 18 нитей. Скорость движения проволоки диаметром 0,8 мм—6 м/мин. Для оксидирования нихромовой, константановой и др. проволоки диаметром 6,1—0,8 мм ее пропускают на специальной автоматической установке через трубчатую печь. Проволока должна быть чистой, блестящей, на ее поверхности не допускается наличие эмалевых покрытий, а также оксидной пленки и следов коррозии. Катушку с нихромовой проволокой устанавливают на сматывающее устройство. Свободный конец проволоки пропускается через токонесущие ролики, предназначенные для ее обезжиривания, через ванну с раствором нитрита натрия, затем через трубчатую печь и закрепляется на катушке наматывающего приспособления. Приготовленный раствор нитрита натрия предварительно необходимо тщательно профильтровать. Температура нагрева проволоки на токонесущих роликах Должна быть не менее 500—600 °С, а температура нагрева в печи У50 1080 °С (в зависимости от диаметра оксидируемой проволоки) и контролируется термопарой. Чем больше диаметр оксидируемой проволоки, тем выше должна быть температура в печи.
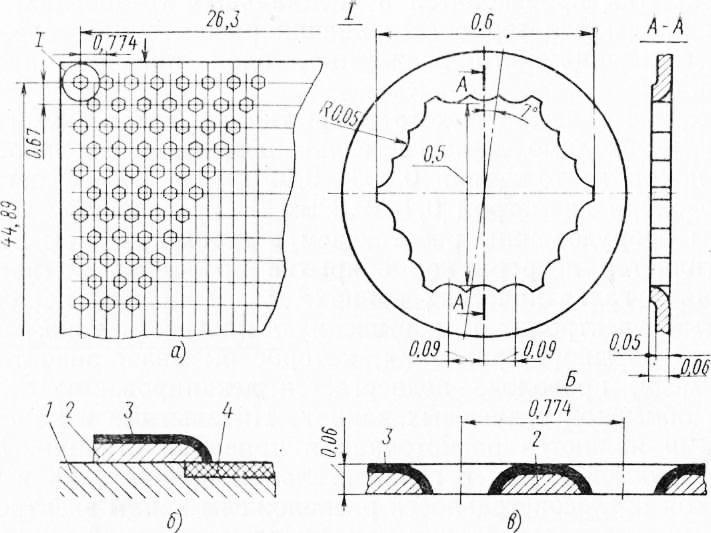
Рис. 4. Изготовление сетки гальваническим осаждением
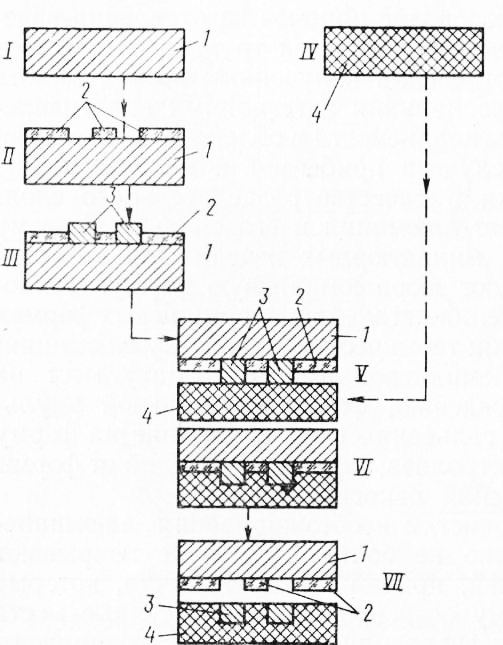
При оксидировании проволоки диаметром более 0,7 мм скорость подачи проволоки снижается за счет смены шкива на ведущей оси кронштейна. Остатки нитрита натрия удаляются с проволоки промывкой в кипящей воде в течение 40—50 мин. Изготовление изделий гальваническим осаждением. В последние годы для изготовления тонких и миниатюрных изделий все большее распространение приобретает гальванопластический метод. Он позволяет путем электроосаждения металлов из электролитов изготавливать изделия с высокой точностью размеров, резко очерченным рисунком и ровными линиями по контуру, наносить тонкие металлические слои на изделия путем гальванического наращивания, соединять изделия простых форм в сложные путем их сращивания. Гальванопластический метод обладает рядом преимуществ перед химическим и фотохимическим травлением. Так, он полностью исключает отходы металла, значительно снижает стоимость изготовления. Причем преимущества гальванопластического метода тем больше проявляются, чем тоньше и миниатюрней изделие. Гальванопластическим методом целесообразно изготавливать всевозможные тончайшие сетки к электронным и другим приборам. На рис. 4, а показана такая сетка. Процесс ее изготовления сводится к наращиванию нижнего и верхнего слоев никеля на токопроводящую форму. Там, где предусмотрены фигурные отверстия, поверхность формы защищается слоем токонепроводящего материала. Затем осажденный никель осторожно отделяется от формы, в результате чего получается сетка с определенными размерами и шагом. Существует большое разнообразие приемов изготовления изделий гальванопластикой. Одной из основных трудностей изготовления является сложность отделения полученных весьма тонких изделий от формы вследствие наличия адгезионных сил сцепления. Для обеспечения слабой сцепляемости и облегчения отделения изделий от формы в ряде случаев прибегают к использованию естественной окисной пленки в качестве разделительного слоя. Такую окисную пленку имеет алюминий и его сплавы. Поэтому для изготовления тонких и миниатюрных изделий гальванопластическим методом используют дюралюминиевую форму. Технологический процесс изготовления деталей на алюминиевых формах включает следующие операции: термическую обработку алюминия; подготовку поверхности алюминиевой формы; защиту мест на форме, не подлежащих осаждению, фоточувствительной эмульсией; анодирование формы; гальваническое осаждение на форму тонкого слоя меди путем электролиза; отделение изделий от формы или перенос их на клеевые или лаковые пленки. После термообработки, очистки и обезжиривания алюминиевой формы (толщиной обычно не более 0,5 мм) ее покрывают фоточувствительной эмульсией, причем только те места, которые не подлежат гальваническому осаждению. Незащищенные места по форме соответствуют конфигурации изделия. Обезжиривают форму органическим растворителем. Анодирование производят в 4-нормальном растворе серной кислоты при плотности тока 1 А/дм2. Далее, не проводя промывку в воде, пластины завешивают на катод гальванической ванны. В качестве электролита используют сульфатный медный электролит следующего состава: 250 г/л сернокислой меди, 70 г/л серной кислоты и 5 г/л этилового спирта. Продолжительность процесса омеднения определяется толщиной изготовляемого изделия. Отделение изделий от поверхности формы можно осуществлять непосредственно в гальванической ванне или после извлечения из нее. Для отделения используют вибрацию, легкие удары по тыльной стороне формы, изгиб формы, обдув сжатым воздухом, термическую обработку формы совместно с осажденным металлом, соскабливающее движение ракелем по лицевой поверхности формы. При отделении изделий путем изгиба формы и ударах по тыльной стороне нанесенная эмульсия не разрушается и возможно повторное (неоднократное) использование одной и той же формы без каких-либо дополнительных подготовительных операций. Прочность сцепления при неоднократном омеднении не изменяется, что также позволяет отделять изделия неоднократно. Перенос тонкой гальванически осажденной металлической пленки с алюминиевой матрицы можно осуществить на термореактивные и термопластичные подложки с обеспечением их прочного соединения. На рис. 5 показана технологическая последовательность переноса тонкой металлической пленки на подложку. Алюминиевую матрицу обезжиривают (/) в органическом растворителе и наносят слой фоторезиста (//). Воспроизведение требуемой формы и конфигурации изделий производят фотопечатанием. Затем матрицу анодируют в растворе серной кислоты, после чего на пробельные места матрицы гальванически осаждают медь (///). Матрицу, несущую печатный рисунок, укладывают в пакет, вставляют в пресс-форму и помещают в нее брикет (IV) из порошкообразного термопласта, например полистирола (V). При нагревании под давлением происходит внедрение медных печатных проводников в термопласт (VI). После охлаждения пресс-формы матрицу осторожно отде- ‘ ляют от термопласта. При этом медные печатные проводники остаются внедренными в нем (VII).
Рис. 5. Изготовление тонких металлических пленок методом переноса
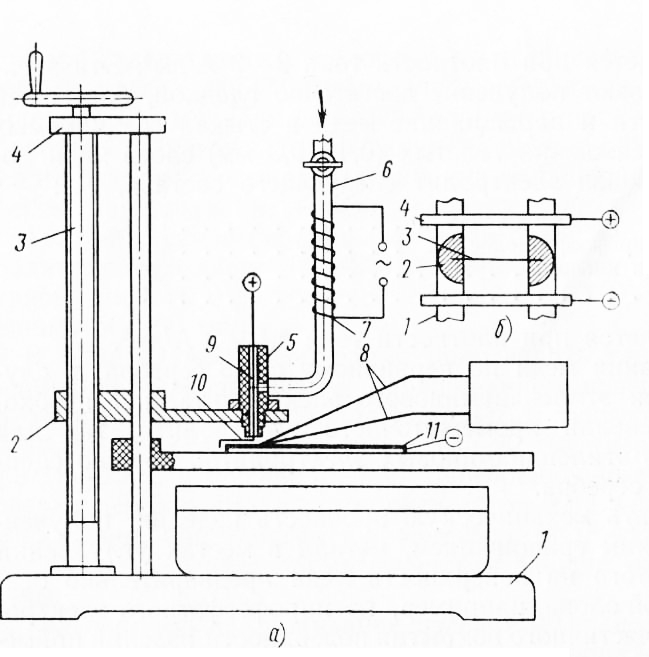
Исследования показали, что прочность сцепления металлической пленки с термопластом весьма высокая. Слой фоторезиста также может быть использован повторно. При гальваническом изготовлении пространственных миниатюрных изделий в качестве основы или возвратной формы используют также нержавеющие хромоникелевые стали, сталь 10, сталь 45, высокоуглеродистые стали У7, У8, ХВГ, 4X13. Существует большое число различных приемов и составов, применяемых для гальванического изготовления и наращивания тонких изделий. В основе большинства из них лежит процесс осаждения слоя меди. Возвратную форму предварительно обрабатывают, глянцуют, обезжиривают, промывают и затем подвергают меднению в течение 3—5 мин при плотности тока 1,5—2,5 А/дм2 в аммиачном электролите. После промывки меднение продолжают в сернокислом электролите, состоящем из сернокислой меди —250 г/л и серной кислоты —70 г/л. Осаждение ведется в течение 2—3 ч при плотности тока 2—5 А/дм2, производя перемешивание электролита, например, сжатым воздухом. Явление осаждения металлов из электролита при электролизе используют для получения изделий с большим количеством отверстий (например, прядильных фильер). Для этого комплект выступов с тщательно обработанными наружными поверхностями число, форма и размеры которых точно соответствуют изготовляемому изделию, устанавливают и скрепляют так, чтобы расположение выступов соответствовало расположению отверстий в изделии. На наружные поверхности выступов электролитическим путем осаждается металл (никель). После осаждения необходимой толщины металла выступы удаляют, а в изделии остаются отверстия. Скорость осаждения меди в отверстиях зависит от их диаметра. С увеличением диаметра отверстий скорость осаждения растет относительно быстро, а затем она замедляется. Нанесение тонких пленок. В ряде случаев необходимо нанести тонкий (толщиной 0,01—0,03 мм) металлический слой на поверхность изделий. Процессы склеивания, пайки, сварки тонкой металлической фольги к изделию не всегда обеспечивают выполнение требуемых условий. Поэтому для нанесения тонких металлических пленок, прочно соединенных с материалом изделия, прибегают к гальваническому наращиванию. Последнее производят не только на металлические изделия, но и на неметаллические, такие как пластмассы и минералокерамика. Рассмотрим процесс гальванического наращивания керамического изделия. Предварительно поверхность изделия шлифуют с целью получения требуемых размеров. Следует иметь в виду, что при форсированных режимах шлифования происходит «вторжение» абразивных частиц в обрабатываемую поверхность, что ведет к ухудшению адгезионных свойств. Поэтому шлифование следует вести при поперечной подаче круга не более 0,006—0,008 мм на ход и частоте вращения шлифовального алмазного круга 7—8 тыс. об/мин (окружная скорость 38—42 м/с). После очистки от остатков абразива, смазочно-охлаждающей жидкости производят металлизацию поверхности изделия, подвергаемого гальваническому наращиванию. Процесс металлизации включает две операции: химическое осаждение и гальваническое наращивание меди. Непосредственно перед осаждением меди поверхность очищают с помощью ультразвука, сенсибилизируют в 2—3%-ном растворе хлористого палладия. Химическое осаждение меди ведут в растворе, содержащем 40 г сернокислой меди, 35 г едкого натра и 80 г сегнетовой соли на 1 л дистиллированной воды с добавлением 20 мл формалина. Толщина слоя химической меди должна быть не менее 0,002—0,003 мм, иначе возможно растравливание образовавшейся пленки при гальваническом наращивании. Металлизацию наружной поверхности вместо химического осаждения можно вести напылением в вакууме. Для получения тонкопленочных металлических покрытий термическим напылением в обычно тлеющем разряде применяют отечественную установку УВР-2М. Слой гальванически осажденной или напыленной меди должен быть не менее 0,005—0,01 мм, чтобы общая его толщина не превышала 0,015 мм. При большей толщине в процессе последующей обработки (например, шлифовании) возможно образование заусенцев на боковых кромках изделий, а в дальнейшем, при гальваническом наращивании, —образование крупных дендритов. Гальваническое наращивание меди ведут в сернокислом электролите, содержащем 200—250 г/л сернокислой меди и 50—75 г/л серной кислоты при плотности тока 0,8—1 А/дм2; время осаждения 50—60 мин. В ряде случаев необходимо производить гальваническое наращивание серебра. Перед наращиванием поверхности изделий из минералокерамики эмальгамируют в растворе, содержащем 4—10 г/л двухлористой ртути и 10—20 г/л хлористого- аммония, при 18—25 °С в течение 3—5 с. Серебрение ведут в электролите, содержащем 35—40 г/л азотнокислого серебра и 40—70 г/л цианистого калия, при температуре электролита 18—25 °С и плотности тока 0,1 —0,2 А/дм2. Время выдержки зависит от требуемой толщины. Гальваническое сращивание изделий. Для получения изделий сложной конфигурации применяют гальванопластическое соединение или сращивание изделий более простых форм. При этом на форму надевают изделия, подвергаемые сращиванию, и производят гальваническое осаждение металла. В результате заполнения стыков происходит сращивание изделий. При осуществлении этого способа для осаждения первичного слоя металла на форму применяют электролит следующего состава: серебро металлическое 45—80 г/л; цианистый калий 50 — 80 г/л; углекислый калий до 50 г/л. Плотность тока — 1—3 А/дм2. В результате обеспечивается получение серебряной поверхности, зеркально соответствующей поверхности формы, и сращивание серебряного слоя на стыках соединяемых изделий. Можно также применять и другие цианистые, пирофосфатные, этилендиамино-вые, моноэтанолоаминовые электролиты. Осаждение ведется при плотности тока 2—3 А/дм2. Эти электролиты обеспечивают получение достаточно гладкой, блестящей медной поверхности и наращивание меди в стыках соединяемых элементов. Для осаждения толстых (0,1—0,3 мм) слоев меди может быть использован электролит следующего состава, г/л: Осаждение ведется при плотности тока 1,5—3 А/дм2. При наращивании меди по первичному слою серебра, в случае использования этилендиаминового электролита, нет необходимости в применении промежуточного электролита, так как медные осадки из этилендиаминовых электролитов хорошо сцепляются со слоем серебра. Чтобы увеличить механическую прочность изделия, полученного гальваническим сращиванием, металл в местах углублений опаивают. Для этого на поверхность меди предварительно осаждают тонкий слой олова, например, из пирофосфатного электролита. Иногда для частичного покрытия поверхности изделий применяют компаунды на основе эпоксидных смол или пластмасс. При использовании последних для улучшения соединения пластмассы с медной поверхностью изделия ее покрывают тонким слоем клея. Для интенсификации процессов меднения повышают температуру электролита, увеличивают концентрацию ионов металла и восстановителя. Однако при этом уменьшается стабильность электролита. С целью увеличения стабильности в электролит вводят стабилизаторы. На скорость осаждения меди из электролитов существенное влияние оказывает материал основы или подложки. Так, осаждение меди на металлизированные пластмассы происходит быстрее, чем на стекло или медную фольгу. Осадки на пластмассах получаются более плотные и ровные. Скорость осаждения зависит от типа пластмассы. Так, на фторопластовой основе скорость осаждения выше, чем на основе из текстолита и винипласта. Соединение проводников. Явление осаждения металла используют для соединения (сращивания) микропроводов с тонкими пленками и образования, таким образом, неразъемного электрического микроконтакта. В качестве электролита применяют, например, раствор на основе азотнокислого серебра. На рис. 6, а показано устройство для осуществления таких соединений. На основании укреплены кронштейн и стойка с винтовой парой. По центральному каналу наконечника из питателя подается электролит. В канале помещен осаждаемый металл, соединенный с плюсом источника тока. Пленка, к которой присоединяется проводник, подключается к минусу источника тока. Для контроля температуры в зоне соединения служит термопара.
Рис. 6. Гальваническое сращивание изделий
Проводник поджимается к пленке наконечником. К месту соединения подается электролит, нагретый спиралью. Затем включают ток в электрическую цепь «источник питания—пленка— осажденный металл». При пропускании тока происходит осаждение металла на контакт и тем самым сращивание микропровода с пленкой. Иногда требуется осуществить соединение стеклянных или керамических элементов с микропроводами. Для этого в место контакта наносят коллоидный раствор соли хорошо проводящего ток металла, например азотнокислого серебра. Затем соединение подвергают термообработке для восстановления металла из коллоидного раствора. При этом изделие помещают в печь с водородной средой и нагревают до 400 °С. Однако для многих изделий такой нагрев недопустим/В этом случае производят локальный нагрев, пропуская электрический ток по токопроводу только на участке присоединения микропровода. Для ускорения процесса ток пропускают одновременно по параллельно соединенным токопроводам. На два токоподвода, расположенных на заданном расстоянии друг от друга, наносят две капли коллоидного раствора на основе соли серебра. Затем отрезок микропровода располагают таким образом, чтобы концы его находились в каплях. Установив контакты перпендикулярно обоим токоподводам на расстоянии 1—2 мм от капель, пропускают по ним ток. В результате часть токоподвода нагревается до температуры, при которой металл восстанавливается, покрывая при этом контакты микропровода с токоподводами. Реклама:Читать далее:Пайка миниатюрных изделийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|