|
|
Категория:
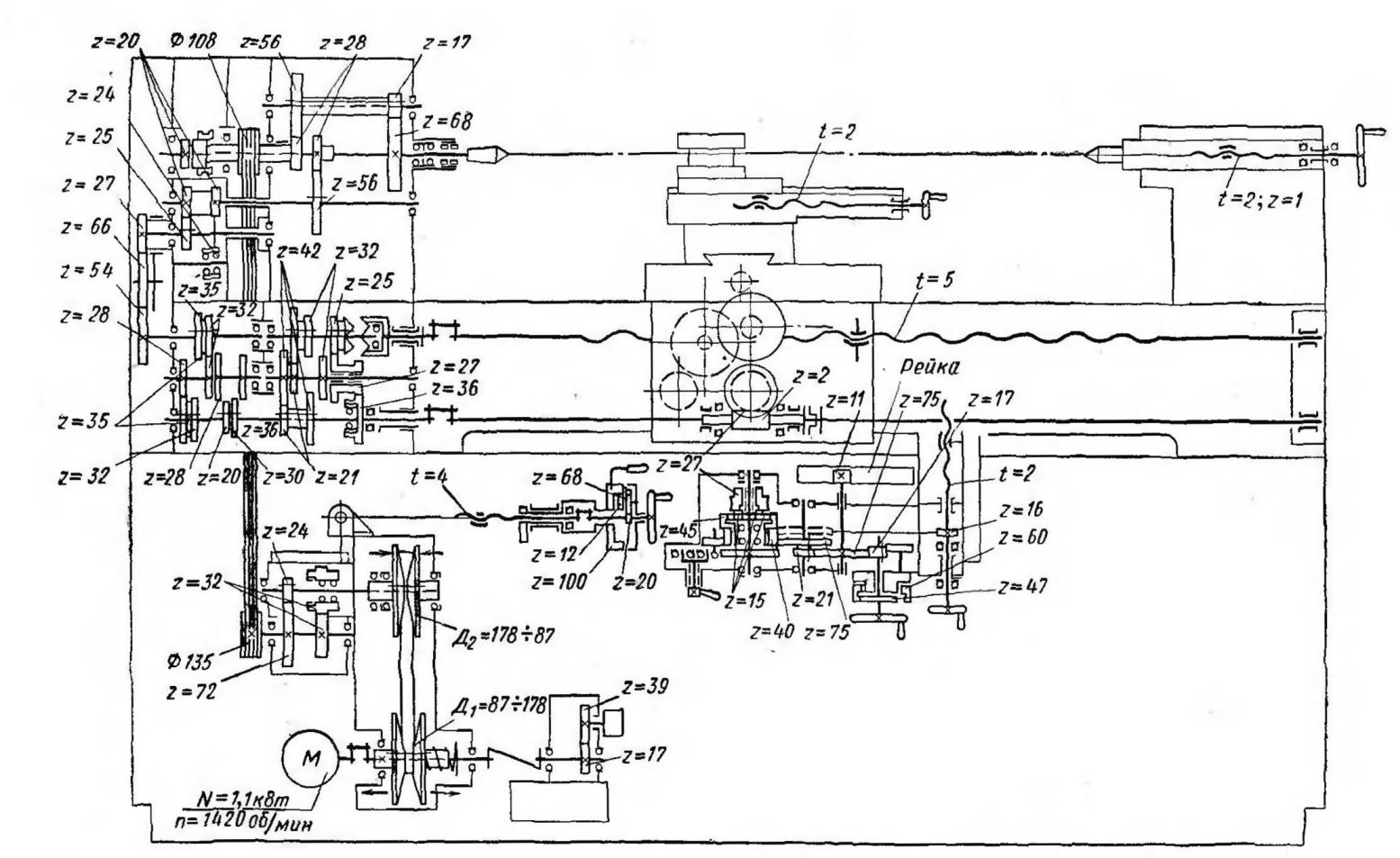
Токарные станки Гамма токарных и токарно-винторезных станков для обработки деталей диаметром О = 100ч-200 лш разработана СКБ-3, ЭНИМСом и его закавказским филиалом с участием Одесского опытно-механического завода и Кировоканского завода прецизионных станков. В этой гамме предусматриваются две группы станков: В этой гамме имеются модификации станков без механической подачи: базовые, с резьбонарезным устройством, револьверные, доделочные, патронные, механизированные; для токарновинторезных: базовые, упрощенные, облегченные и механизированные. В токарных станках с резьбонарезными устройствами предусматривается встраивание накидного резьбонарезного приспособления, позволяющего нарезать короткие резьбы без реверсирования шпинделя. В револьверном станке на месте задней бабки устанавливается револьверная головка и на месте крестового суппорта — отрезной рычажный суппорт. В доделочном станке предусмотрено рычажное управление перемещением пиноли задней бабки и салазок суппорта. В токарном патронном станке укорочена станина и не имеется задней бабки. Токарно-механизированный станок имеет механизированный зажим деталей, пневмогидравлический суппорт, систему упоров и другие средства автоматизации. В упрощенной модификации токарно-винторезных станков предусматривается более простая коробка подач и фартук, а также нарезание резьбы с помощью сменных зубчатых колес. Облегченный токарно-винторезный станок, спроектированный для передвижных мастерских, имеет облегченную тумбу, электроаппаратуру, рассчитанную на работу при сотрясениях и вибрациях. В механизированном токарно-винторезном станке для закрепления обрабатываемой детали и перемещения пиноли задней бабки применяются пневматические и гидравлические устройства. Станок снабжается гидрокопиром, который можно использовать для автоматизированного цикла при нарезании резьбы. Для многопроходной обработки предусматривается использование быстросменных резцедержателей, а также поворотных упоров. В станках этой гаммы при обработке деталей диаметром 200 и 250 мм для базовых моделей унифицированы станины, передние бабки, вариаторы, коробки подач и фартуки. С базовыми моделями для каждого данного диаметра обработки унифицировано большинство других основных агрегатов. В кинематической цепи привода станков настольного типа для обработки деталей диаметром 100 и 150 предусматриваются две ременные передачи со ступенчатыми шкивами от электродвигателя к шпинделю. Станины токарно-винторезных станков при наибольшем диаметре обрабатываемой детали 160 и 200 мм устанавливаются на сварных тумбах, а станина точных станков этих размеров — на литых тумбах. Модели станков этой гаммы при диаметре D ~ 160 мм и выше имеют в приводе бесступенчатый вариатор с широким клиновым ремнем, размещенный в левой части тумбы станка. В станках для обработки деталей диаметром D = 200—250 мм в шпиндельных бабках предусматриваются зубчатые переборы, а в шпиндельных опорах станков класса П и В установлены подшипники качения. Шпиндели станков особо высокой точности опираются на подшипники скольжения. Движение от шпинделя к коробке подач в этих станках передается ремнем. В фартуках суппорта токарно-винторезных станков установлены механизмы автоматического останова подачи от жесткого упора с планетарной передачей. На рис. 7 приводится кинематическая схема станка 16Б04П малой гаммы, повышенной точности. Привод главного движения в станке — разделенный и осуществляется с помощью бесступенчатого вариатора с широким клиновым ремнем. Вариатор с коробкой скоростей на две ступени расположен в тумбе станка. Движение шкиву шпиндельной бабки передается клиноременной передачей. От шкива шпиндель может получать вращение непосредственно через муфту или через перебор – Работа звена увеличения шага осуществляется через передвижное зубчатое колесо 2= 56, расположенное на валу ниже шпинделя. Коробка подач — закрытого типа с передвижными зубчатыми колесами. Гамма токарно-винторезных станков с D — 250-Г-500 мм разработана ЭНИМСом, Московским станкостроительным заводом «Красный пролетарий» им. А. И. Ефремова, Средневолжским станкостроительным заводом и рядом других заводов. В этой гамме имеются базовые токарно-винторезные станки с рядом модификаций: токарно-винторезные центровые облегченные станки (с увеличенной высотой центров), токарно-винторезные центровые облегченные упрощенные станки, токарные центровые станки (без винторезной цепи), токарные патронные станки, механизированные, автоматизированные станки и станки с программным управлением. Облегченные модификации станков получаются путем увеличения высоты центров базовых моделей. Это дает возможность снизить вес станков до 25%. Токарно-винторезный станок 16Л16П для D = 320 мм создан на базе станка 16Б11 путем поднятия высоты центров со 130 мм до 160 мму введением проставки под переднюю бабку, замены поддона задней бабки и верхней части суппорта, замены модуля гитары с 1,5 на 1,75. Данная модификация станка позволяет получить станок следующего размера по диаметру обрабатываемой детали при наименьшем весе, габаритах и стоимости. Заводу для выпуска этого станка понадобится наладить выпуск всего 3—6% новых деталей.
Рис. 1. Кинематическая схема станка 16Б04П
На базе облегченных станков с упрощением кинематики создаются облегченные упрощенные станки, предназначаемые для мелких ремонтных мастерских. Токарные патронные станки имеют укороченные станины и делаются без винторезной цепи и задней бабки. В механизированных модификациях предусматривается механизация зажима деталей, перемещения пиноли задней бабки и наличие гидрокопировального суппорта. Станки быстроходные изготовляются на базе станков класса А. Станки средней гаммы имеют одну унифицированную коробку подач для всех базовых моделей и большинства модификаций, а коробка скоростей и фартук унифицированы попарно для станков с диаметрами 250 и 320, 400 и 500. Кроме того, имеется ряд сборочных комплектов, у которых нагрузки, габариты и металлоемкость меняются незначительно в широком диапазоне ряда размеров базовых станков (привод ускоренного хода, шестеренчатые насосы смазки шпиндельной бабки и коробки скоростей, левая и правая рукоятки, фильтры и т. д.). Эти агрегаты выделены в самостоятельные сборки и тоже унифицированы. Таким образом, при мелкосерийном производстве отдельных типоразмеров и модификаций станков изготовление сборочных комплектов и деталей станков может носить серийный и даже массовый характер производства с применением высокопроизводительного специализированного и специального оборудования и совершенной технологии. В станках этой гаммы предусмотрены разделенный привод с размещением коробки скоростей в нижней части станка, зубчатый ремень, селективное управление коробкой скоростей, механизмы для быстрых перемещений суппорта, наличие мнемонической Рукоятки для управления подачами. В станках для обработки деталей диаметром 400—500 мм предусматриваются механические перемещения верхних салазок суппорта. В станках этой гаммы для повышения их точности предусмотрено применение подшипников типа «Garnet», изменение базирования передней бабки для уменьшения смещения шпинделя от тепловых деформаций, ужесточение допусков на размеры наиболее ответственных соединений. В станках предусмотрен ряд технических мероприятий для обеспечения наиболее длительного сохранения точности обработки и увеличения долговечности: закалка станин, повышение твердости зубчатых колес, шлицевых валиков и пиноли задней бабки, применение термической обработки ходовых винтов и реек. Станки имеют разделенный привод; коробка скоростей, размещенная в тумбе станка, получает движение от двухскоростного электродвигателя с помощью зубчатого ремня. От шкива коробки скоростей движение шкиву на шпиндельной бабке также передается зубчатым ремнем. Шкив шпиндельной бабки от коробки скоростей получает девять значений частот вращений, которые могут передаваться непосредственно шпинделю. С использованием двойного перебора шпинделю можно сообщить значение частот вращений. Включение подач на фартуке осуществляется рукояткой мнемонического управления , переключающей мелкозубчатые муфты. В качестве механизма автоматического выключения подач от жесткого упора используется схема с червяком, передвигающимся по оси, и двумя кулачковыми муфтами. На рис. 4 показана кинематическая схема нового токарного станка 16К20 завода «Красный пролетарий» (D = 400 лш). Станок имеет неразделенный привод главного движения и схему коробки скоростей, лишь незначительно отличающуюся от схемы коробки станка 1К62. С помощью данной коробки скоростей шпинделю сообщается 22 значения частоты вращения — от 12,5 до 1600 об/мин. Для коробки подач и фартука использована унифицированная схема соответствующих механизмов станка средней гаммы. Гамма токарных станков для диаметров обработки 630—1250 мм разработана Рязанским станкостроительным заводом и ЭНИМСом. Она состоит из четырех базовых моделей и ряда модификаций (патронных, облегченных и механизированных). В этой гамме есть станки, имеющие станины с выемкой. Для всех станков гаммы предусмотрена единая унифицированная коробка подач. Кинематическая схема коробки подач унифицирована со схемой коробок подач для станков диаметром 250—500 мм’, попарно унифицированы суппорты и фартуки суппортов. Предусматривается механическая подача для верхних салазок суппорта. Фартуки выполнены по единой кинематической схеме. Базовые модели гаммы тяжелых станков рассчитаны для диаметров обработки 1250, 1600, 2000, 2500, 3200, 4000, 5000 и 6300 мм.
Рис. 2. Токарный станок 16Б11П
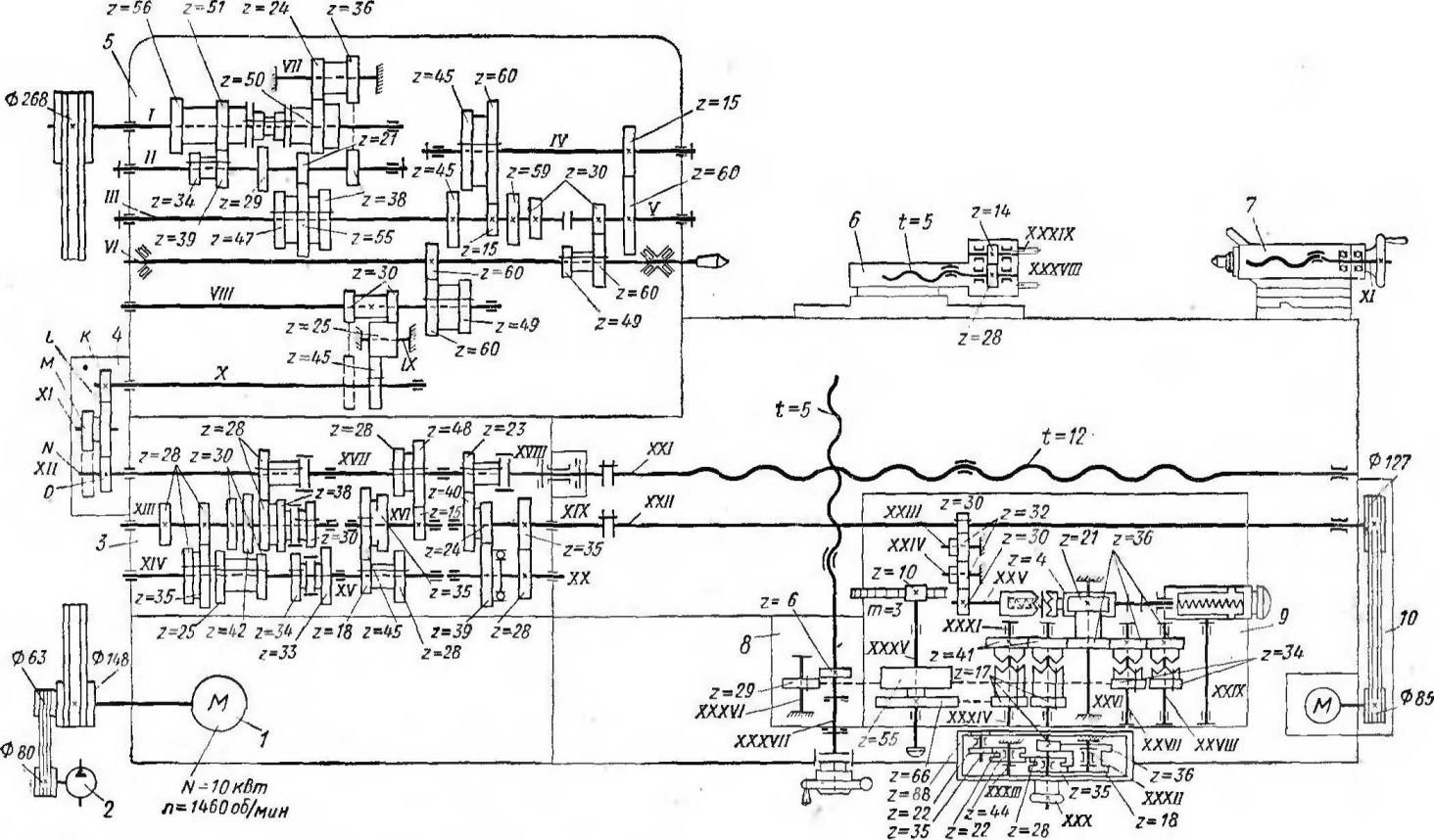
Pис. 3. Кинематическая схема станка 16Б11П
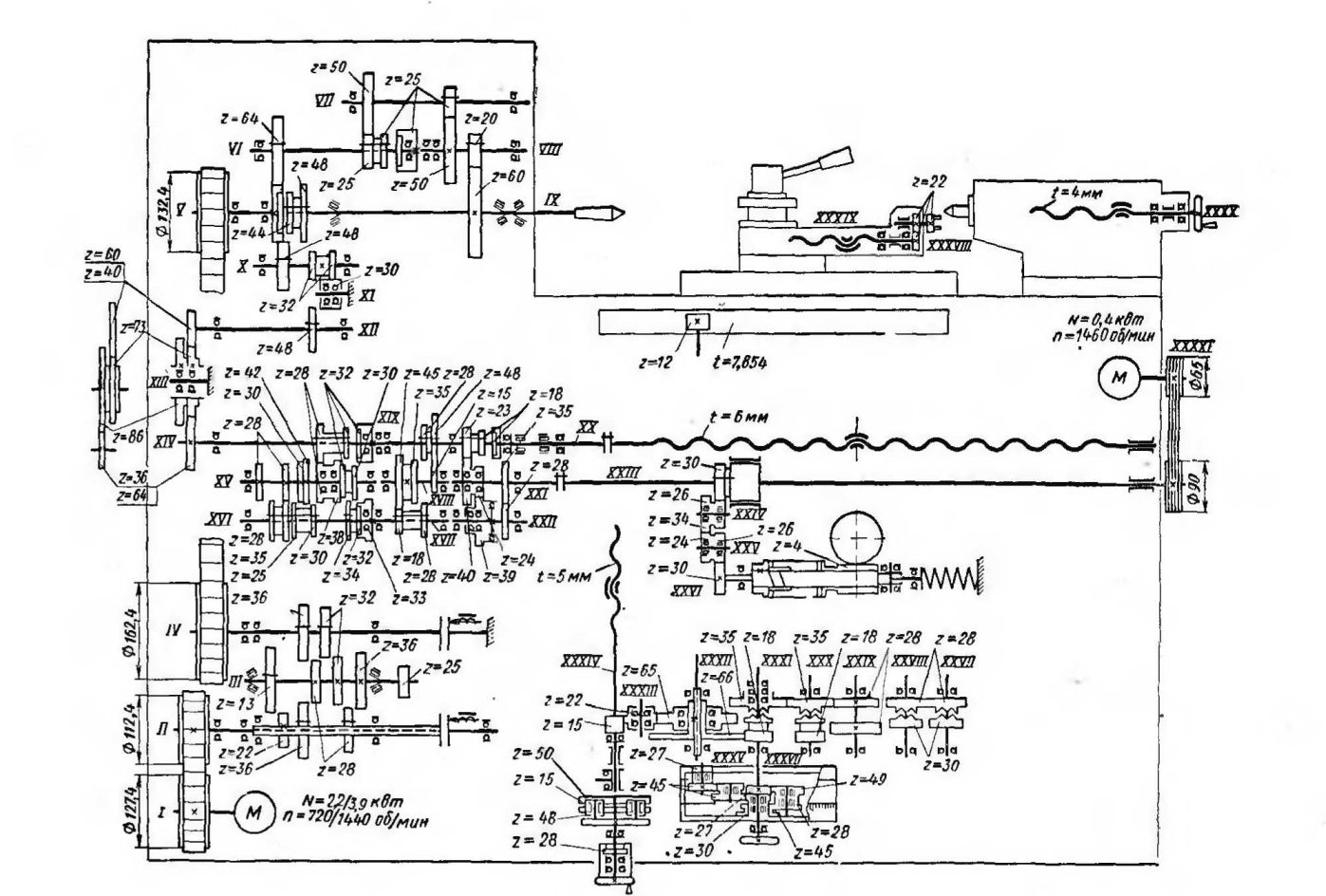
Рис. 4. Кинематическая схема станка 16К20:
1 — электродвигатель; 2 — насос смазки; 3 — коробка подач; 4 — гитара сменных зубчатых колес; 5 — коробка скоростей; 6 — суппорт; 7 — задняя бабка; 8 — каретка; 9 — фартук; 10 —привод быстрых перемещений
Число зубьев сменных колес гитары; К~ 40 и 60 Л == 73 и 86; М = 86; Л = 36; О « 48, 64, 52, 57 Главный привод получает движение от электродвигателя постоянного тока с диапазоном регулировки, равным пяти, работающего по схеме генератор—двигатель. Коробки скоростей станков гаммы построены по единой структуре кинематической цепи. Унифицирована схема компоновки шпиндельных узлов — передняя и задняя опоры сделаны на подшипниках серии 3182100; осевые силы воспринимаются в заднем подшипнике двумя упорными шариковыми подшипниками. Схема привода подачи для станков с диаметром обработки 1250—1600 мм унифицирована, и суппорт с фартуком получает движение от шпинделя станка через ходовой вал и ходовой винт. Быстрые перемещения суппорта осуществляются от отдельного электродвигателя переменного тока. Нарезание резьбы на этих станках осуществляется с помощью ходового винта, который получает движение от шпинделя через гитару сменных зубчатых колес. В более крупных станках этой гаммы привод подач и ускоренный ход осуществляются от отдельного электродвигателя постоянного тока, расположенного на фартуке. Резьба нарезается с помощью накладного винторезного суппорта. Коробки подач в станках гаммы встроены в фартук. На станках предусмотрены электро-копировальные устройства на электромагнитных муфтах. Реклама:Читать далее:Характеристика приводов главного движения и подачиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|